
镁基复合材料分体预热一次浸渗挤压成形装置及方法.pdf

新月****姐a


1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
镁基复合材料分体预热一次浸渗挤压成形装置及方法.pdf
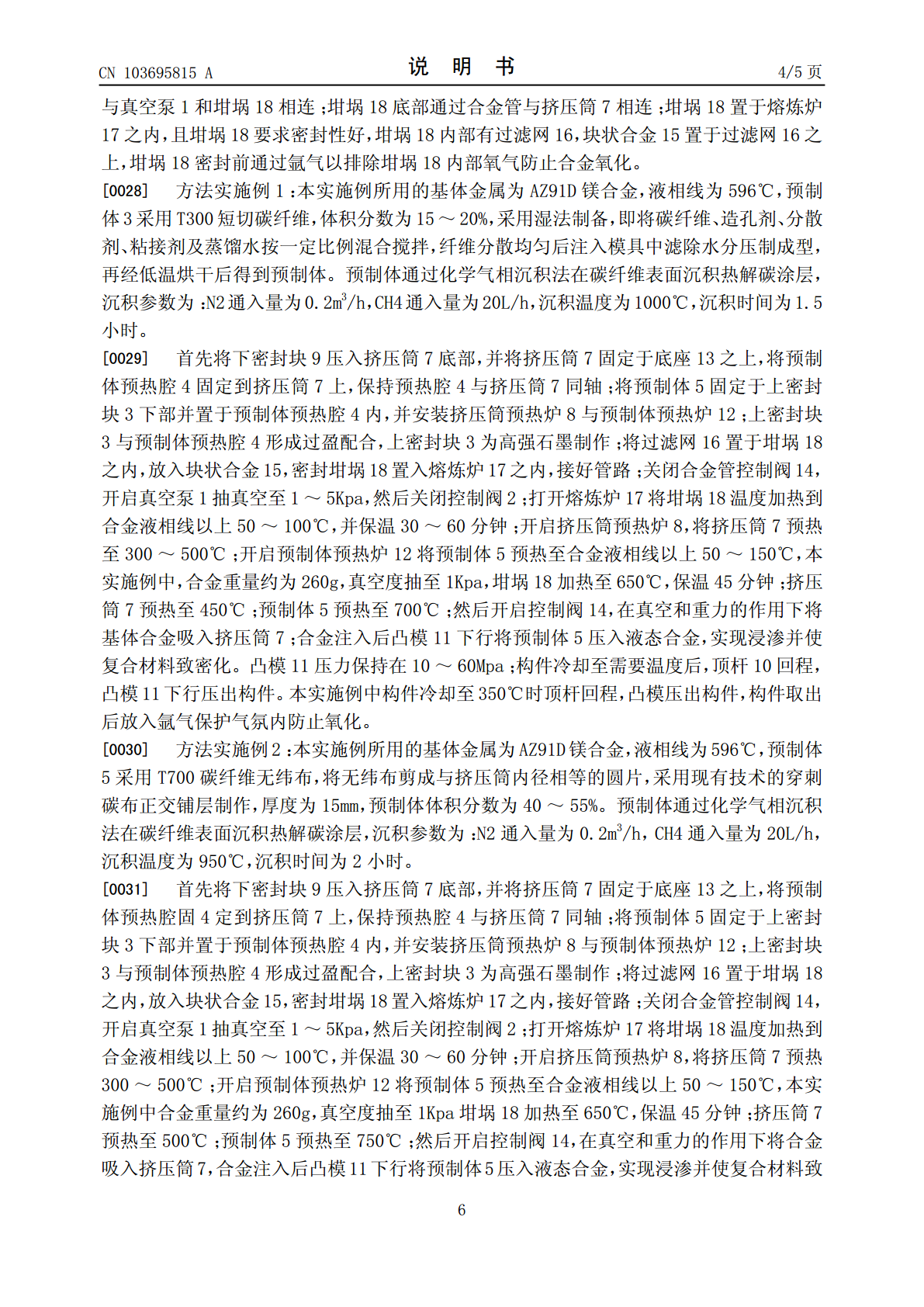
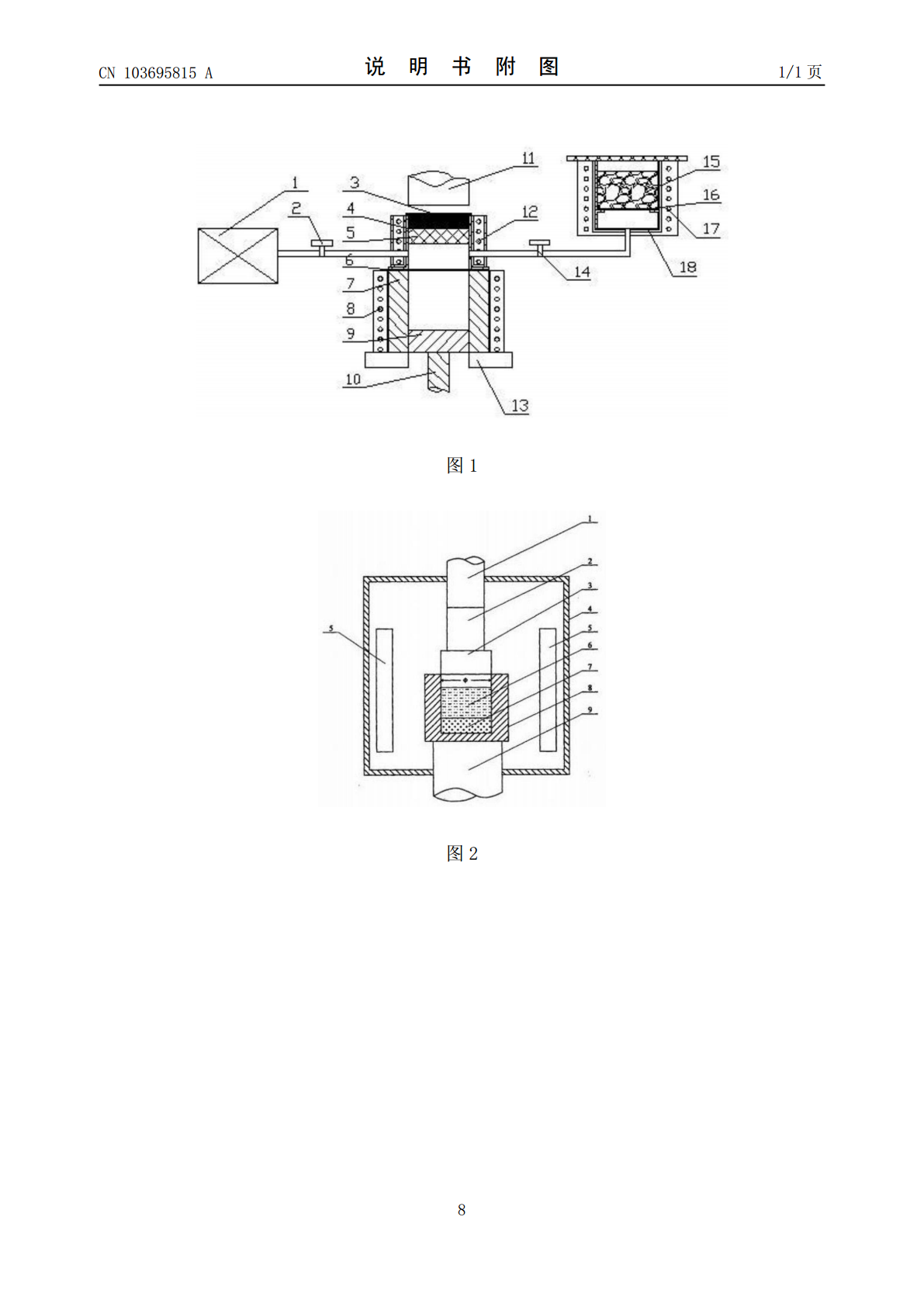
本发明公开了一种镁基复合材料分体预热一次浸渗挤压成形装置及方法,用于解决现有真空压力浸渗装置制备的金属基复合材料性能差的技术问题。技术方案是包括预制体预热腔、挤压筒、挤压筒预热炉、预制体预热炉和底座;挤压筒固定在底座上,同时置于挤压筒预热炉之内;预制体预热腔固定于挤压筒之上,同时置于预制体预热炉内,预制体预热腔与挤压筒内径相等且同轴。本发明将模具与预制体分开预热,可以提高预制体预热温度,同时降低模具的预热温度,提高了模具的经济性和安全性;由于在坩埚内安装了过滤网,防止碳纤维和镁合金的氧化,降低了杂质含量,
真空浸渗-固液直接挤压制备铝基复合材料的装置及方法.pdf
一种真空浸渗-固液直接挤压制备铝基复合材料的装置及方法。熔炼坩埚安放在底部垫盘的上表面,底部垫盘和模具外套放置在模具支架的上表面。顶块置于熔炼坩埚内腔底部。顶杆的上端面与顶块配合,顶杆的下端面与四柱液压机顶出缸的活塞杆相接触。本发明将制备高性能铝基复合材料的所需的铝合金真空熔炼、浸渗、挤压、成形四种工艺,通过真空炉、电阻炉和四柱液压机、挤压浸渗模具完成,减少了复合材料的缩孔、缩松和空洞缺陷,增加了致密度,提高了铝基复合材料性能,并根据凸凹模的配合近净成形不同外形尺寸的铝基复合材料件。本发明通过顶出结构实现
一种铝基复合材料压力浸渗制备装置及制备方法.pdf
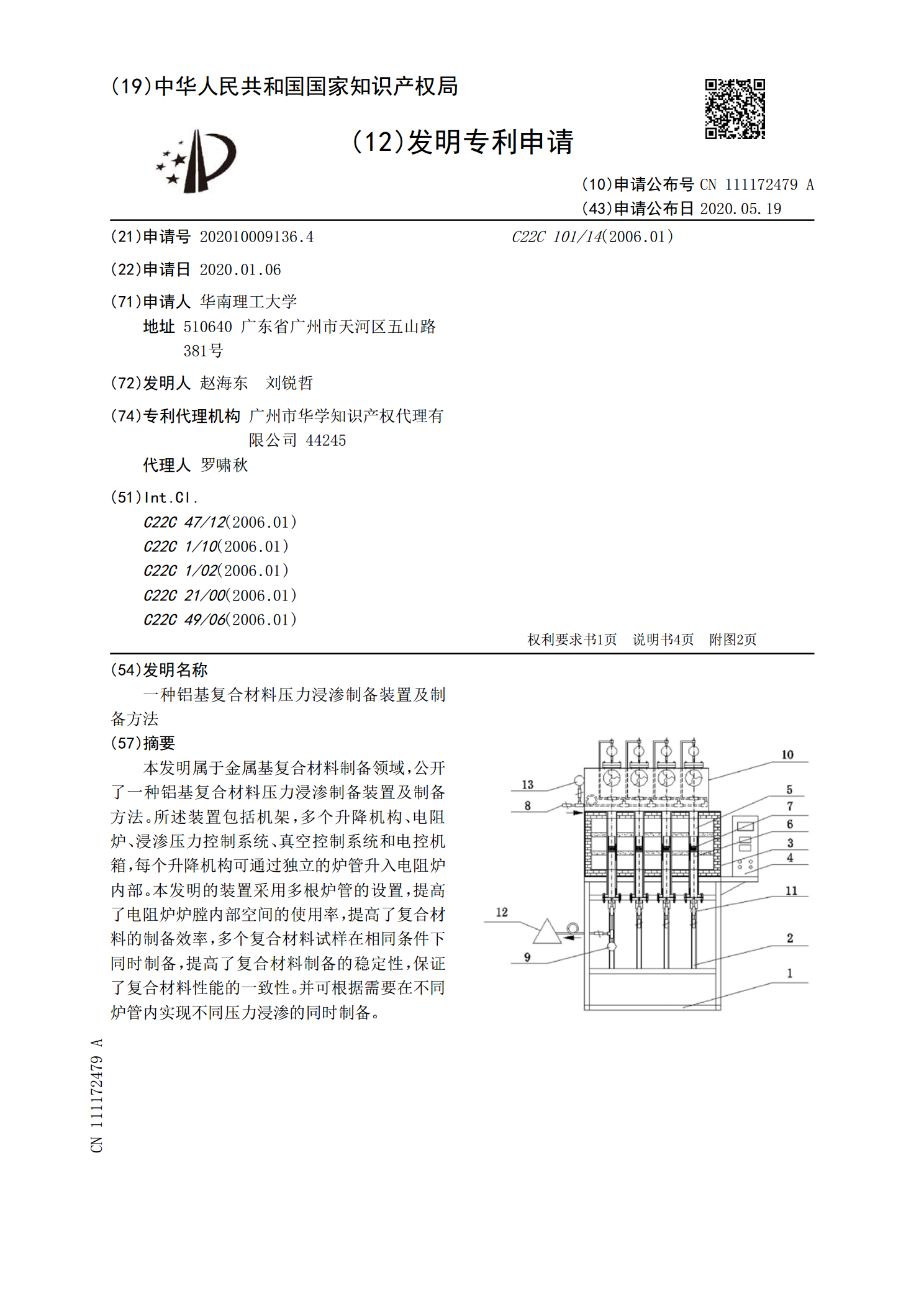
本发明属于金属基复合材料制备领域,公开了一种铝基复合材料压力浸渗制备装置及制备方法。所述装置包括机架,多个升降机构、电阻炉、浸渗压力控制系统、真空控制系统和电控机箱,每个升降机构可通过独立的炉管升入电阻炉内部。本发明的装置采用多根炉管的设置,提高了电阻炉炉膛内部空间的使用率,提高了复合材料的制备效率,多个复合材料试样在相同条件下同时制备,提高了复合材料制备的稳定性,保证了复合材料性能的一致性。并可根据需要在不同炉管内实现不同压力浸渗的同时制备。

真空压力浸渗短切碳纤维增强镁基复合材料工艺参数研究.pptx
真空压力浸渗短切碳纤维增强镁基复合材料工艺参数研究目录研究背景镁基复合材料的优势短切碳纤维增强镁基复合材料的特性真空压力浸渗法的应用实验材料与方法材料选择与制备实验设备与工具实验方法与步骤实验结果与分析浸渗效果分析复合材料性能测试工艺参数对性能的影响工艺参数优化优化目标与原则参数调整与实验验证优化结果与讨论结论与展望研究结论研究不足与展望THANKYOU

液态浸渗挤压复合材料过程的有限元模拟.doc
液态浸渗挤压复合材料过程的有限元模拟液态浸渗挤压是近年来发展起来的一种复合材料成形新工艺,其工艺实质是使液态基体金属在压力下渗入纤维预制体中,发生压力下结晶凝固,并在固-液态或刚凝固态经受大的挤压塑性变形,一次成形出金属基复合材料的型材类制件。本文首次采用刚塑性有限元法对液态浸渗挤压金属基复合材料的成形过程进行了数值模拟,得到了整个过程的温度场、应力应变场以及变形力。本文采用相似性解法对浸渗过程进行了数值模拟,揭示了浸渗压力和体积分数对温度场的影响规律。对挤压过程温度场进行模拟时,在空间域上采用有限元法,