
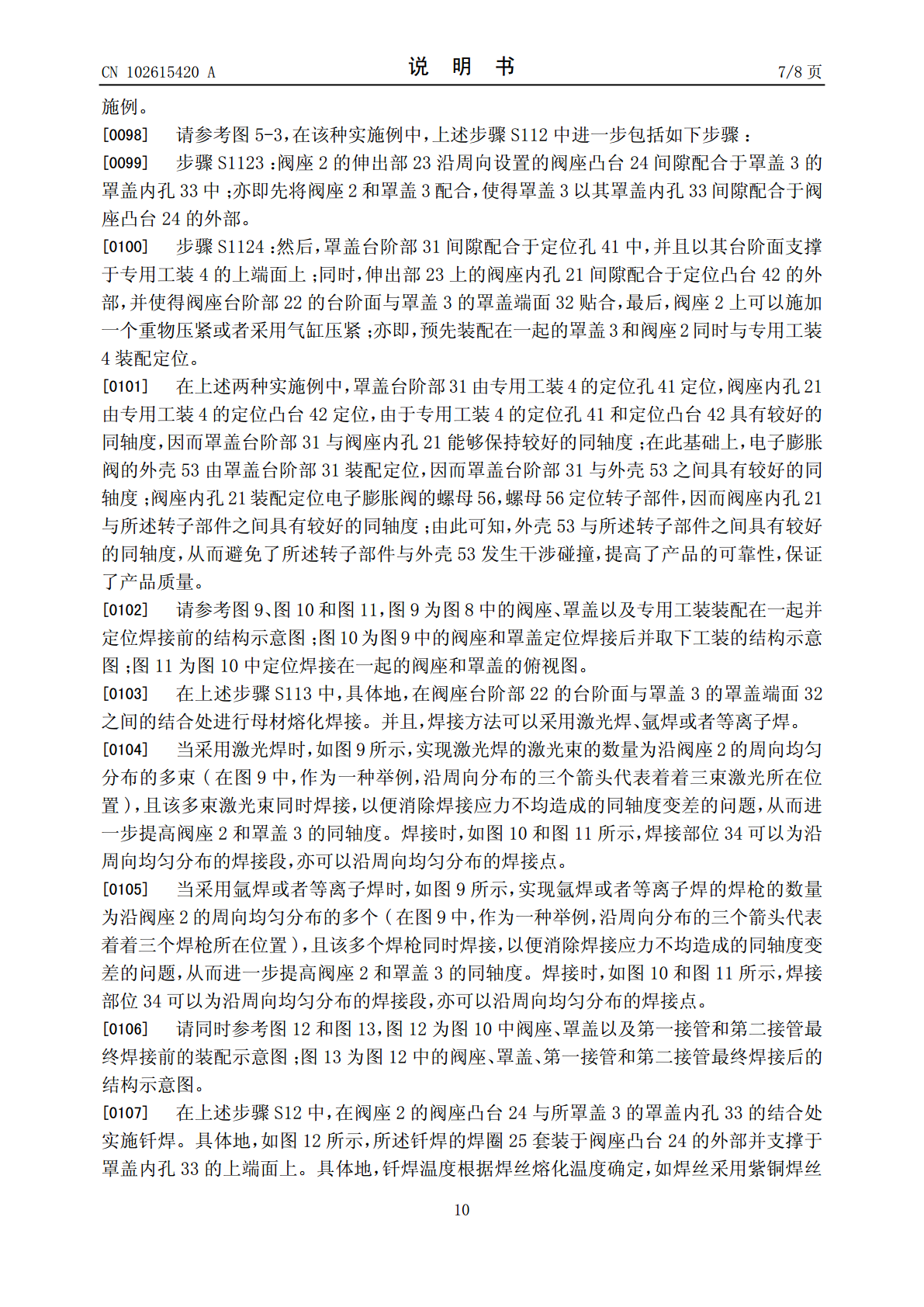
一种阀座组件制造方法.pdf

雨巷****彦峰

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种阀座组件制造方法.pdf
本发明公开了一种阀座组件制造方法,用于将电子膨胀阀的阀座(2)和罩盖(3)装配在一起形成阀座组件,包括以下步骤:11)将所述阀座(2)和所述罩盖(3)之间通过母材熔化焊接进行定位;12)在所述阀座(2)与所述罩盖(3)的结合面处通过钎焊进行密封。进一步地,在步骤12)中,同时将所述电子膨胀阀的第一接管(51)和第二接管(52)分别钎焊于所述阀座(2)的第一接口孔(26)和第二接口孔(27)中。该制造方法当阀座(2)与罩盖(3)放置于炉中进行钎焊密封时二者之间的预先连接定位不会发生松动,从而提高二者预先定位

一种阀座组件及具有该阀座组件的球阀.pdf
本发明公开了一种阀座组件,包括固定器,安装于球阀壳体内,其轴向一端面设有第一环形槽和第二环形槽;阀座,设置在所述第一环形槽内;支撑环,设置在所述第二环形槽内,所述支撑环包括沿其周向分布的安装部分和至少一个锁紧部分,所述安装部分和所述锁紧部分均包括环本体,所述锁紧部分还包括形成于所述环本体径向内侧的锁扣;所述第二环形槽包括槽本体和锁槽,所述槽本体适于所述环本体卡入,所述锁槽适于所述锁扣卡入。整体装置结构设计合理,支撑环安装在球阀与流通管道上,给球阀提供稳定的支撑力,同时防止球阀在转动的过程中因为受压的原因导
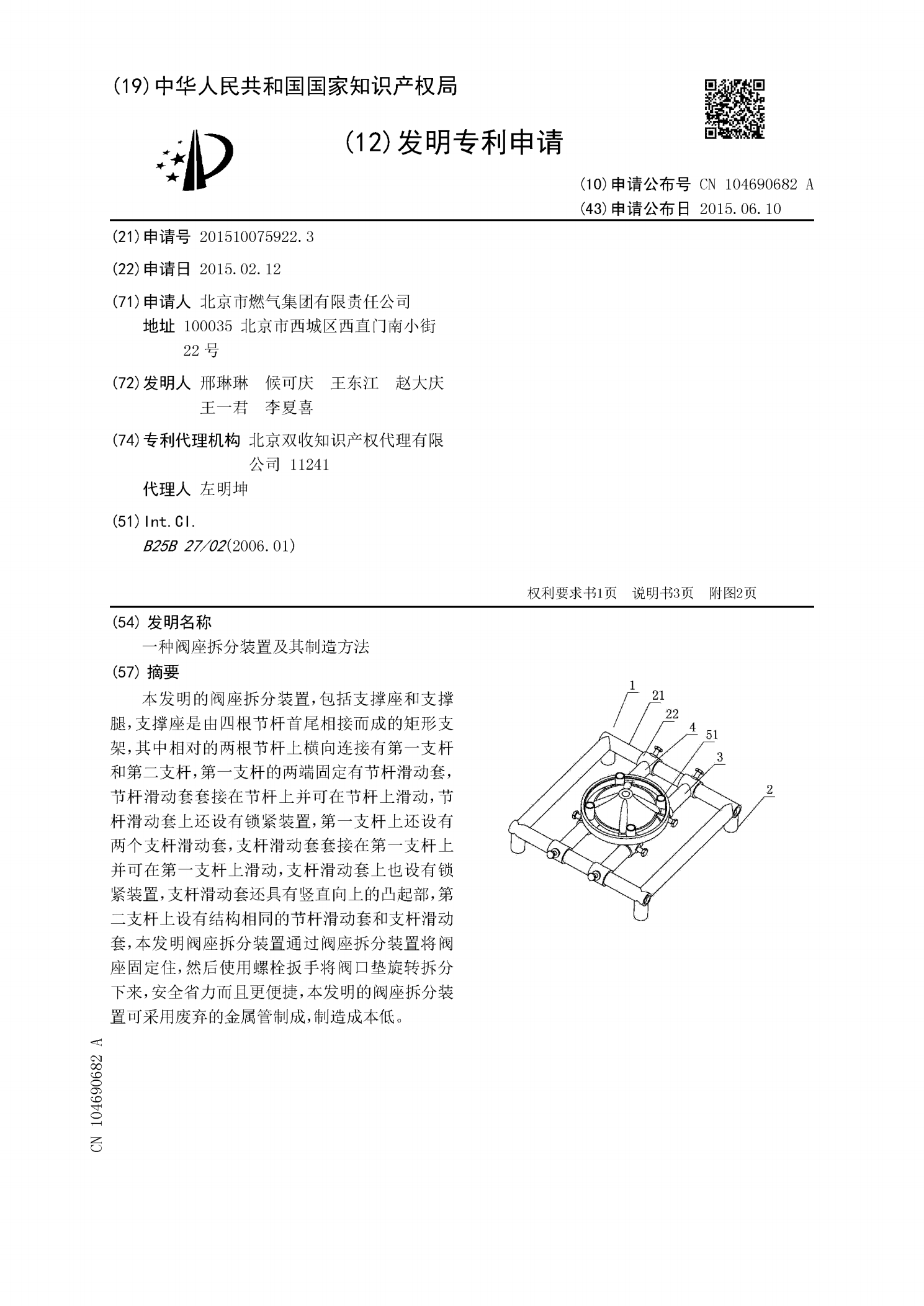
一种阀座拆分装置及其制造方法.pdf
本发明的阀座拆分装置,包括支撑座和支撑腿,支撑座是由四根节杆首尾相接而成的矩形支架,其中相对的两根节杆上横向连接有第一支杆和第二支杆,第一支杆的两端固定有节杆滑动套,节杆滑动套套接在节杆上并可在节杆上滑动,节杆滑动套上还设有锁紧装置,第一支杆上还设有两个支杆滑动套,支杆滑动套套接在第一支杆上并可在第一支杆上滑动,支杆滑动套上也设有锁紧装置,支杆滑动套还具有竖直向上的凸起部,第二支杆上设有结构相同的节杆滑动套和支杆滑动套,本发明阀座拆分装置通过阀座拆分装置将阀座固定住,然后使用螺栓扳手将阀口垫旋转拆分下来,
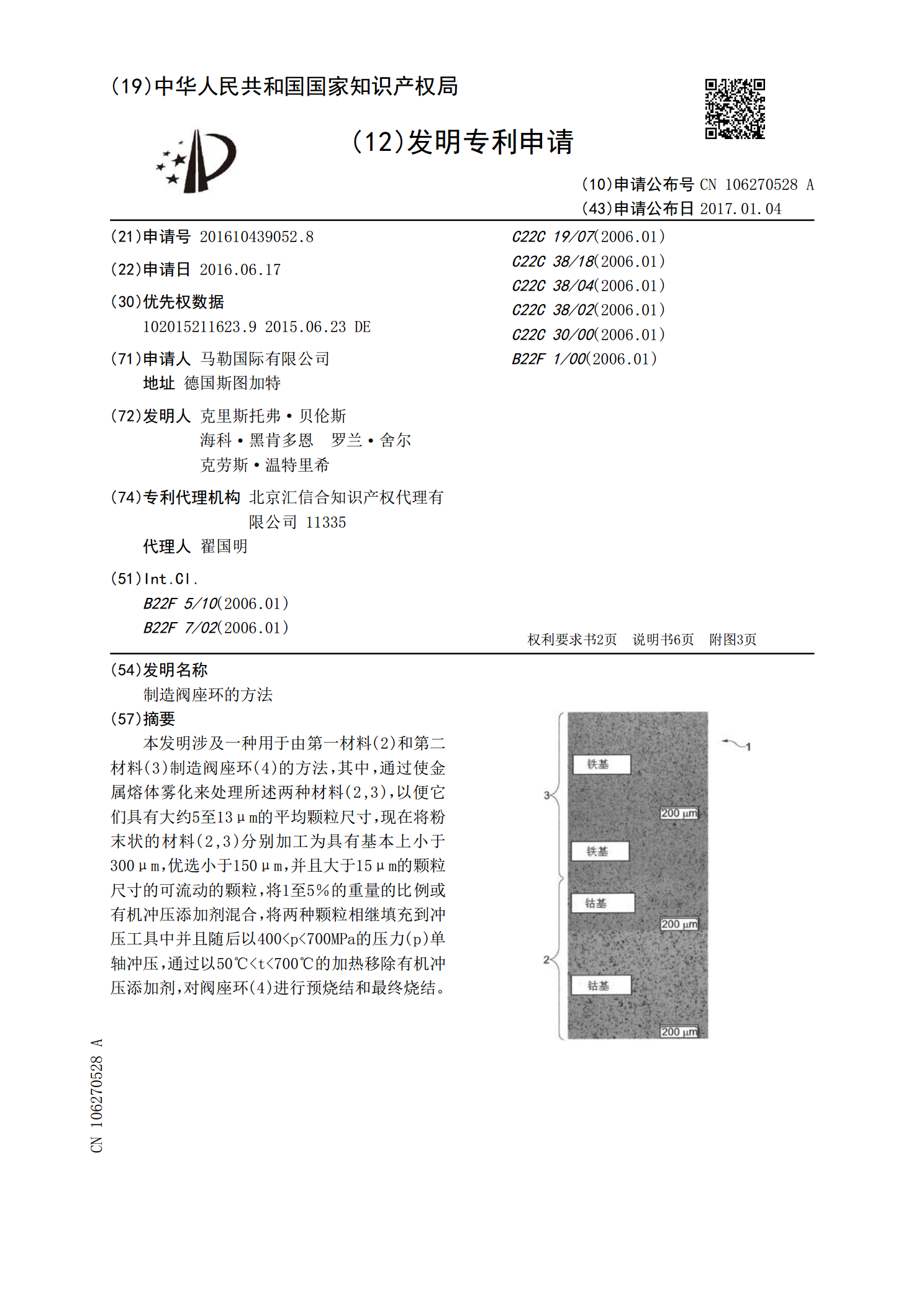
制造阀座环的方法.pdf
本发明涉及一种用于由第一材料(2)和第二材料(3)制造阀座环(4)的方法,其中,通过使金属熔体雾化来处理所述两种材料(2,3),以便它们具有大约5至13μm的平均颗粒尺寸,现在将粉末状的材料(2,3)分别加工为具有基本上小于300μm,优选小于150μm,并且大于15μm的颗粒尺寸的可流动的颗粒,将1至5%的重量的比例或有机冲压添加剂混合,将两种颗粒相继填充到冲压工具中并且随后以400

一种金属密封蝶阀阀座的制造方法.pdf
本发明公开了一种金属密封蝶阀阀座的制造方法,包括以下步骤:1)准备材料:碳化钨30‑50g、钴100‑150、硌200‑300g、氧化剂;2)将碳化钨和钴放入真空炉中进行烧结,烧结的温度为1300℃‑1500℃,烧结的时间为1.5‑3h,将碳化钨和钴完全融化,然后往真空炉中放入氧化剂200‑350g,然后在继续加热1‑1.5h,此时的加热温度为800℃‑1000℃;3)将步骤2)融化的碳化钨和钴溶液放入搅拌箱进行慢速搅拌,搅拌的速度为每分钟30转,搅拌的时间为30‑50min,在搅拌的中加入100‑200