
圆钢热穿孔用顶头的制备方法.pdf

猫巷****忠娟

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
圆钢热穿孔用顶头的制备方法.pdf
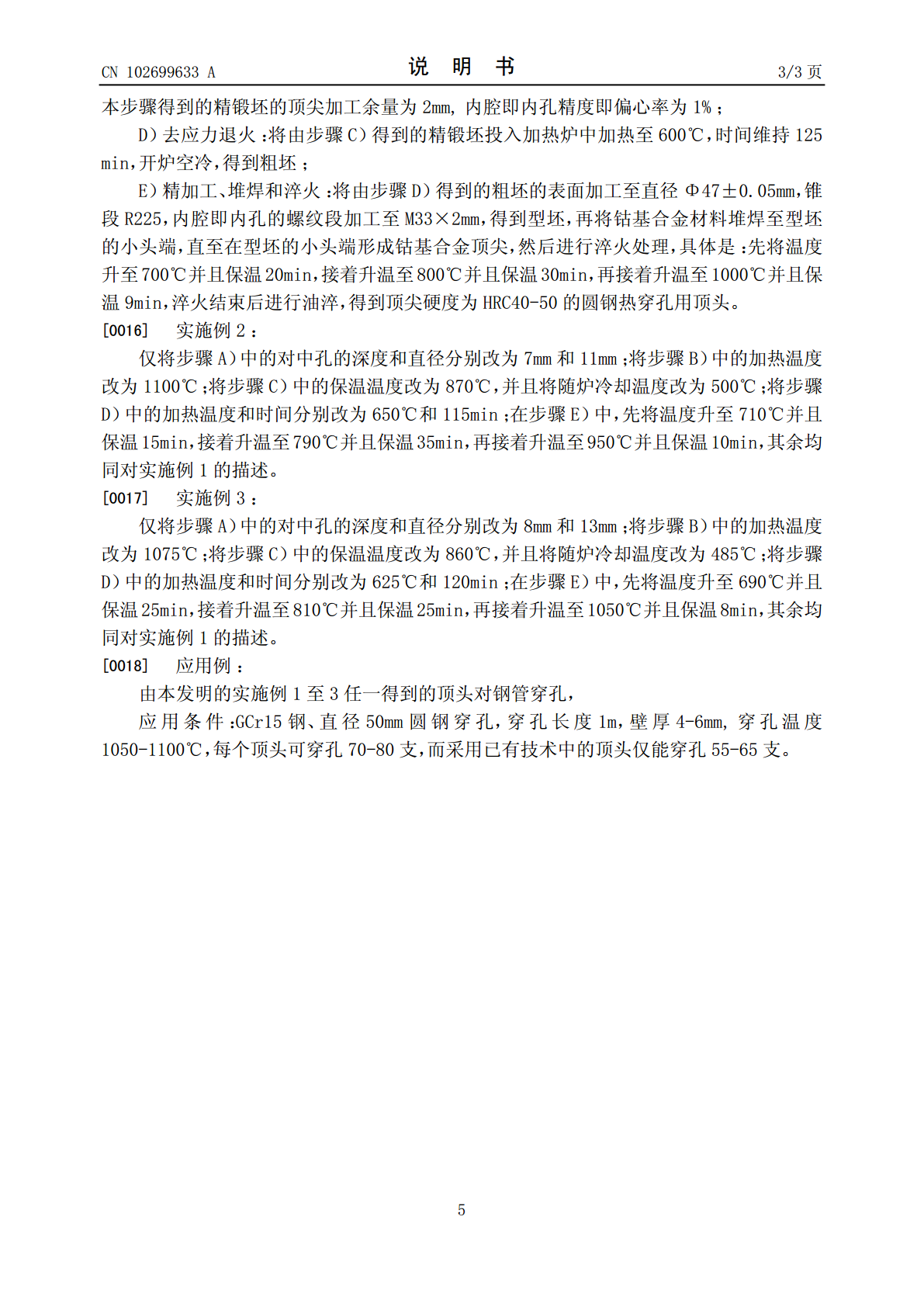
一种圆钢热穿孔用顶头的制备方法,属于金属管件穿孔用部件制备技术领域。包括的步骤:落料,得到棒段,在棒段的一端的中央加工出对中孔,得到毛坯;将毛坯送入加热炉加热,出炉后进行初锻,直至使毛坯成形出顶尖雏形;将具有顶尖雏形的粗锻坯进行模锻,控制顶尖加工余量和控制作为中空部分的内腔的偏心率,模锻结束后立即投入沙箱进行保温,随炉冷却后,开炉空冷,得到精锻坯;将精锻坯投入加热炉中加热,并且控制加热温度和控制加热时间,冷却后得到粗坯;精加工、堆焊和淬火。优点:硬度达到40-50;顶尖表面精度提高,顶尖表面的加工余量降至
一种无缝钢管热穿孔用碳化硅顶头的制备方法.pdf
本发明属于无缝钢管生产领域,具体涉及一种无缝钢管热穿孔用碳化硅顶头的制备方法。其制备过程可按如下步骤实现:以两种不同粒度的碳化硅粉为主要原料,以去离子水为球磨介质,以聚乙烯醇(PVA)为粘结剂。将上述原料与碳化硅磨球一起在辊式球磨机中混合均匀,将去离子水蒸发后,研磨过筛得到混合粉体;将混合好的粉体置于不锈钢模具中,以一定压力干压成型,脱模后得到顶头坯体;将脱模后的坯体置于高温烧结炉中进行烧结,得到碳化硅顶头。与既有的结构钢、钼基顶头相比,本发明所提供的碳化硅顶头具有高温强度高、寿命长、价格低等特点。
一种穿孔顶头及制备方法.pdf
本发明公开了一种穿孔顶头及其制备方法,是在以24CrNi3WMOA合金钢为主的顶头本体表面,包覆一层厚度为1‑2mm的陶瓷复合层;所述复合层是由20%‑40%的氮化铝、20%‑40%的氧化铝、20%‑40%的氮化钛及5%‑10%的氧化钇组成;先将四种粉末混匀,加入耐高温无机粘合剂,形成糊状物,将顶头浸入上述糊状物中冷涂,再置于热处理炉中加热后冷却出炉;由于该复合层的原料属于陶瓷,耐高温性能好,抗高温耐磨性极强,该复合层含有多种氧化物,导热性极小,顶头的基体温度不高,合金钢线膨胀率小,急冷急热温差小,复合陶
一种钢管穿孔顶头及其制备方法.pdf
本发明公开了一种钢管穿孔顶头及其制备方法,它解决了现有技术中钢管穿孔顶头耐磨性不够,寿命不长等问题。本发明的钢管穿孔顶头的组成元素及质量百分比为:碳(C):0.28%-0.40%,铬(Cr):11.0%-12.2%,锰(Mn):1.7%-2.3%,钼(Mo):0.2%-0.6%,硅(Si):0.25%-1.10%,镍(Ni):0.8%-1.1%,钒(V):0.3%-0.5%,铼(Re):0.25%-0.35%,余量为铁(Fe)以及不可避免的杂质。本发明还提供了制备上述钢管穿孔顶头的制备方法,其方法包括以下
一种无缝钢管穿孔顶头及其制备方法.pdf
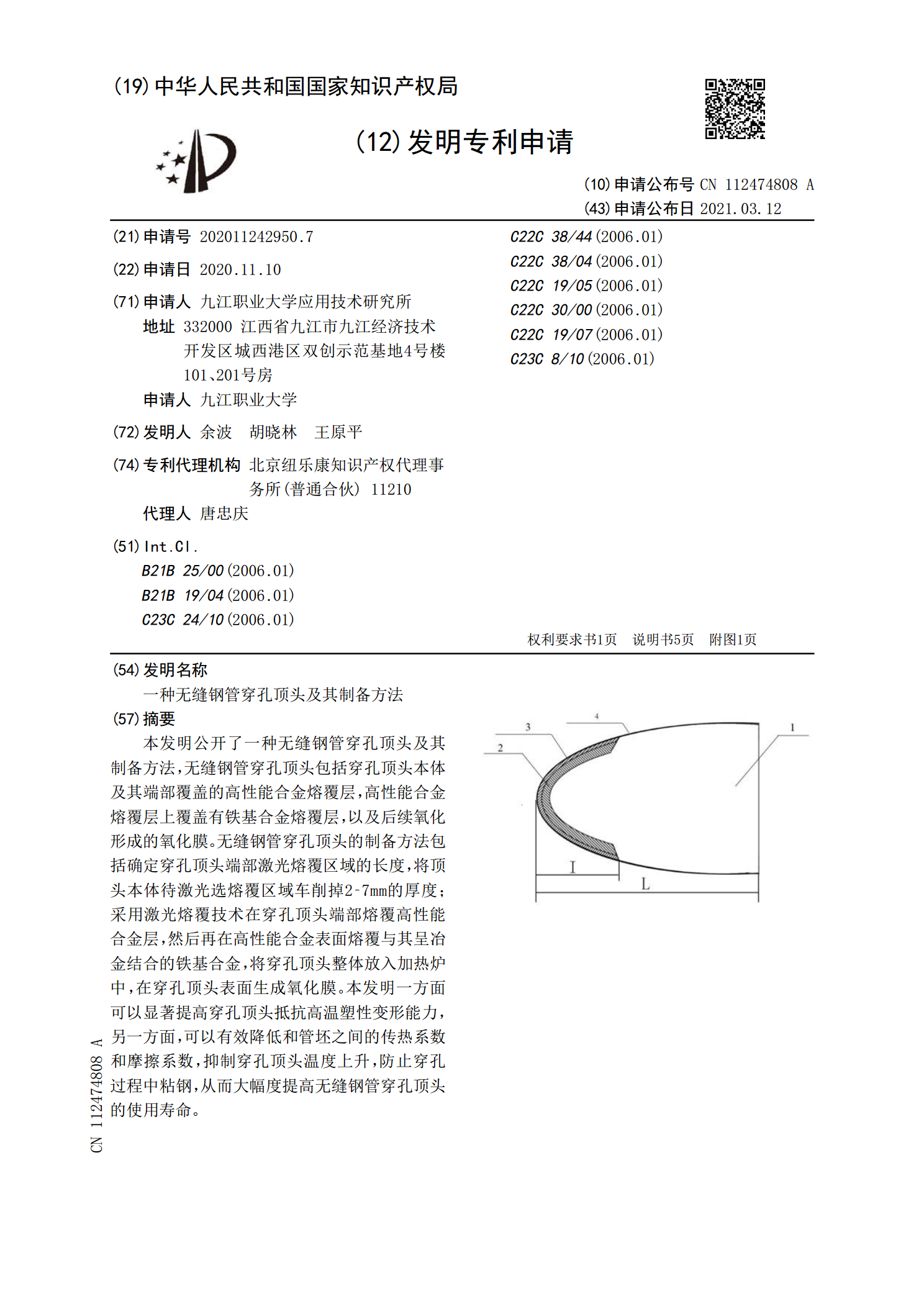
本发明公开了一种无缝钢管穿孔顶头及其制备方法,无缝钢管穿孔顶头包括穿孔顶头本体及其端部覆盖的高性能合金熔覆层,高性能合金熔覆层上覆盖有铁基合金熔覆层,以及后续氧化形成的氧化膜。无缝钢管穿孔顶头的制备方法包括确定穿孔顶头端部激光熔覆区域的长度,将顶头本体待激光选熔覆区域车削掉2‑7mm的厚度;采用激光熔覆技术在穿孔顶头端部熔覆高性能合金层,然后再在高性能合金表面熔覆与其呈冶金结合的铁基合金,将穿孔顶头整体放入加热炉中,在穿孔顶头表面生成氧化膜。本发明一方面可以显著提高穿孔顶头抵抗高温塑性变形能力,另一方面,