
大型轮毂消失模铸造工艺.pdf

依波****bc


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大型轮毂消失模铸造工艺.pdf
本发明公开一种大型轮毂消失模铸造工艺,包括以下步骤:预发泡珠粒、白模成型、白模烘干、白模粘接、白模浸涂、涂料烘干、白模造型、熔炼、浇注;采用本发明的消失模工艺,铸造的大轮毂结构强度高,不易变形,成品率高,具有良好的经济效益。
大型薄壁阀体消失模铸造工艺.pdf
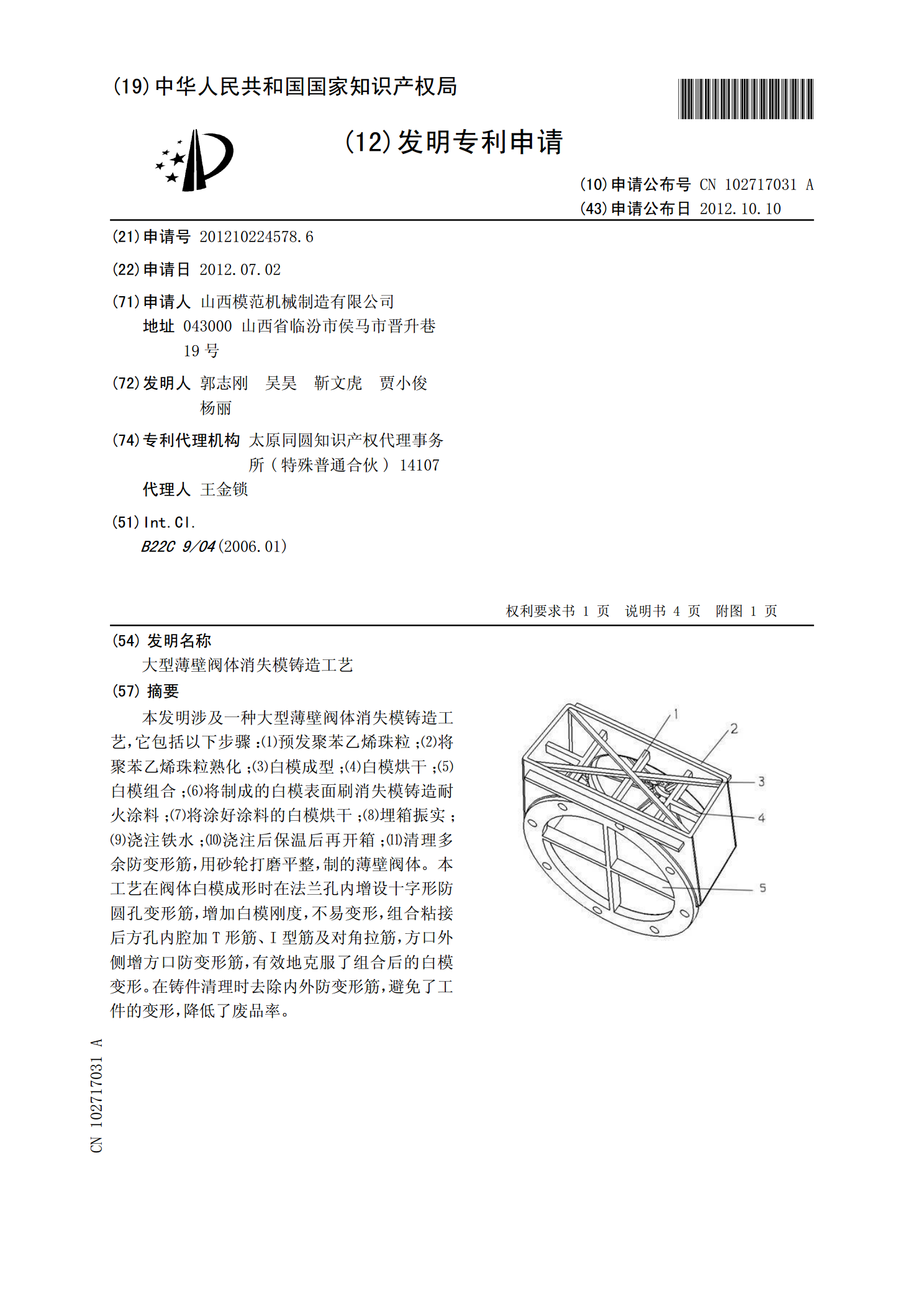
本发明涉及一种大型薄壁阀体消失模铸造工艺,它包括以下步骤:⑴预发聚苯乙烯珠粒;⑵将聚苯乙烯珠粒熟化;⑶白模成型;⑷白模烘干;⑸白模组合;⑹将制成的白模表面刷消失模铸造耐火涂料;⑺将涂好涂料的白模烘干;⑻埋箱振实;⑼浇注铁水;⑽浇注后保温后再开箱;⑾清理多余防变形筋,用砂轮打磨平整,制的薄壁阀体。本工艺在阀体白模成形时在法兰孔内增设十字形防圆孔变形筋,增加白模刚度,不易变形,组合粘接后方孔内腔加T形筋、I型筋及对角拉筋,方口外侧增方口防变形筋,有效地克服了组合后的白模变形。在铸件清理时去除内外防变形筋,避免

大型风电轮毂铸造工艺设计.docx
大型风电轮毂铸造工艺设计标题:大型风电轮毂铸造工艺设计摘要:风电轮毂作为风力发电机组的核心组件之一,其重要性不言而喻。本论文旨在设计一种适用于大型风电轮毂的铸造工艺,以提高生产效率、降低生产成本、改善产品质量。首先,通过对风电轮毂的结构特点、材料需求和现有铸造工艺的分析对比,确定以砂型铸造为基础的铸造工艺为设计方案。然后,详细介绍了大型风电轮毂铸造工艺的各个环节,包括模具设计、砂型制备、涂料选择、浇铸操作等。最后,通过实际生产案例的验证,证明所设计的铸造工艺方案在大型风电轮毂生产中的可行性和优越性。一、引

大型中空箱体铸件的消失模铸造工艺研究.docx
大型中空箱体铸件的消失模铸造工艺研究一、简介随着机械工业的发展,大型中空箱体铸件被广泛应用在汽车、船舶等领域。然而,传统的砂型铸造方法受到了一些技术和经济限制,不能满足大规模生产的需要。因此,消失模铸造技术应运而生,成为一种新型的铸造工艺。消失模铸造是利用可燃模材作为型腔的铸造工艺,其特点是精度高、表面光洁度好、耗材低、无需二次加工等。本文将对大型中空箱体铸件的消失模铸造工艺进行深入研究。二、工艺流程(1)模具制作消失模铸造的模具通常采用聚苯乙烯泡沫、聚氨酯泡沫、蜡模等可燃模材,这些材料具有易于制作、成本

消失模铸造工艺.doc
采取用自硬砂预充填浸过涂料并烘干后的EPS产品泡沫模型之难于振实局部结构与单一干砂分层充填并负压紧实相结合的造型方法,辅之以顶浇顶补顺序凝固的合金液浇注成形工艺取代砂型的底浇顶补均衡凝固,实现了ZG230—450货运列车转向架之承载鞍消失模铸件的样品制作、小批量中试和大批量生产装机应用。在此基础上,探索了每箱14只产品的成形新工艺,取得了良好的效果。与同种产品普通砂型铸件相比,每件承载鞍重量从35.KG减到现在的31.KG,单只组合浇冒口也由原来的14.KG减少到9.KG。3消失模铸造工艺生产方案3.13