
镍铁电炉炉门用石墨芯.pdf

念珊****写意

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

镍铁电炉炉门用石墨芯.pdf
一种镍铁电炉炉门用石墨芯,由以下重量份的原料制备而成:针状石油焦55-65份,沥青焦6-8份,氧化铁粉0.5份,中温煤沥青26-30份。本发明结构致密,表面光滑,不粘渣铁,强度高,导热系数高达200w/m.k,具有优良的热传导性,抗急冷急热效果良好,用在镍铁电炉炉门的中心出铁水部位,减轻了由于热应力对炉门砖的破坏,延长了炉门砖的使用寿命,且施工更换方便,该炉门石墨芯的应用,提高了镍铁电炉的整体使用寿命。
一种镍铁电炉用冷却装置.pdf
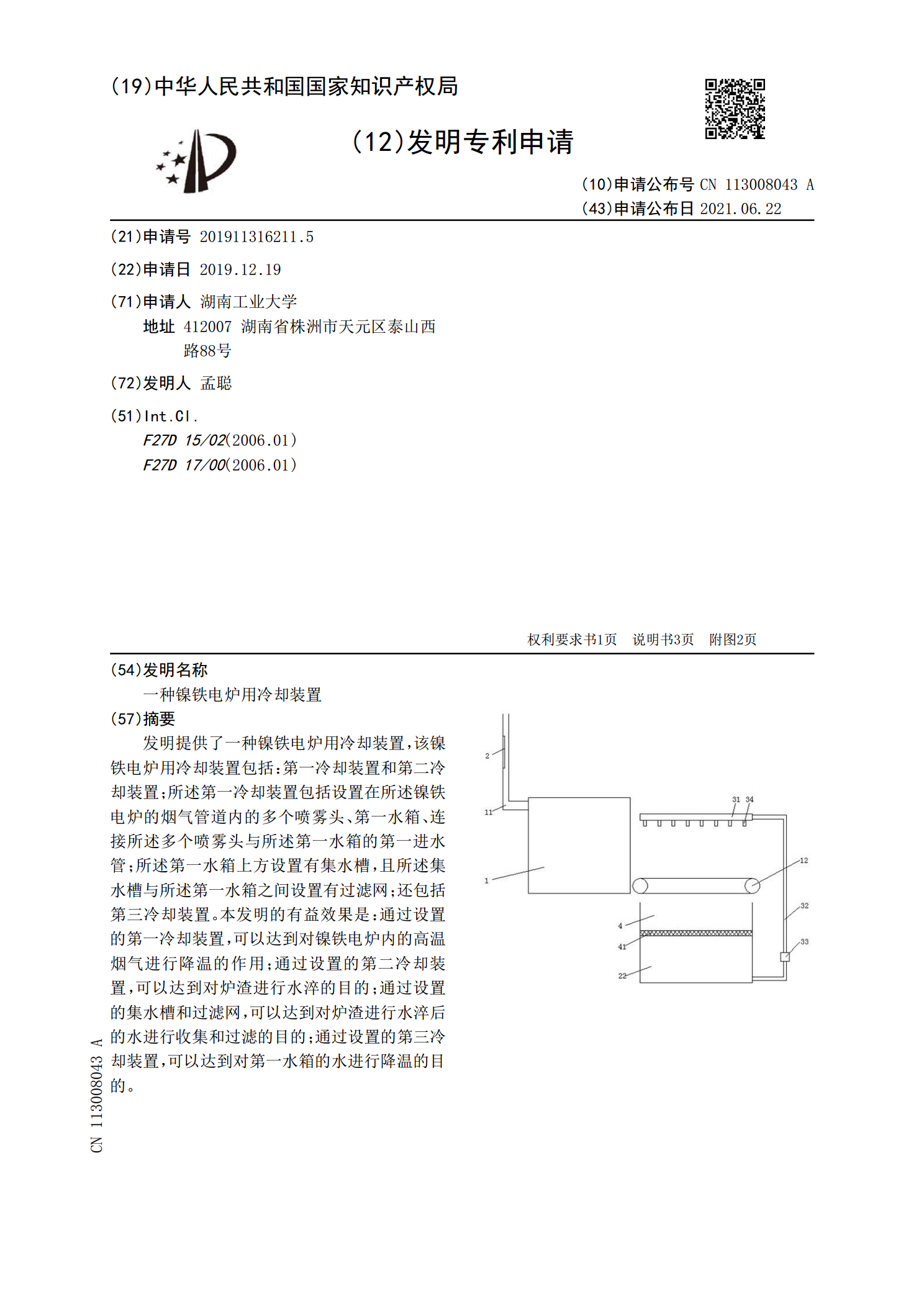
发明提供了一种镍铁电炉用冷却装置,该镍铁电炉用冷却装置包括:第一冷却装置和第二冷却装置;所述第一冷却装置包括设置在所述镍铁电炉的烟气管道内的多个喷雾头、第一水箱、连接所述多个喷雾头与所述第一水箱的第一进水管;所述第一水箱上方设置有集水槽,且所述集水槽与所述第一水箱之间设置有过滤网;还包括第三冷却装置。本发明的有益效果是:通过设置的第一冷却装置,可以达到对镍铁电炉内的高温烟气进行降温的作用;通过设置的第二冷却装置,可以达到对炉渣进行水淬的目的;通过设置的集水槽和过滤网,可以达到对炉渣进行水淬后的水进行收集和
一种镍铁电炉用炭复合炉衬结构.pdf
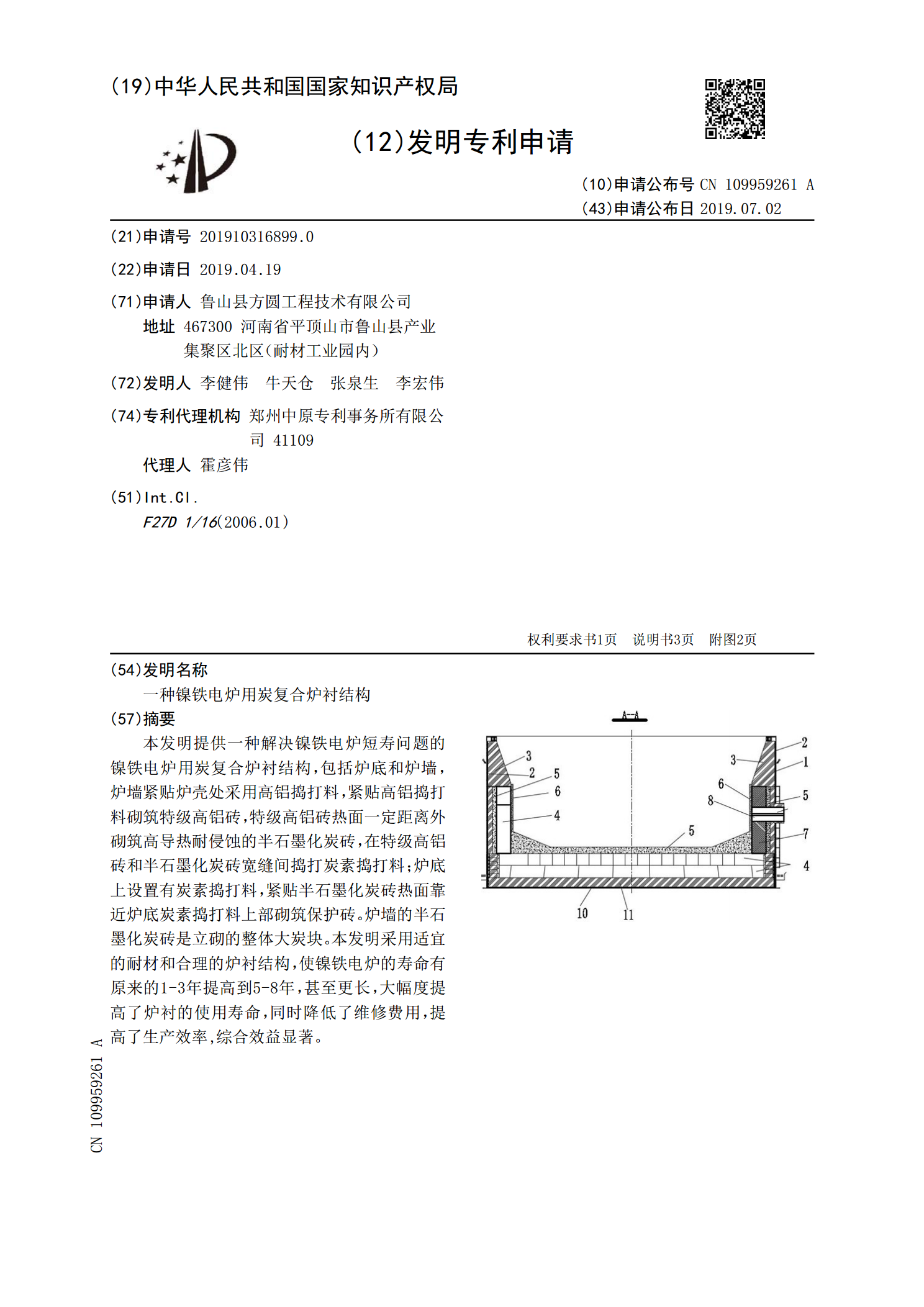
本发明提供一种解决镍铁电炉短寿问题的镍铁电炉用炭复合炉衬结构,包括炉底和炉墙,炉墙紧贴炉壳处采用高铝捣打料,紧贴高铝捣打料砌筑特级高铝砖,特级高铝砖热面一定距离外砌筑高导热耐侵蚀的半石墨化炭砖,在特级高铝砖和半石墨化炭砖宽缝间捣打炭素捣打料;炉底上设置有炭素捣打料,紧贴半石墨化炭砖热面靠近炉底炭素捣打料上部砌筑保护砖。炉墙的半石墨化炭砖是立砌的整体大炭块。本发明采用适宜的耐材和合理的炉衬结构,使镍铁电炉的寿命有原来的1‑3年提高到5‑8年,甚至更长,大幅度提高了炉衬的使用寿命,同时降低了维修费用,提高了生

镍铁电炉电极系统安装技术.docx
镍铁电炉电极系统安装技术摘要:随着我国经济的发展和人民水平的提高不锈钢生产消费快速增长铬镍系不锈钢是主要不锈钢品种随之对镍金属的需求量急剧上升镍铁冶炼行业也迅速发展本文以缅甸达贡山镍矿项目72000KVA镍铁电炉电极系统为例对镍铁电炉电极系统的安装进行详细论述介绍镍铁电炉电极系统安装方法及过程中的质量控制。关键词:镍铁电炉、电极系统、绝缘阻值、电极壳中图分类号:O646.54文献标识码:A文章编号:镍铁电炉是为红土型镍矿冶炼镍铁设计用于将回
镍铁电炉用高导热耐侵蚀炭块及其制备方法.pdf
本发明提供一种镍铁电炉用高导热耐侵蚀炭块及其制备方法,一种镍铁电炉用高导热耐侵蚀炭块,包括以下原料,电煅烧无烟煤4‑2mm:7份‑11份,石墨碎4‑2mm:7份‑12份,电煅烧无烟煤2‑1mm:13份‑17份,石墨碎2‑1mm:17份‑21份,石墨碎1‑0mm:8份‑12份,电煅烧无烟煤≤0.076mm:23份‑27份,石墨粉≤0.076mm:8份‑12份,金属硅≤0.076mm:3份‑5份,中温沥青:18份‑19份;电煅烧无烟煤为无烟煤经2300℃‑2500℃电煅烧炉高温煅烧处理而成。本发明制备的炭块既