
一种高性能铜合金复合整体触头材料及其制备方法.pdf

闪闪****魔王

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高性能铜合金复合整体触头材料及其制备方法.pdf
本发明涉及电力工业电接触材料技术领域,具体公开了一种高性能铜合金复合整体触头材料及其制备方法。首先对QCr0.5铜合金棒进行预处理,然后在QCr0.5铜合金棒表面喷涂由TiC、La2O3、W和Cu组成的热喷涂粉末,在QCr0.5铜合金棒表面制得热喷涂预置层;将预置有热喷涂预置层的QCr0.5铜合金棒放入真空高频感应熔焊炉中进行表面重熔处理,依次从QCr0.5铜合金棒的一端移动至另一端,之后冷却;再经固溶和时效处理,制得高性能铜合金复合整体触头材料。本发明提供的高性能铜合金复合整体触头材料具有高的高温强度、
一种高性能铜铬触头材料及其制备方法.pdf
本发明涉及一种高性能铜铬触头材料及其制备方法。该铜铬触头材料是由以下重量百分比:Cr含量10-50%,Cu余量组成。其制备方法包括原材料选择—混粉—冷等静压—真空包套—加热—热挤压。本发明采用特殊的包套加热挤压工艺,大大降低冷压时大规格触头及高Cr含量对压机、模具的特殊要求,可以在现有常规设备上进行批量化生产,并且高温挤压可使粉末在固相下尽可能的致密化,减少甚至杜绝组织中的气孔存在。本发明生产的铜铬触头材料用于中高压真空断路器中,由于本工艺制备的出头材料有高的致密度和组织均匀的优点,因此有利于改善现有工艺
一种高性能复合材料磨头及其制备方法.pdf
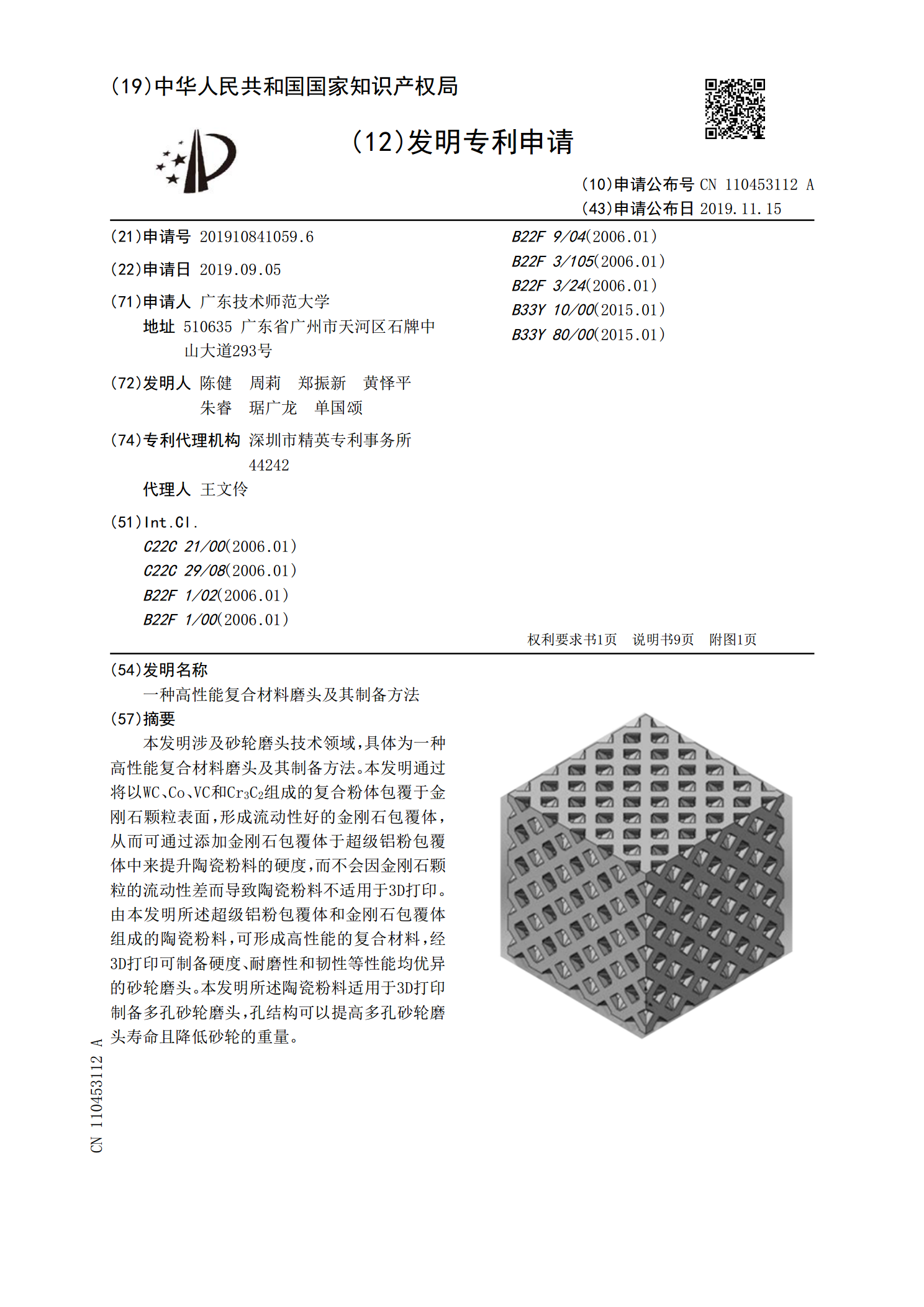
本发明涉及砂轮磨头技术领域,具体为一种高性能复合材料磨头及其制备方法。本发明通过将以WC、Co、VC和Cr
一种交流接触器用铜合金触头材料及其制备方法.pdf
本发明涉及一种交流接触器用铜合金触头材料及其制备方法,触头材料以铜Cu为基体,以金属钼Mo为骨架材料、以碳酸钠为灭弧材料,此外还有银Ag和镧La,其组成配方用重量百分数表示为:钼Mo1%-20%;碳酸钠0.5%-10%;银Ag2.5%-5%;镧La0.01%-0.5%和余量为铜,方法为:将镧粉与铜粉均匀混合,再把碳酸钠粉置于干燥箱中烘烤后干燥保存;将镧/铜合金复合体、钼粉、银粉和碳酸钠粉末按比例,采用干混法混合;将混合均匀的粉末压制成等静压锭坯;将锭坯在有保护气氛高温炉中烧结;将烧结出的锭坯压成板材或线材
一种交流接触器用铜合金触头材料及其制备方法.pdf
一种交流接触器用铜合金触头材料,配方用重量百分数表示为:钨5~20%;镍5~10%;银2.5~5%;镧0.01~0.5%;氧化钙0.5~5%;氧化锡0.5~5%;余量为铜;其制备方法如下:1、将镍粉和银粉用混合机均匀地混合后,熔配成合金,然后采取雾化沉积的方法制成镍/银合金粉;2、将镧粉与铜粉用混合机均匀地混合在一起后,熔配成合金,然后采用雾化沉积的方法制备成镧/铜合金粉;3、将镍/银合金粉、镧/铜合金粉、钨粉、氧化锡粉末、氧化钙粉末用混合机均匀地混合;4、混合均匀的粉末用冷等静压机压制成等静压锭坯;5、