
一种汽车前轴锻件余热调质工艺.pdf

思洁****爱吗

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车前轴锻件余热调质工艺.pdf
本发明涉及锻件加工技术领域,尤其是一种汽车前轴锻件余热调质工艺,包括以下步骤:S1、准备原材料,将物料放置到1500‑2000℃加热炉中进行加热熔化,S2、对模具进行逐步降温冷却,待温度降低至室温时,将成型好的轮毅进行取出;S3、对制作好的轮毅在温度为800‑900℃的温度下进行锻造成型;S4、将轮毅放置到加热炉中进行加热处理,温度为300‑400℃,保温时间为12‑16min,然后将温度提升到550‑660℃,保温时间为18‑24min,最后将温度加热到800‑850℃,保温35‑40min,每次温度升
一种大型汽车前轴余热控温淬火工艺方法.pdf
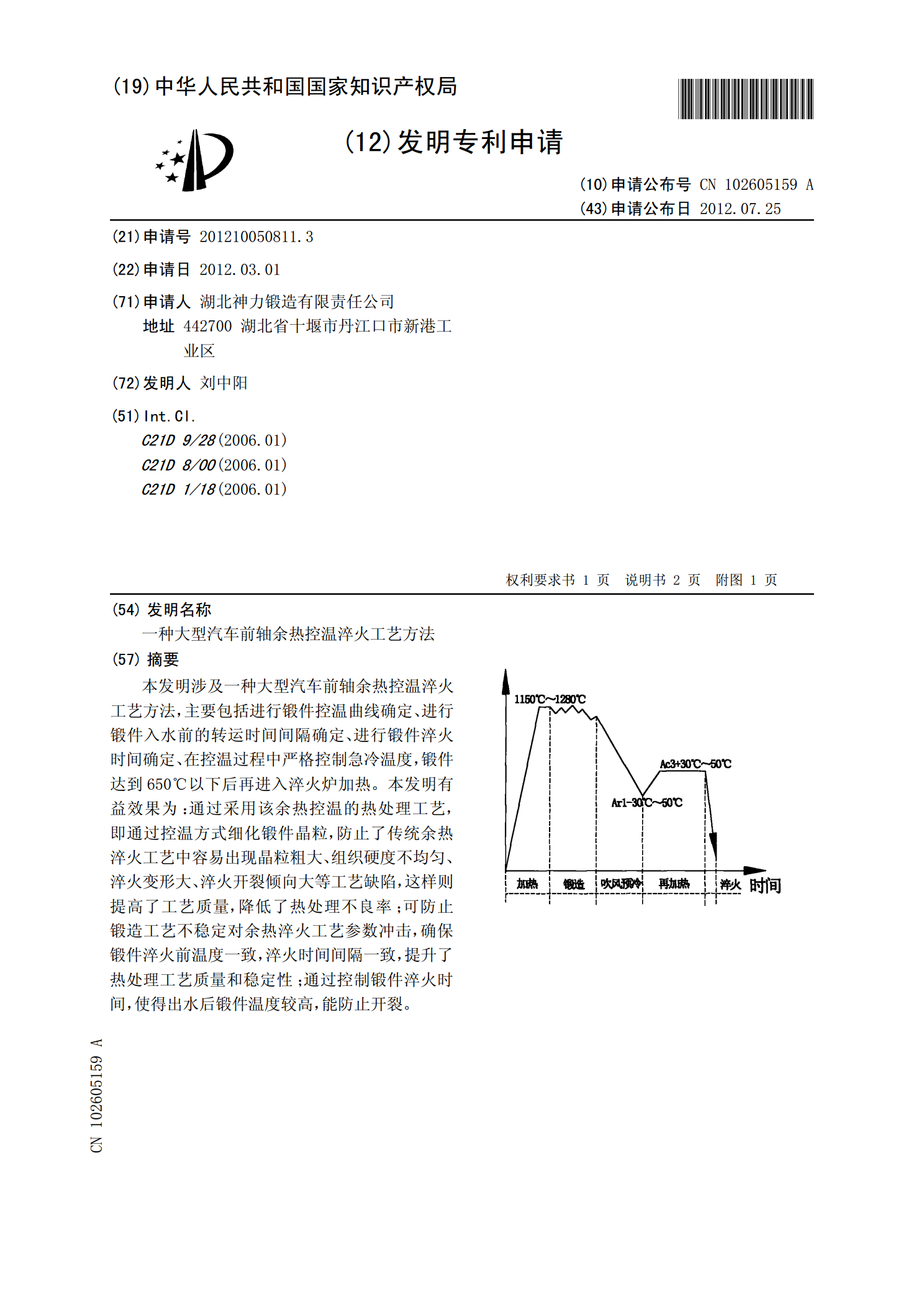
本发明涉及一种大型汽车前轴余热控温淬火工艺方法,主要包括进行锻件控温曲线确定、进行锻件入水前的转运时间间隔确定、进行锻件淬火时间确定、在控温过程中严格控制急冷温度,锻件达到650℃以下后再进入淬火炉加热。本发明有益效果为:通过采用该余热控温的热处理工艺,即通过控温方式细化锻件晶粒,防止了传统余热淬火工艺中容易出现晶粒粗大、组织硬度不均匀、淬火变形大、淬火开裂倾向大等工艺缺陷,这样则提高了工艺质量,降低了热处理不良率;可防止锻造工艺不稳定对余热淬火工艺参数冲击,确保锻件淬火前温度一致,淬火时间间隔一致,提升
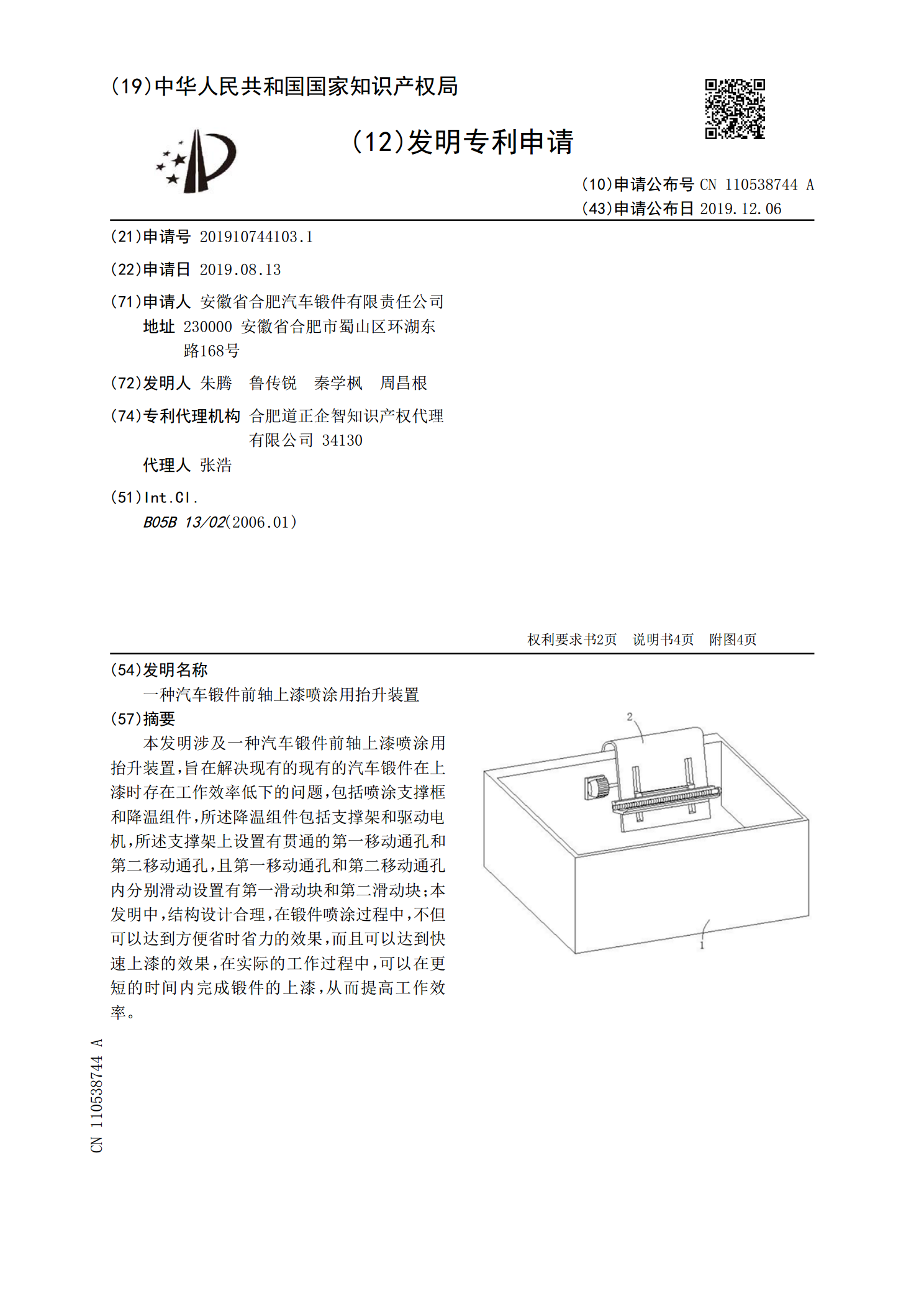
一种汽车锻件前轴上漆喷涂用抬升装置.pdf
本发明涉及一种汽车锻件前轴上漆喷涂用抬升装置,旨在解决现有的现有的汽车锻件在上漆时存在工作效率低下的问题,包括喷涂支撑框和降温组件,所述降温组件包括支撑架和驱动电机,所述支撑架上设置有贯通的第一移动通孔和第二移动通孔,且第一移动通孔和第二移动通孔内分别滑动设置有第一滑动块和第二滑动块;本发明中,结构设计合理,在锻件喷涂过程中,不但可以达到方便省时省力的效果,而且可以达到快速上漆的效果,在实际的工作过程中,可以在更短的时间内完成锻件的上漆,从而提高工作效率。
一种42CrMo大型锻件的调质工艺.pdf
一种42CrMo大型锻件的调质工艺,属于42CrMo大型锻件加工技术领域,该工艺是由以下步骤组成:(1)将42CrMo大型锻件空冷至600~750℃;(2)将空冷后的42CrMo大型锻件装入炉中正火;(3)将正火后的42CrMo大型锻件装炉待料;(4)42CrMo大型锻件温度均匀后加热到700~800℃,然后进行一次保温;(5)将一次保温后的42CrMo大型锻件加热至830~850℃,然后进行二次保温;(6)将二次保温的42CrMo大型锻件进行一次水冷,然后出水;(7)将水冷后的42CrMo大型锻件装炉回
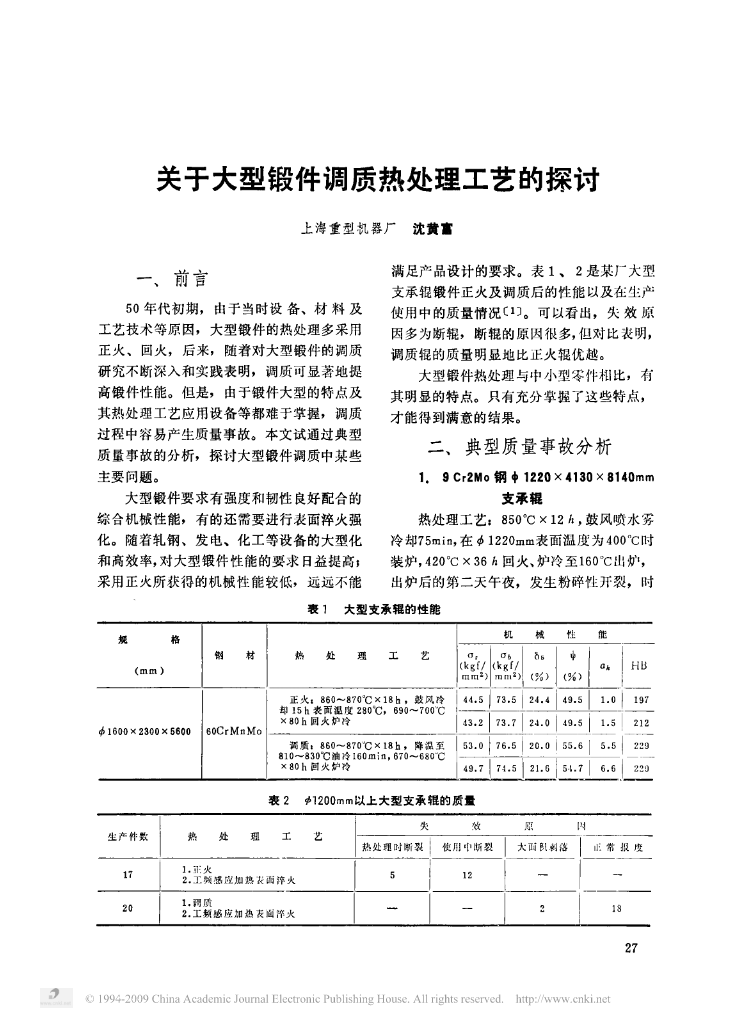
关于大型锻件调质热处理工艺的探讨.pdf
关于大型锻件调质热处理工艺的探讨上海重型机器厂沈黄,。、、足是厂型一前言满产品设计的要求表某大支承辊锻件正火及调质后的性能以及在生产,、年代初期由于当时设备材料及使用中的质量情况〔〕。可以看出,失效原,工艺技术等原因大型锻件的热处理多采用因多为断辊,断辊的原因很多,但对比表明,、,,正火回火后来随着对大型锻件的调质调质辊的质量明显地比正火辊优越。,研究不断深入和实践表明调质可显著地提大型锻件热处理与中小型零件相比,有。,高锻件性能但是由于锻件大型的特点及其明显的特点。只有充分掌握了这些特点,,其热处理工艺