
一种单机架炉卷轧机热轧卷轧钢板板形控制方法.pdf

书生****ma

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种单机架炉卷轧机热轧卷轧钢板板形控制方法.pdf
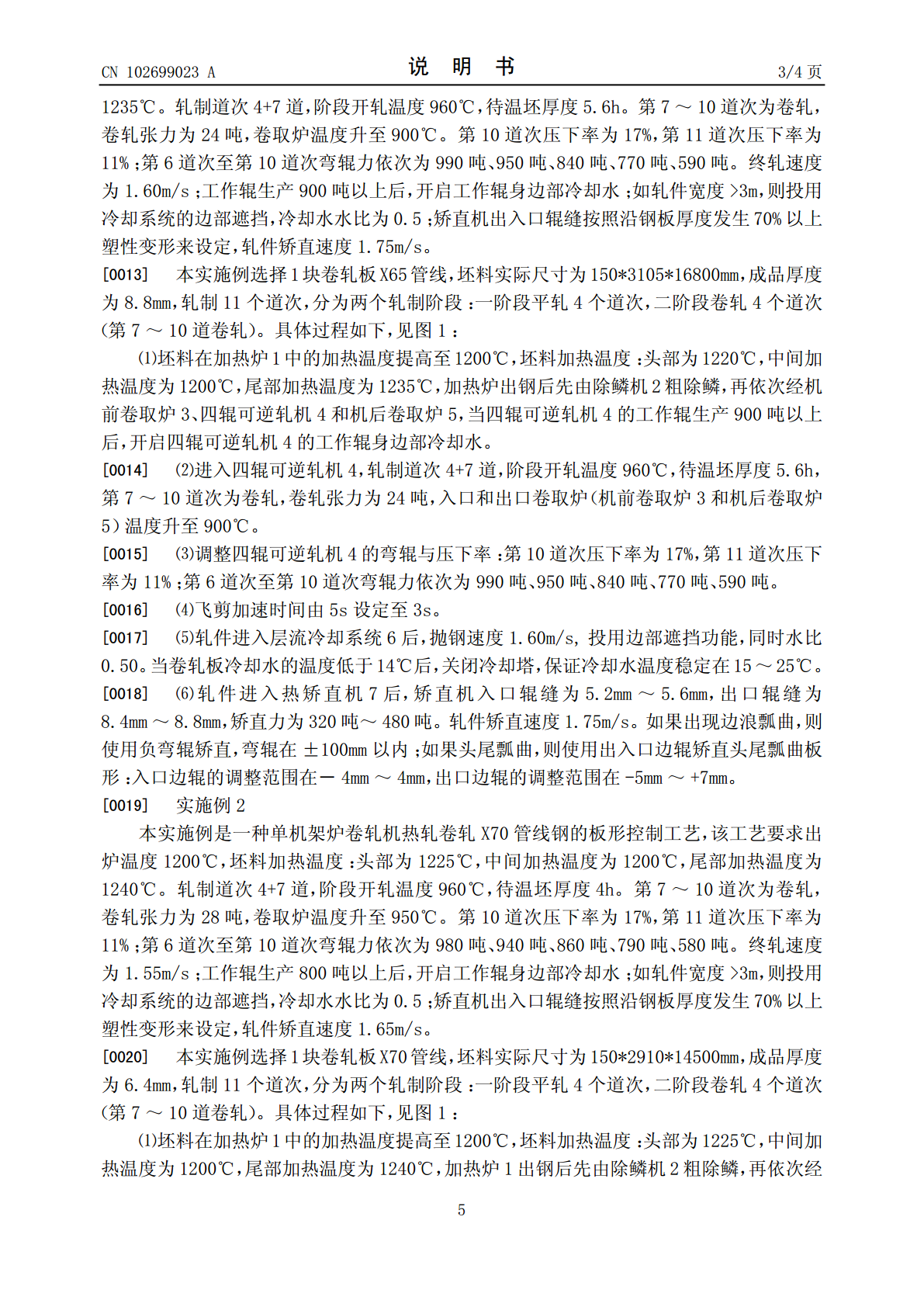
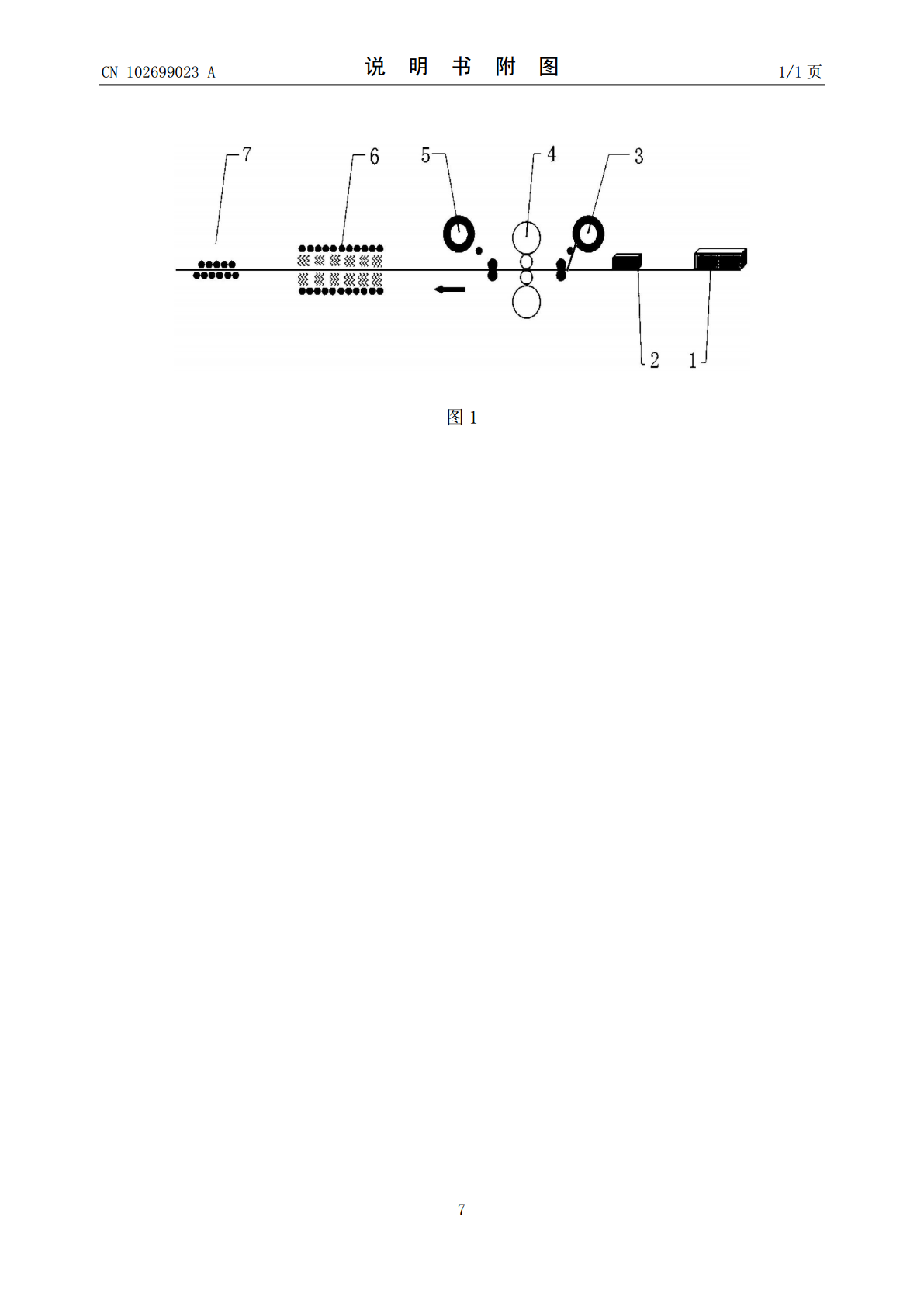
本发明属于轧钢领域,是一种单机架炉卷轧机热轧卷轧钢板板形控制方法,通过调整加热制度、优化卷取炉温度设定、调整卷取炉卷轧张力、优化压下制度、轧机与矫直机弯辊力使用、工作辊辊凸度、提高与维持薄规格卷轧板冷却用水的温度、投用层流冷却系统边部遮挡功能、综合调整热矫直机边辊与弯辊矫直工艺等,实现单机架炉卷轧机热轧卷轧钢板的板形制技术。本发明用厚度为150mm~220mm的长坯料,轧制厚度≤12mm的钢板时,综合控制卷轧钢板的板形,同时还可优化卷轧板力学性能。

一种单机架炉卷轧机薄规格钢板的平轧方法.pdf
本发明公开了一种单机架炉卷轧机薄规格钢板的平轧方法,包括以下步骤:坯料长度:6600mm~7200mm,坯料加热温度1160℃~1200℃;轧制工艺为:一阶段轧制道次变形量≥15%;二阶段待温厚度:30mm~43mm,二阶段待温温度:970℃~1060℃,二阶段轧制中间道次变形量≥25%;最后轧制道次变形量≥8%;轧制速度为3.3~6.0m/s;终轧温度:730℃~860℃,终轧抛钢速度为1.8~2.0m/s;冷却速率为≤25℃/min,终冷温度450℃~680℃。该方法通过优化坯料长度、加热工艺、轧制工
单机架炉卷轧机热轧平轧高钢级管线钢板形控制工艺.pdf
本发明公开了一种单机架炉卷轧机热轧平轧高钢级管线钢板形控制工艺,该工艺优化二阶段开轧温度与待温坯厚度,合理优化及使用道次压下量,特别是精轧阶段最后3个道次压下率,调节弯辊力、工作辊辊凸度控制、实现终轧速度在线加速、根据板宽增加边部遮挡工艺、优化层流冷却水比、优化矫直机入口与出口辊缝设置及矫直速度等,实现单机架炉卷轧机热轧平轧高钢级管线钢板形的控制。本发明可平轧的坯料长度最长可为13m。在用厚度为150mm的长坯料轧制厚度≤32mm的高强度钢板时,在提高最终产品性能均匀性的同时,综合控制钢板板形。
单机架炉卷轧机薄规格卷轧钢板甩尾控制方法.pdf
本发明公开了一种单机架炉卷轧机薄规格卷轧钢板甩尾控制方法,增加了炉卷轧机薄规格钢板卷轧生产时的推床运行间隙动态调整模块、推床单动控制模块、新的卷取炉逻辑控制模块,同时对钢板头部矩形化控制、生产计划、加热工艺和轧制工艺进行优化,实现炉卷轧机稳定生产3.5‑6mm薄规格卷轧钢板。本发明实现了单机架炉卷轧机轧制薄规格钢板在卷轧过程中甩尾的稳定控制,提高了薄规格卷轧钢板的轧制成功率,降低了因甩尾而造成的废品率及减少了刮框事故的发生几率。
一种基于单机架炉卷轧机生产管线钢的板形控制工艺.pdf
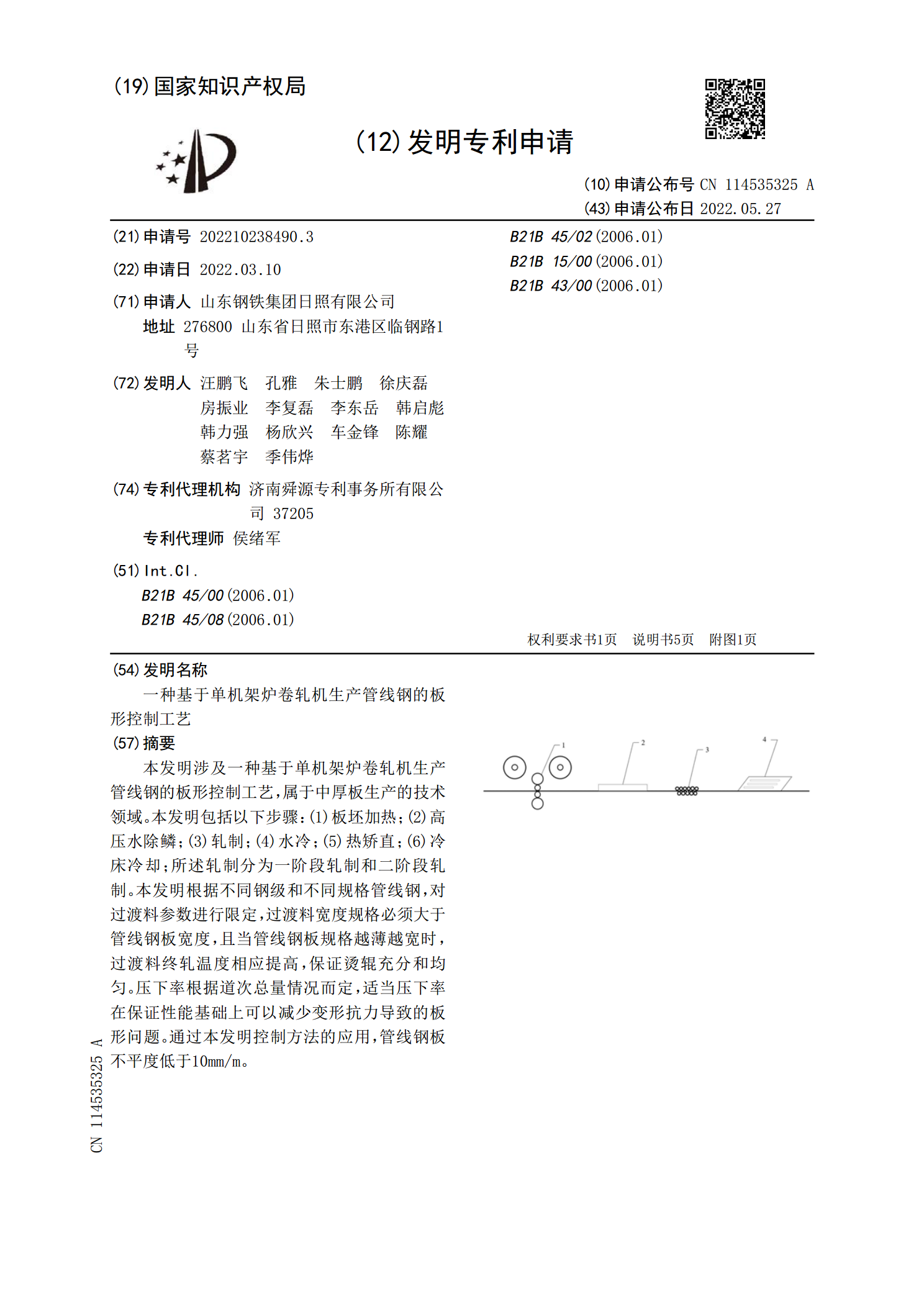
本发明涉及一种基于单机架炉卷轧机生产管线钢的板形控制工艺,属于中厚板生产的技术领域。本发明包括以下步骤:(1)板坯加热;(2)高压水除鳞;(3)轧制;(4)水冷;(5)热矫直;(6)冷床冷却;所述轧制分为一阶段轧制和二阶段轧制。本发明根据不同钢级和不同规格管线钢,对过渡料参数进行限定,过渡料宽度规格必须大于管线钢板宽度,且当管线钢板规格越薄越宽时,过渡料终轧温度相应提高,保证烫辊充分和均匀。压下率根据道次总量情况而定,适当压下率在保证性能基础上可以减少变形抗力导致的板形问题。通过本发明控制方法的应用,管线