
一种解决热轧高碳合金钢边部线状缺陷的方法.pdf

斌斌****公主


1/10

2/10
3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种解决热轧高碳合金钢边部线状缺陷的方法.pdf
本发明涉及一种解决热轧高碳合金钢边部线状缺陷的方法,属于轧钢技术领域;本发明方法,包括如下步骤:将连铸板坯入炉,进行加热,所述入炉温度≥400℃;控制所述板坯减宽量为50‑200mm,并轧制获得中间坯,所述轧制包括粗轧和精轧,所述粗轧时,控制所述中间坯厚度为32‑46mm,所述精轧时,控制所述中间坯边部入口温度≥940℃;本发明可以在不增加生产工序及成本的基础上,通过优化加热及轧制工艺,达到消除高碳合金钢边部线状缺陷的技术目的,本发明方法经济有效,简单易操作。
一种减少热轧中高碳合金钢边部线状缺陷的控制方法.pdf
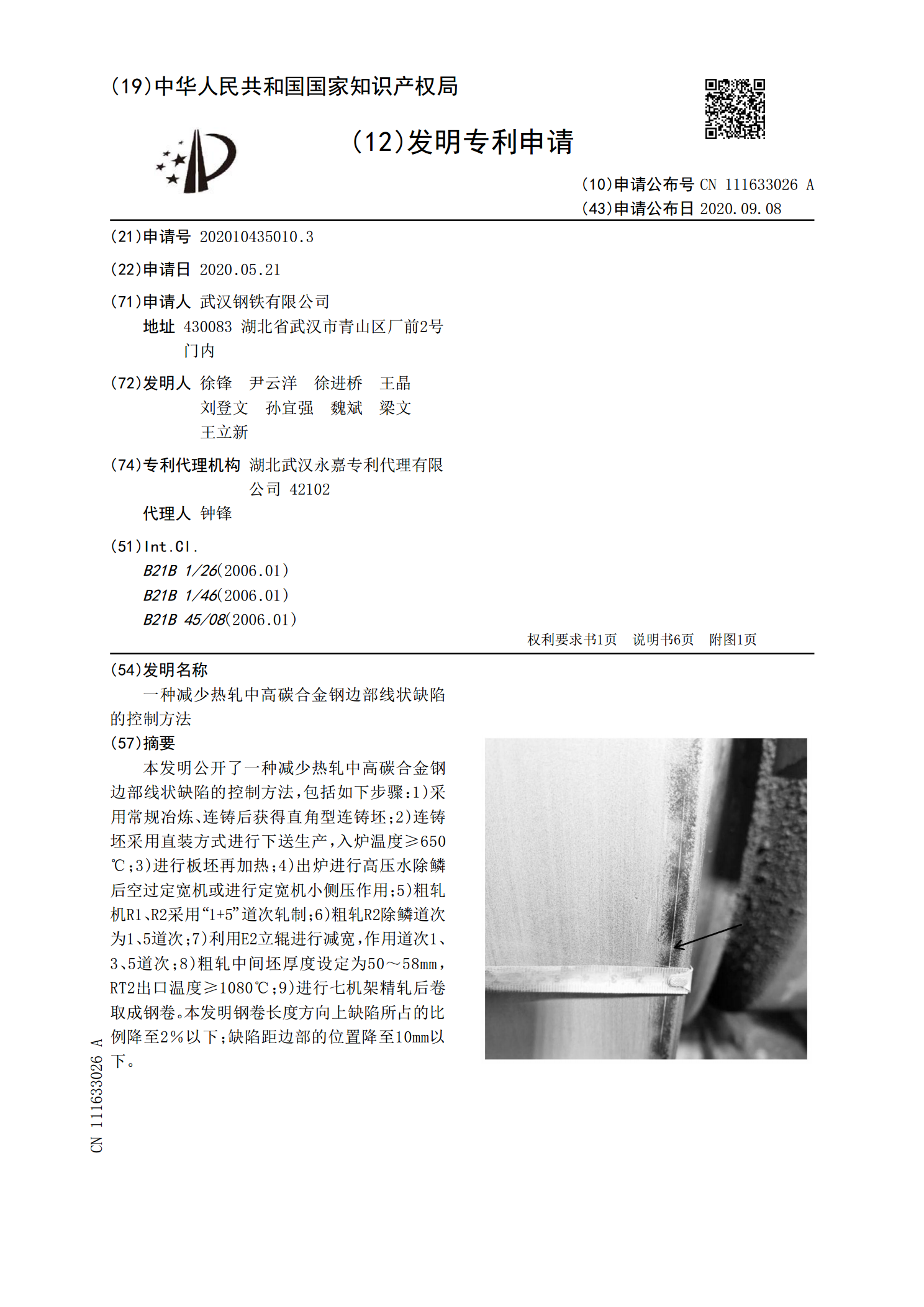
本发明公开了一种减少热轧中高碳合金钢边部线状缺陷的控制方法,包括如下步骤:1)采用常规冶炼、连铸后获得直角型连铸坯;2)连铸坯采用直装方式进行下送生产,入炉温度≥650℃;3)进行板坯再加热;4)出炉进行高压水除鳞后空过定宽机或进行定宽机小侧压作用;5)粗轧机R1、R2采用“1+5”道次轧制;6)粗轧R2除鳞道次为1、5道次;7)利用E2立辊进行减宽,作用道次1、3、5道次;8)粗轧中间坯厚度设定为50~58mm,RT2出口温度≥1080℃;9)进行七机架精轧后卷取成钢卷。本发明钢卷长度方向上缺陷所占的比
热轧低碳钢边部线状缺陷的消除方法.pdf
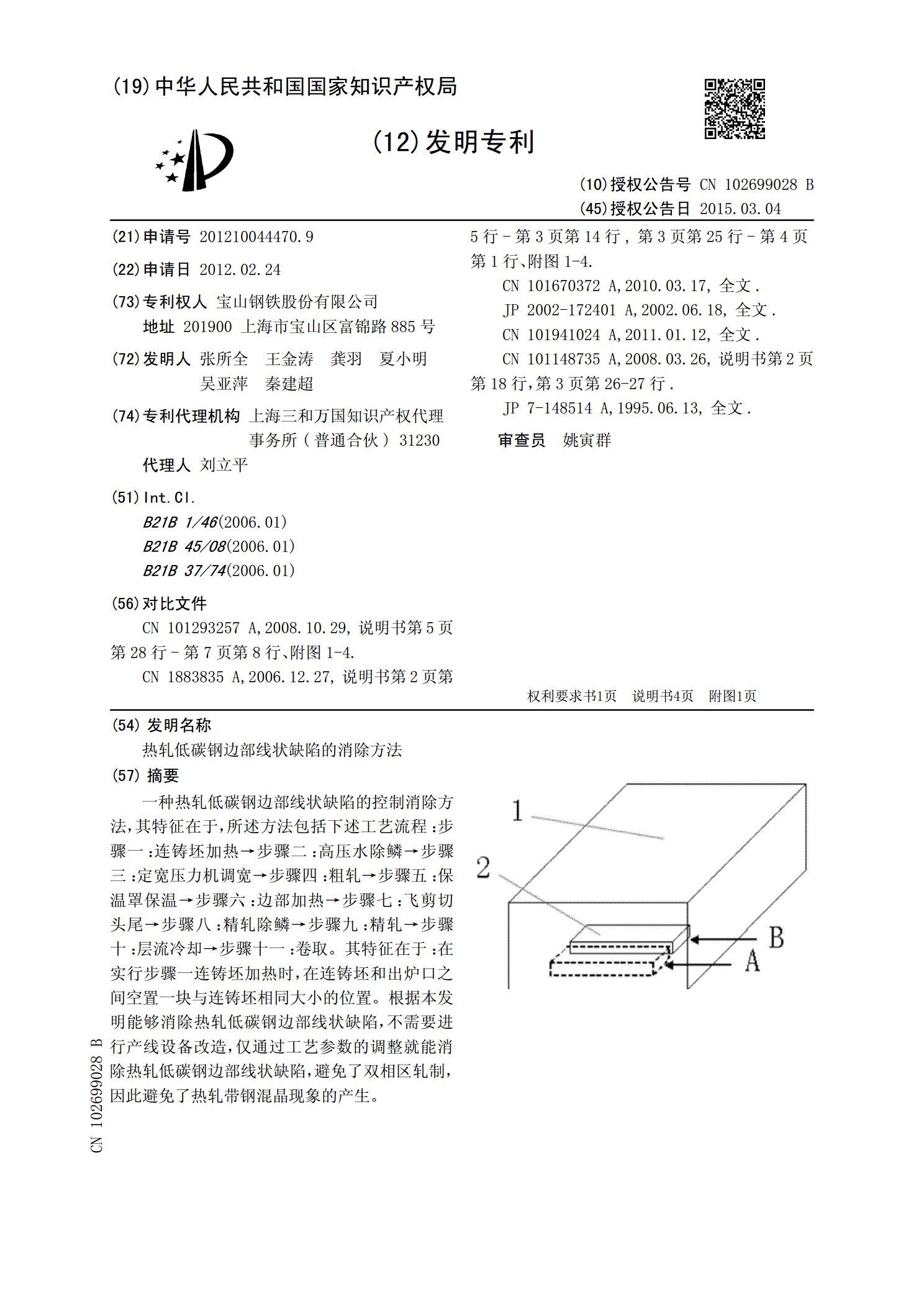
一种热轧低碳钢边部线状缺陷的控制消除方法,其特征在于,所述方法包括下述工艺流程:步骤一:连铸坯加热→步骤二:高压水除鳞→步骤三:定宽压力机调宽→步骤四:粗轧→步骤五:保温罩保温→步骤六:边部加热→步骤七:飞剪切头尾→步骤八:精轧除鳞→步骤九:精轧→步骤十:层流冷却→步骤十一:卷取。其特征在于:在实行步骤一连铸坯加热时,在连铸坯和出炉口之间空置一块与连铸坯相同大小的位置。根据本发明能够消除热轧低碳钢边部线状缺陷,不需要进行产线设备改造,仅通过工艺参数的调整就能消除热轧低碳钢边部线状缺陷,避免了双相区轧制,因
一种低碳铝镇静钢热轧卷边部线状缺陷的控制方法.pdf
本发明涉及一种低碳铝镇静钢热轧卷边部线状缺陷的控制方法,属于钢铁冶金技术领域,包括如下步骤:步骤S1、对铁水进行吹炼,至所述铁水在吹炼终点的组分与温度满足预设值后出钢,得到出钢钢水;步骤S2、将所述出钢钢水吊运至精炼炉,进行精炼,根据进站钢样结果粗调成分,铝、氮含量比值≥6,锰、硫含量比值≥30;得到钢水;步骤S3、将钢水输送至连铸机进行浇铸,得到板坯;步骤S4、对浇铸出的板坯进行轧制,得到合格热轧钢卷。本发明仅从冶炼角度着手,即通过调整钢中特定元素的化学成分,达到提高钢的高温塑性、减少热轧卷边部线状缺陷

一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法.pdf
本发明涉及一种改善无取向硅钢热轧卷边部线状翘皮缺陷的方法,包括:1)板坯进入粗轧前控制定宽压力机的侧压量;2)粗轧过程中,当无取向硅钢边部的线状翘皮缺陷超过标准规定时,采取“1+5”道次生产,同时控制加热炉出钢间隔时间;3)当定宽压力机的实际侧压量大于设定侧压量时,增加R1E立辊和R2E立辊的侧压量,R1E立辊负荷降低至粗轧开始时的50%~70%;4)粗轧R1轧机轧制过程不浇除鳞水。本发明通过改进热轧轧制工艺,快速有效的改善热轧无取向硅钢的边部线状翘皮缺陷,降低线状翘皮缺陷发生率,减少废品。