
一种大型磨机空心球的消失模铸造工艺.pdf

论文****酱吖

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型磨机空心球的消失模铸造工艺.pdf
本发明公开了一种磨机空心球消失模铸造工艺,其步骤为:(1)设计磨机空心球各分块模片;2)制作各分块模片;3)组装模片;4)造型;5)浇注:砂箱四周用耐火泥封堵,防止漏气,真空度大于0.65MPA3;采用漏包浇注了,出炉温度1620℃,浇注温度1560℃。本发明磨机空心球消失模铸造工艺通过分片制模和采干砂负压消失模铸造工艺,有效地解决了空心磨球壁厚不均匀和生产中的环保问题,同时实现了在小工作台上生产大型磨机空心球。

大型轮毂消失模铸造工艺.pdf
本发明公开一种大型轮毂消失模铸造工艺,包括以下步骤:预发泡珠粒、白模成型、白模烘干、白模粘接、白模浸涂、涂料烘干、白模造型、熔炼、浇注;采用本发明的消失模工艺,铸造的大轮毂结构强度高,不易变形,成品率高,具有良好的经济效益。
大型薄壁阀体消失模铸造工艺.pdf
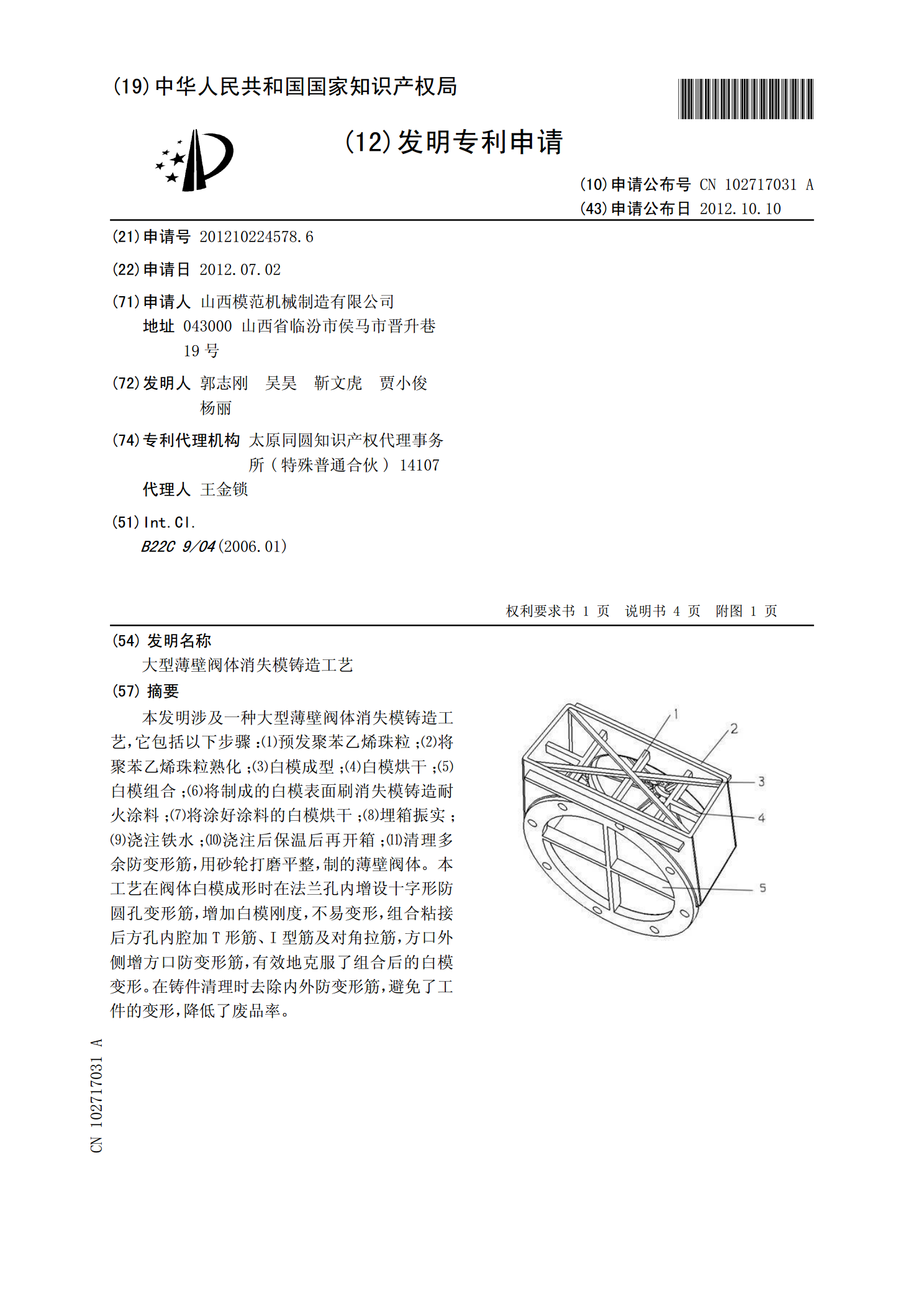
本发明涉及一种大型薄壁阀体消失模铸造工艺,它包括以下步骤:⑴预发聚苯乙烯珠粒;⑵将聚苯乙烯珠粒熟化;⑶白模成型;⑷白模烘干;⑸白模组合;⑹将制成的白模表面刷消失模铸造耐火涂料;⑺将涂好涂料的白模烘干;⑻埋箱振实;⑼浇注铁水;⑽浇注后保温后再开箱;⑾清理多余防变形筋,用砂轮打磨平整,制的薄壁阀体。本工艺在阀体白模成形时在法兰孔内增设十字形防圆孔变形筋,增加白模刚度,不易变形,组合粘接后方孔内腔加T形筋、I型筋及对角拉筋,方口外侧增方口防变形筋,有效地克服了组合后的白模变形。在铸件清理时去除内外防变形筋,避免

基于ProCAST消失模铸造磨球的工艺优化.docx
基于ProCAST消失模铸造磨球的工艺优化摘要:本篇论文探讨了ProCAST消失模铸造磨球的工艺优化。通过使用ProCAST软件进行模拟,可以有效地优化磨球的铸造工艺,提高生产效率和降低生产成本。论文首先介绍了磨球的应用背景和铸造方法,然后详细阐述了ProCAST软件的原理和使用方法,并通过一系列模拟实验,分析了各种铸造参数对磨球铸造质量的影响。最后,在ProCAST软件的指导下,本文进一步优化了磨球的铸造工艺,并得出了一系列结论和建议,为磨球制造企业提供了有益的参考。关键词:ProCAST;消失模铸造;

一种消失模铸造工艺.pdf
本发明涉及一种消失模铸造工艺,包括固定板、驱动机构、旋转机构、放料机构、储砂箱体、摆动机构和挡板,固定板的数量为两个,其中一所述固定板的侧壁安装有驱动机构,另一所述固定板的侧壁安装有旋转机构,旋转机构的一端与驱动机构相连,旋转机构的另一端连接有放料机构,放料机构的正上方设置有储砂箱体,储砂箱体通过摆动机构与驱动机构相连,储砂箱体的底部安装有挡板,驱动电机通过电机固定架安装在固定板的一侧,驱动电机的输出轴端安装有主动轮,转盘通过安装架安装在固定板的侧壁,转盘的一侧中心位置焊接有从动轮,本发明,可以实现硅砂的