
一种大型汽车前轴余热控温淬火工艺方法.pdf

如灵****姐姐

1/5
2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型汽车前轴余热控温淬火工艺方法.pdf
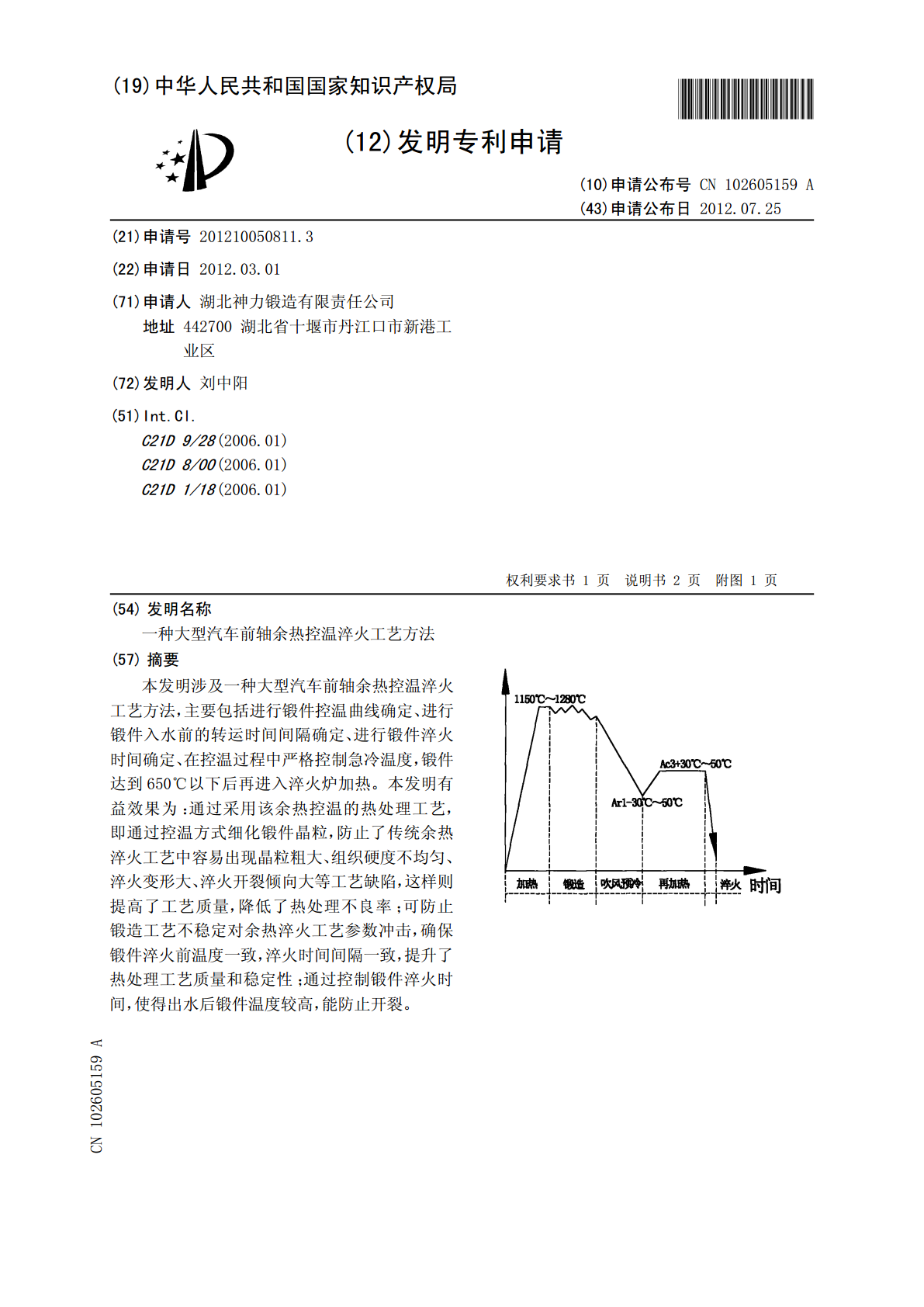
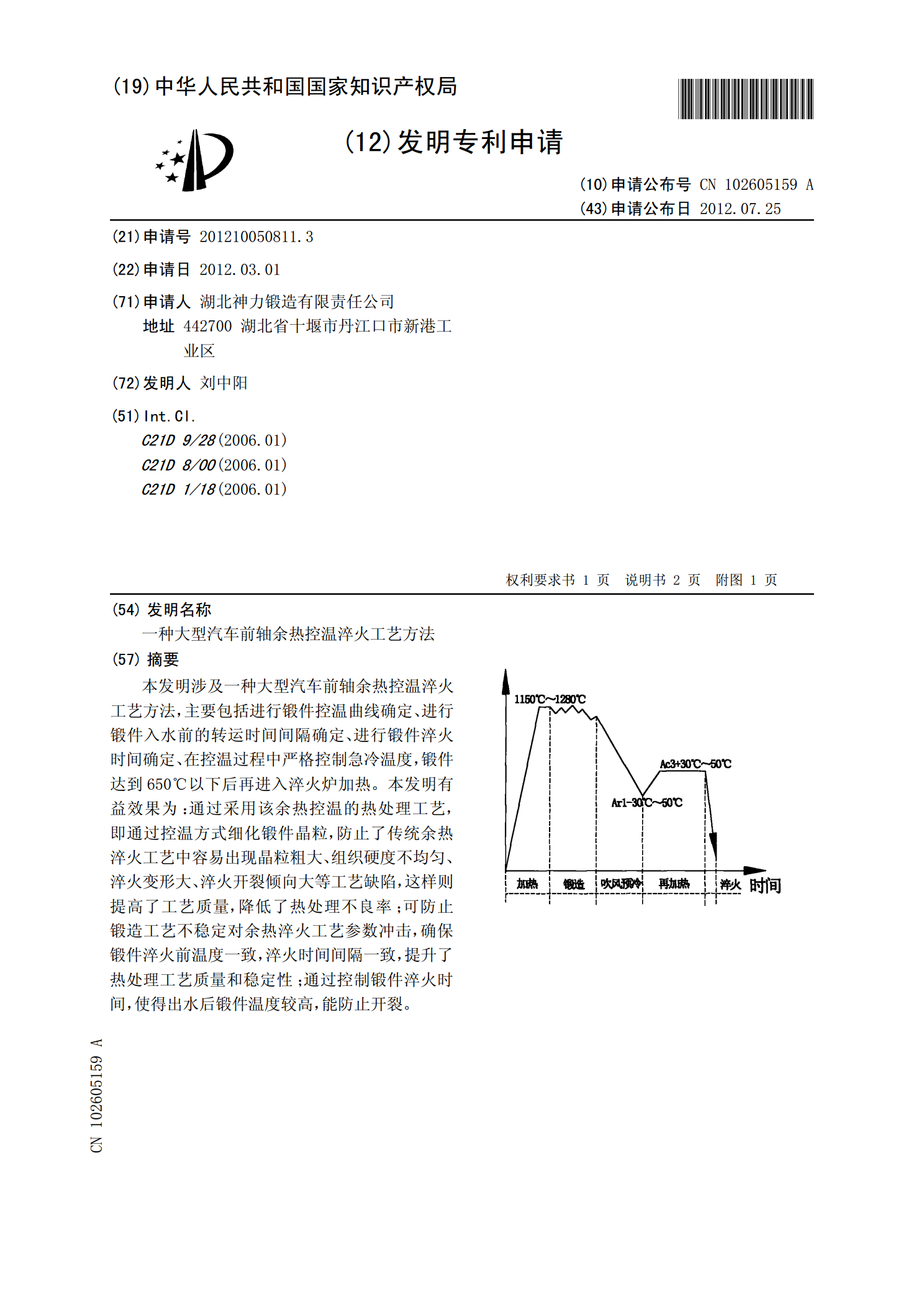
本发明涉及一种大型汽车前轴余热控温淬火工艺方法,主要包括进行锻件控温曲线确定、进行锻件入水前的转运时间间隔确定、进行锻件淬火时间确定、在控温过程中严格控制急冷温度,锻件达到650℃以下后再进入淬火炉加热。本发明有益效果为:通过采用该余热控温的热处理工艺,即通过控温方式细化锻件晶粒,防止了传统余热淬火工艺中容易出现晶粒粗大、组织硬度不均匀、淬火变形大、淬火开裂倾向大等工艺缺陷,这样则提高了工艺质量,降低了热处理不良率;可防止锻造工艺不稳定对余热淬火工艺参数冲击,确保锻件淬火前温度一致,淬火时间间隔一致,提升
一种汽车前轴锻件余热调质工艺.pdf
本发明涉及锻件加工技术领域,尤其是一种汽车前轴锻件余热调质工艺,包括以下步骤:S1、准备原材料,将物料放置到1500‑2000℃加热炉中进行加热熔化,S2、对模具进行逐步降温冷却,待温度降低至室温时,将成型好的轮毅进行取出;S3、对制作好的轮毅在温度为800‑900℃的温度下进行锻造成型;S4、将轮毅放置到加热炉中进行加热处理,温度为300‑400℃,保温时间为12‑16min,然后将温度提升到550‑660℃,保温时间为18‑24min,最后将温度加热到800‑850℃,保温35‑40min,每次温度升

42CrMo汽车前轴锻热淬火工艺.docx
42CrMo汽车前轴锻热淬火工艺42CrMo是一种常用的汽车前轴材料,具有强度高、抗疲劳性能好的优点。为了提高其力学性能和耐久性,需要通过锻造和热处理工艺对其进行加工。本文将详细阐述42CrMo汽车前轴的锻造和热淬火工艺,包括材料选择、工艺参数、热处理特点和性能分析,以及存在的问题和未来的发展方向。1.材料选择:42CrMo是一种具有高强度和良好耐久性的合金钢,具有较高的抗拉强度、屈服强度和延伸率。它的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)、铬(Cr)、钼(Mo)等元素。这些

药筒中频控温淬火工艺研究.docx
药筒中频控温淬火工艺研究药筒中频控温淬火工艺研究摘要:药筒中频控温淬火工艺是目前金属加工领域中常用的一种热处理工艺。本论文通过对药筒中频控温淬火工艺的研究,探索了其对材料性能的影响,并对该工艺的优化方向进行了探讨。实验结果表明,药筒中频控温淬火工艺能够显著提高材料的硬度和强度,并能有效控制材料的变形和裂纹的产生。随着科技的不断进步,中频控温淬火工艺有望在金属加工中发挥更大的作用。关键词:药筒中频控温淬火;材料性能;硬度;强度1.引言药筒中频控温淬火工艺是一种通过对金属材料进行热处理来改变其组织和性能的方法
一种炭化炉余热利用控温装置及其控温方法.pdf
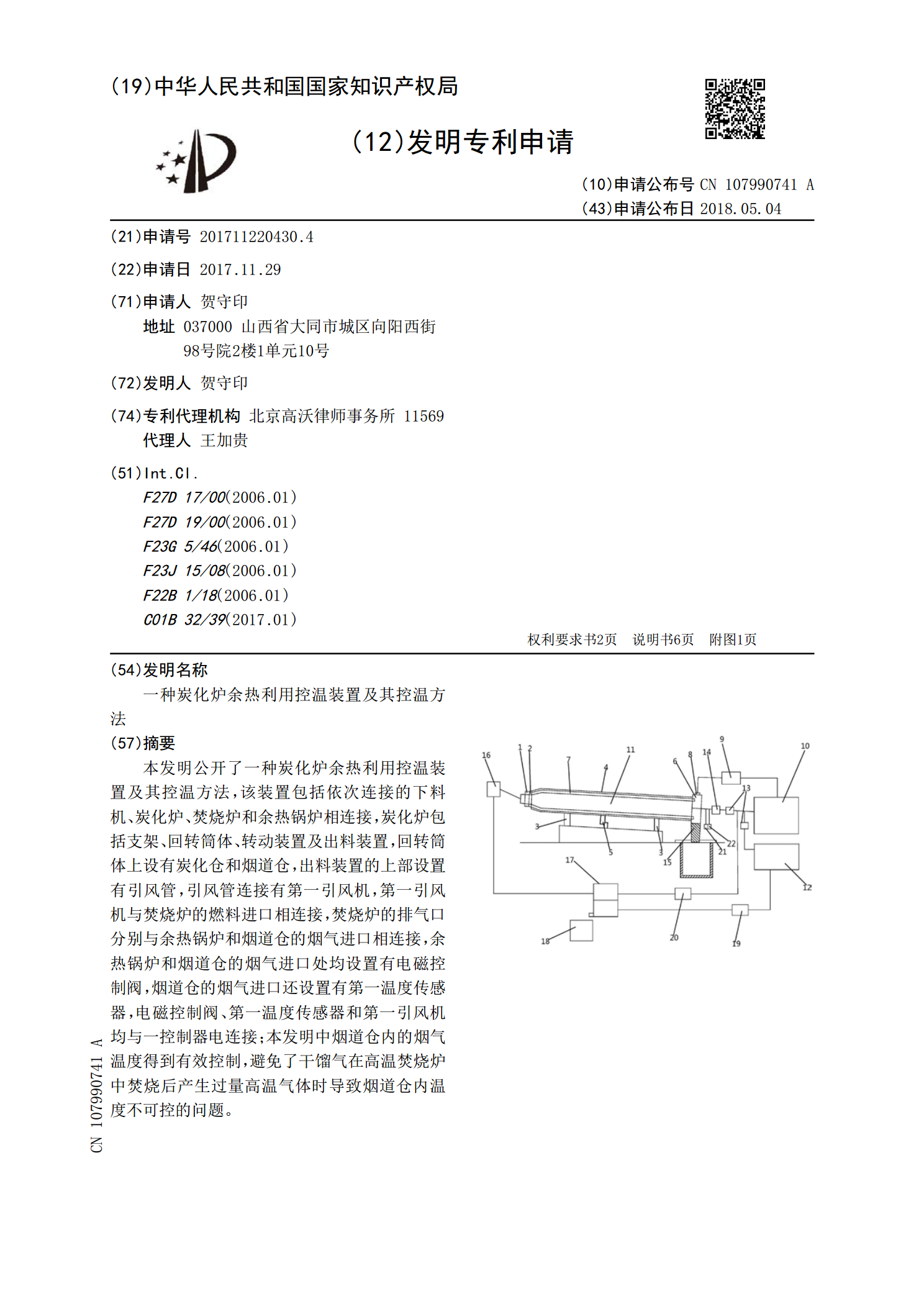
本发明公开了一种炭化炉余热利用控温装置及其控温方法,该装置包括依次连接的下料机、炭化炉、焚烧炉和余热锅炉相连接,炭化炉包括支架、回转筒体、转动装置及出料装置,回转筒体上设有炭化仓和烟道仓,出料装置的上部设置有引风管,引风管连接有第一引风机,第一引风机与焚烧炉的燃料进口相连接,焚烧炉的排气口分别与余热锅炉和烟道仓的烟气进口相连接,余热锅炉和烟道仓的烟气进口处均设置有电磁控制阀,烟道仓的烟气进口还设置有第一温度传感器,电磁控制阀、第一温度传感器和第一引风机均与一控制器电连接;本发明中烟道仓内的烟气温度得到有效