
一种贝氏体钢辙叉及其轧制后三段冷却制造方法.pdf

书生****12

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种贝氏体钢辙叉及其轧制后三段冷却制造方法.pdf
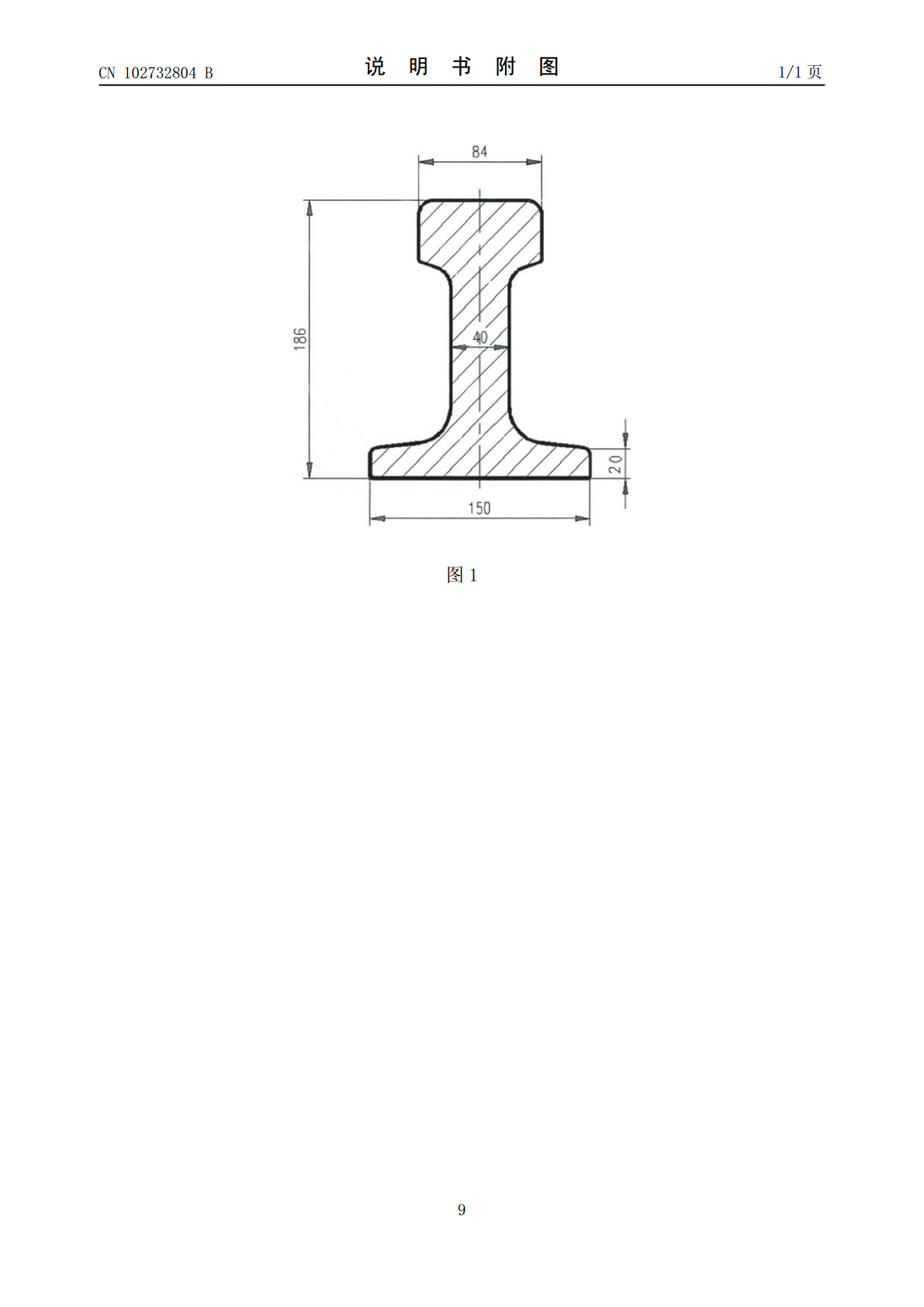
一种贝氏体钢辙叉,其中钢的化学成分(wt%)为:C?0.18~0.23,Mn?1.0~2.0,Al?0.4~0.7,Ni?0.6~1.0,Cr?1.4~2.0,Si1.0~1.6,Ti<0.01,B<0.0005,V<0.03,Nb<0.01,O<0.0016,H炉冶炼,继而进行炉外精炼,然后连铸热轧成断面形状成铁路辙叉坯料,轧制比要大于9,轧制后直接进行三段冷却至室温,最后加热到310~330℃保温50~70min后空冷至室温。本发明工艺简单、成本低廉、节能节材,同时,这种贝氏体钢辙叉具有优良的焊接性能
贝氏体钢辙叉心轨淬火冷却方法.pdf
提供一种贝氏体钢辙叉心轨淬火冷却方法,包括如下步骤,淬火速冷室炉门打开;取料机将固定间距心轨放在支架上炉门关闭;开始执行速冷程序;920~650℃高温阶段,风冷与非接触式水冷换热组合降温;650~450℃中温阶段,风冷与喷雾冷却组合降温;450~200℃低温阶段,单独使用风冷装置上、下换向降温。速冷结束,淬火速冷室自动停机。本发明采用风冷、喷雾、非接触式水冷换热任意组合的冷却方式,实现了铁路辙叉心轨工业化、大批量淬火冷却生产,具有防变形,高效,更加经济实用,淬火质量稳定可靠的优势。
高寒地区铁路辙叉高性能贝氏体耐磨钢及制造方法.pdf
一种高寒地区铁路辙叉新一代高性能贝氏体耐磨钢及制造方法,将含有(重量百分比%)C:0.2-0.4,Si:1.0-3.0,Mn:0.5-1.0,Cr:0.5-2.0,Mo:0.2-1.0,Ni:0.2-1.0,RE:0.01-0.1,P≤0.03,S≤0.03以及其V、Ti中的一种或两种元素用电弧或中频或工频电炉冶炼,浇成钢锭,经轧制和锻造或轧制成型后,经正火或退火处理再于200-400℃回火,或锻后于200-400℃回火后的制成铁路辙叉或钢轨、铁路尖轨。铁路产品其最终组织为贝氏体/残余奥氏体,或贝氏体/马
一种高稳定性贝氏体辙叉用钢及其制备方法.pdf
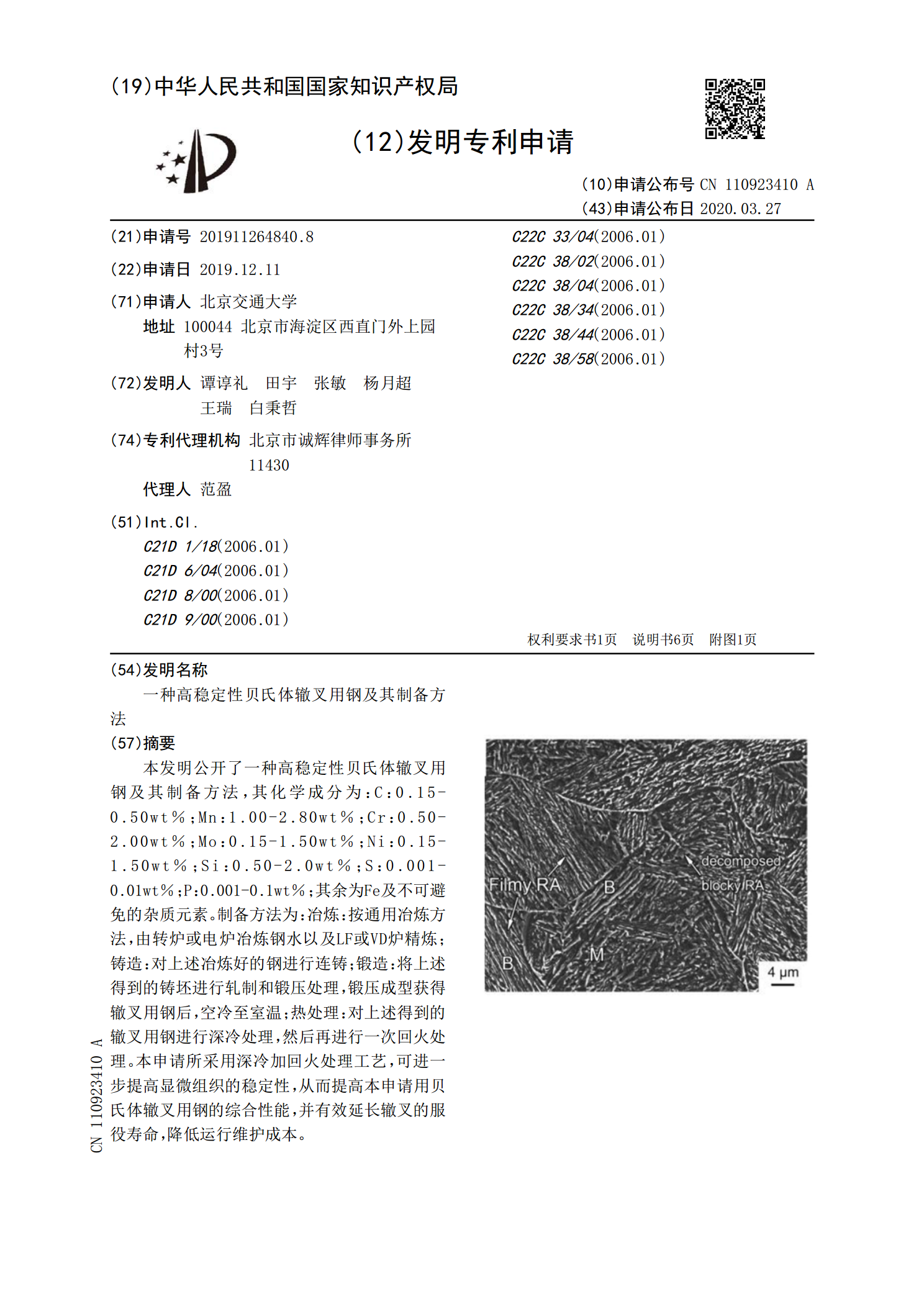
本发明公开了一种高稳定性贝氏体辙叉用钢及其制备方法,其化学成分为:C:0.15‑0.50wt%;Mn:1.00‑2.80wt%;Cr:0.50‑2.00wt%;Mo:0.15‑1.50wt%;Ni:0.15‑1.50wt%;Si:0.50‑2.0wt%;S:0.001‑0.01wt%;P:0.001‑0.1wt%;其余为Fe及不可避免的杂质元素。制备方法为:冶炼:按通用冶炼方法,由转炉或电炉冶炼钢水以及LF或VD炉精炼;铸造:对上述冶炼好的钢进行连铸;锻造:将上述得到的铸坯进行轧制和锻压处理,锻压成型获得

纳米结构贝氏体辙叉用钢的生产方法.pdf
本发明公开了一种纳米结构贝氏体辙叉用钢的生产方法,所述辙叉用钢按质量百分比计包含0.24~0.40%的C、1.40~1.80%的Si、1.60~2.10%的Mn和1.00~1.60%的Cr,所述方法包括以下步骤:S1,对冶炼、浇铸后获得的钢坯加热至1150~1200℃;S2,对加热后的钢坯进行轧制或锻造;S3,利用余热对轧制或锻造后获得的辙叉用钢进行热处理,所述热处理的冷却速率为20~25℃/s、终冷温度为200~250℃、保温时间为120~360min;S4,对冷却后的辙叉用钢进行回火。本发明的方法能够