
汽车后桥半壳热压成型方法.pdf

春波****公主

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
汽车后桥半壳热压成型方法.pdf
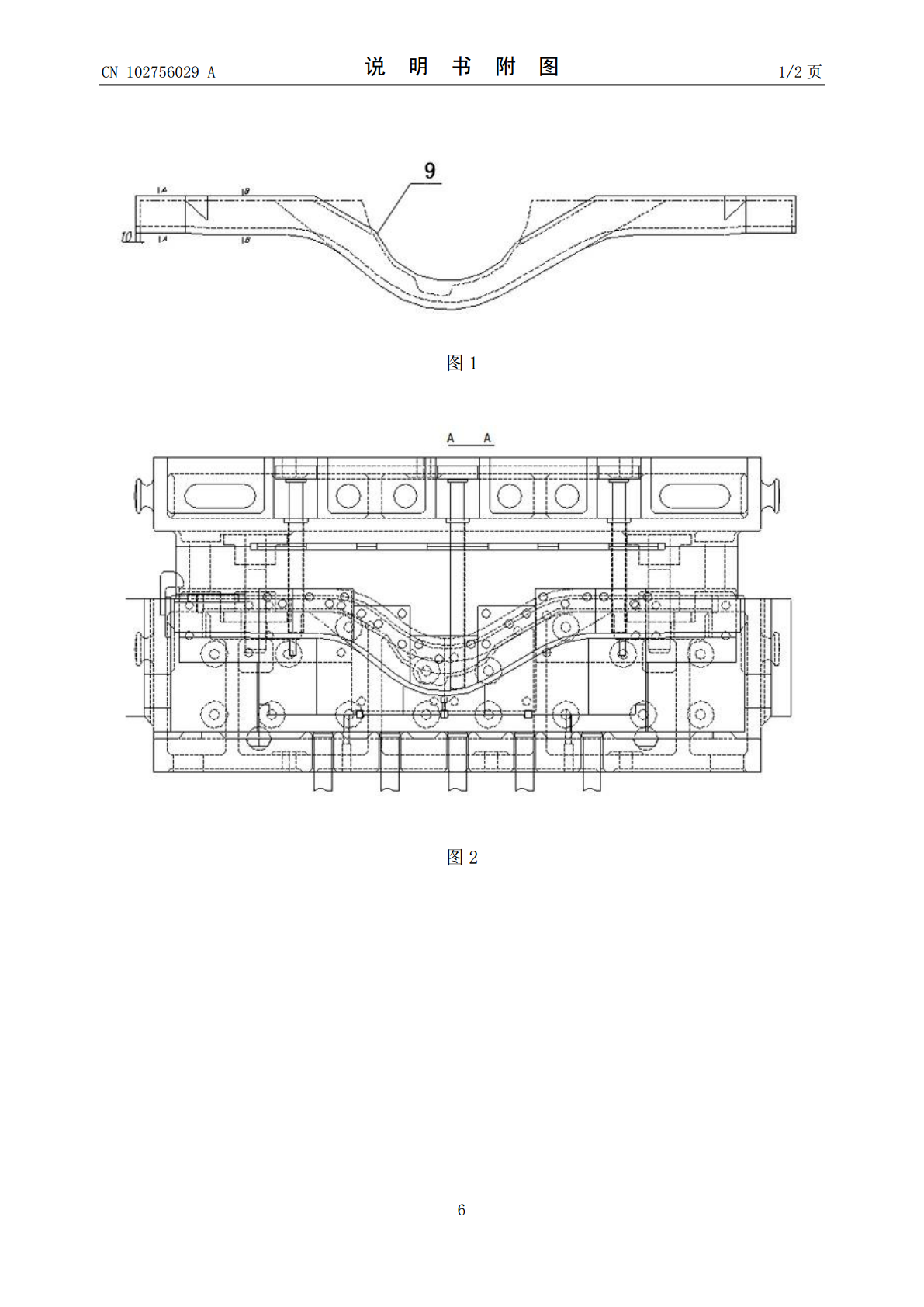
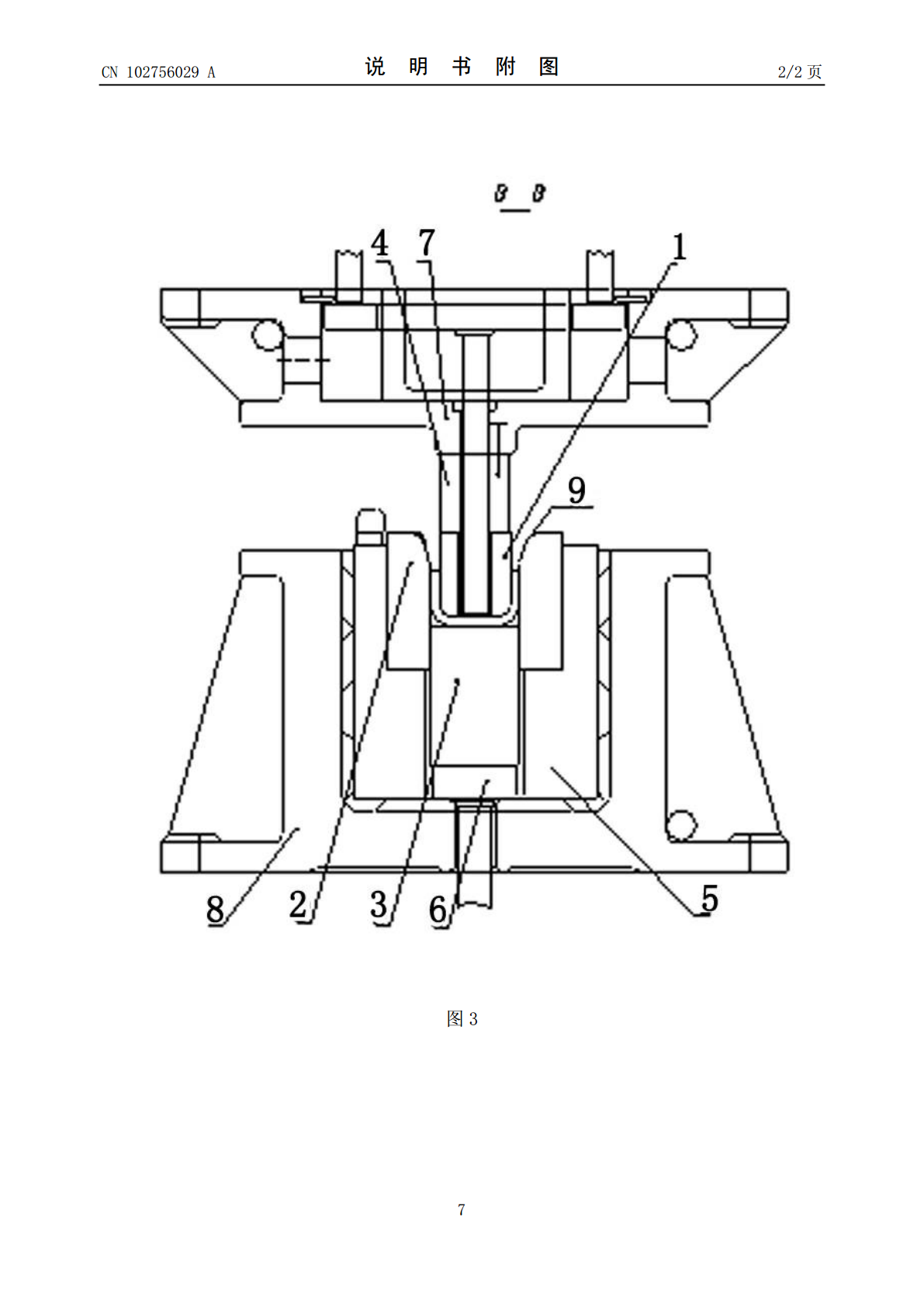
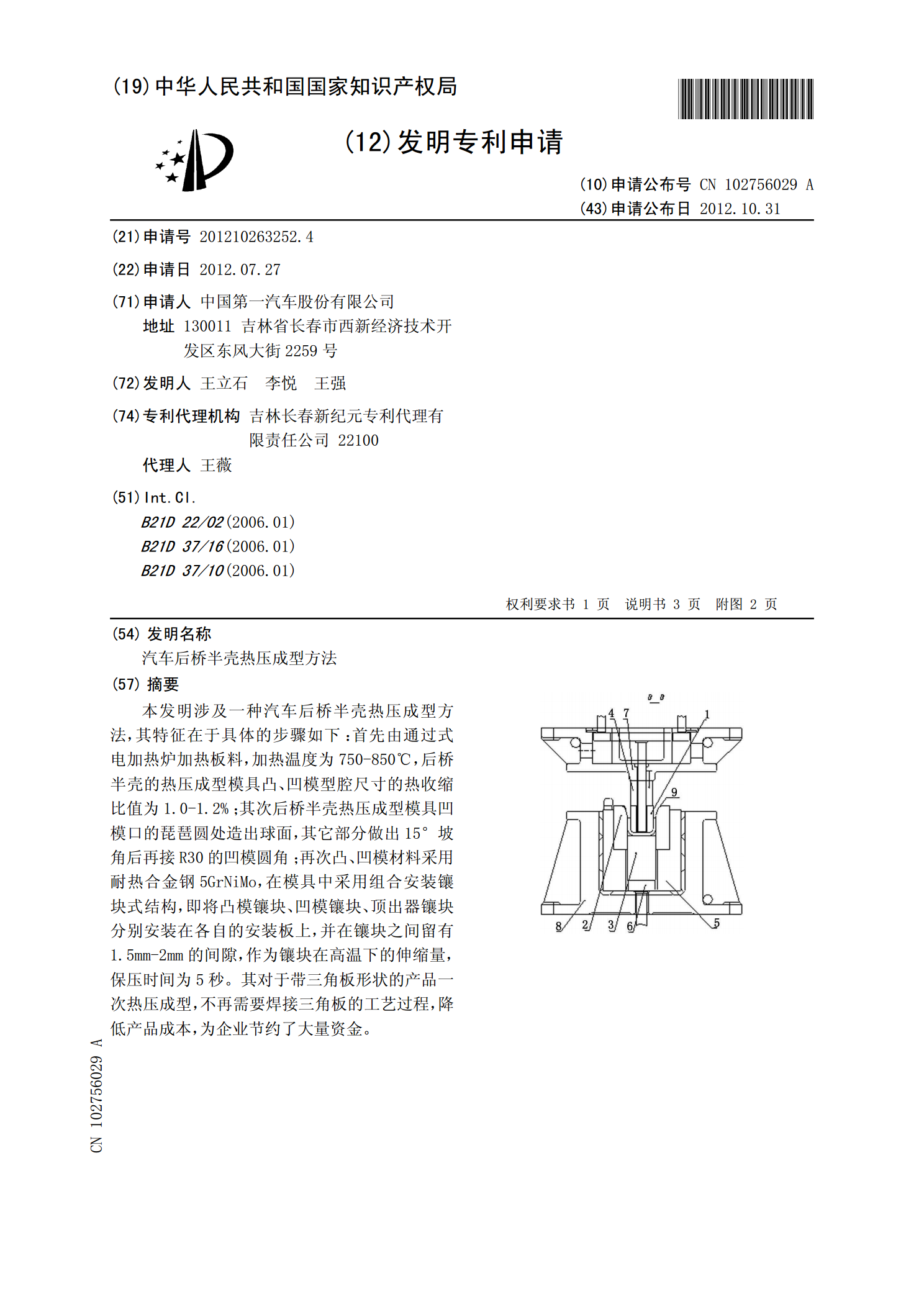
本发明涉及一种汽车后桥半壳热压成型方法,其特征在于具体的步骤如下:首先由通过式电加热炉加热板料,加热温度为750-850℃,后桥半壳的热压成型模具凸、凹模型腔尺寸的热收缩比值为1.0-1.2%;其次后桥半壳热压成型模具凹模口的琵琶圆处造出球面,其它部分做出15°坡角后再接R30的凹模圆角;再次凸、凹模材料采用耐热合金钢5GrNiMo,在模具中采用组合安装镶块式结构,即将凸模镶块、凹模镶块、顶出器镶块分别安装在各自的安装板上,并在镶块之间留有1.5mm-2mm的间隙,作为镶块在高温下的伸缩量,保压时间为5秒

汽车地毯热压成型方法.pdf
本发明公开了一种汽车地毯热压成型方法,涉及汽车内饰件技术领域,包括对片状的胚毯进行加热烘烤,将软化的胚毯放入成型模具内压制成型,所述成型模具的上模和下模合模后形成与汽车地板形状相匹配的模腔,冷却定型后,开模裁边得到具有轮廓凹入部位的汽车地毯,在一张所述胚毯上一次性压制成型至少两件所述汽车地毯,压制方式为使一件所述汽车地毯的轮廓凹入部位的边线和该边线两端连线围合形成的废料区域与另一件所述汽车地毯的成型部位部分重合。本发明相比较于现有技术,其提升了设备利用率和产能,降低了能耗,生产效率高;并提高了原材料的利用
一种汽车地毯热压成型方法.pdf
本发明公开了一种汽车用地毯的生产工艺,将软层纤维毡、薄膜和硬层纤维毡通过水蒸汽加热方式一次热压成型,生产出软硬层,再将软硬层和经过烘温的面毯贴合得到汽车胚毯;对片状的胚毯进行加热烘烤,放入成型模具内压制成型,成型模具的上模和下模合模后形成与汽车地板形状相匹配的模腔;其中,在一张胚毯上一次性压制成型至少两件汽车地毯,压制方式为使一件所述汽车地毯的轮廓凹入部位的边线和该边线两端连线围合形成的废料区域与另一件所述汽车地毯的成型部位部分重合。本发明相比较于现有技术,其提升了设备利用率和产能,降低了能耗,生产效率高
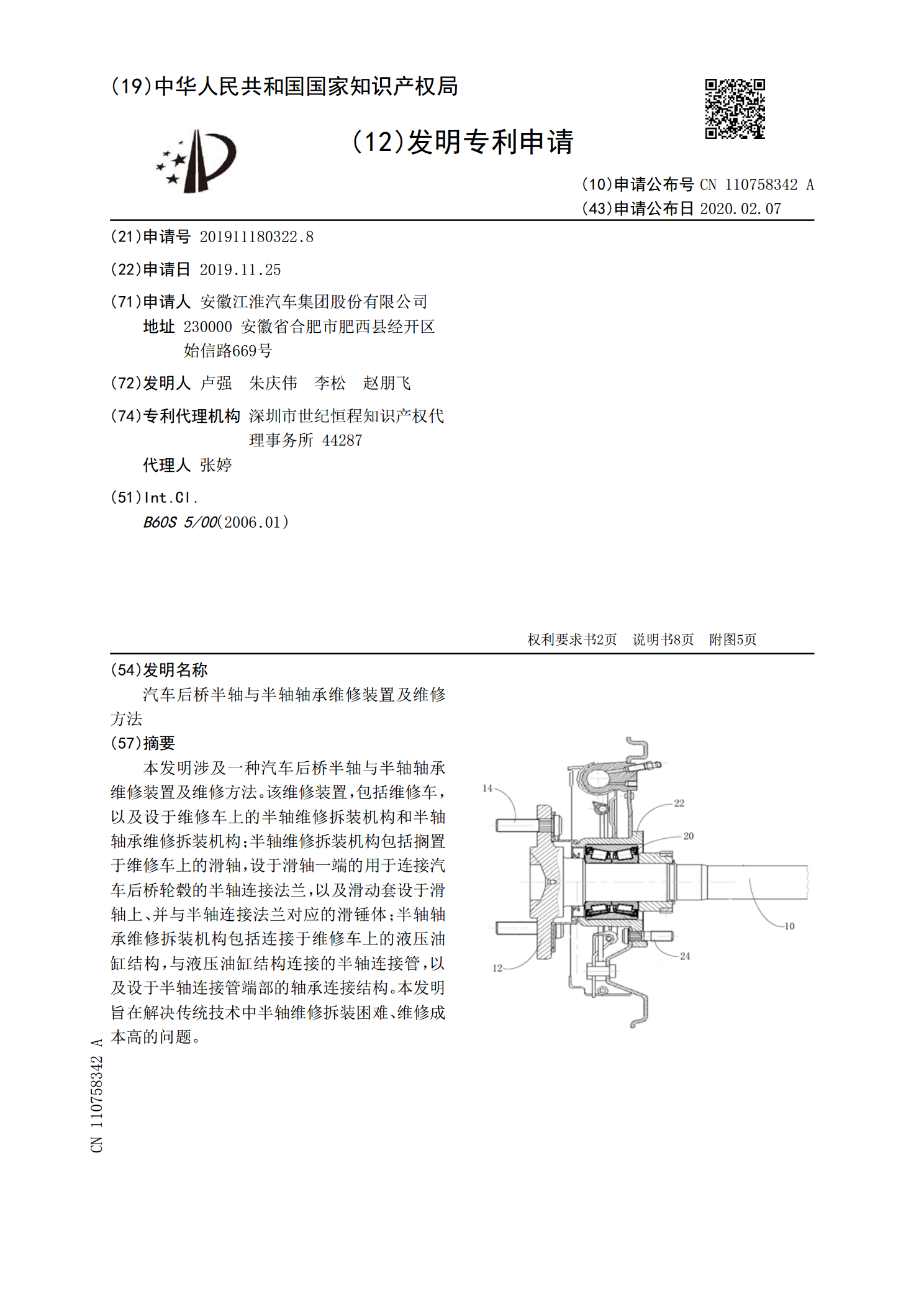
汽车后桥半轴与半轴轴承维修装置及维修方法.pdf
本发明涉及一种汽车后桥半轴与半轴轴承维修装置及维修方法。该维修装置,包括维修车,以及设于维修车上的半轴维修拆装机构和半轴轴承维修拆装机构;半轴维修拆装机构包括搁置于维修车上的滑轴,设于滑轴一端的用于连接汽车后桥轮毂的半轴连接法兰,以及滑动套设于滑轴上、并与半轴连接法兰对应的滑锤体;半轴轴承维修拆装机构包括连接于维修车上的液压油缸结构,与液压油缸结构连接的半轴连接管,以及设于半轴连接管端部的轴承连接结构。本发明旨在解决传统技术中半轴维修拆装困难、维修成本高的问题。
极片的热压成型方法和热压成型装置.pdf
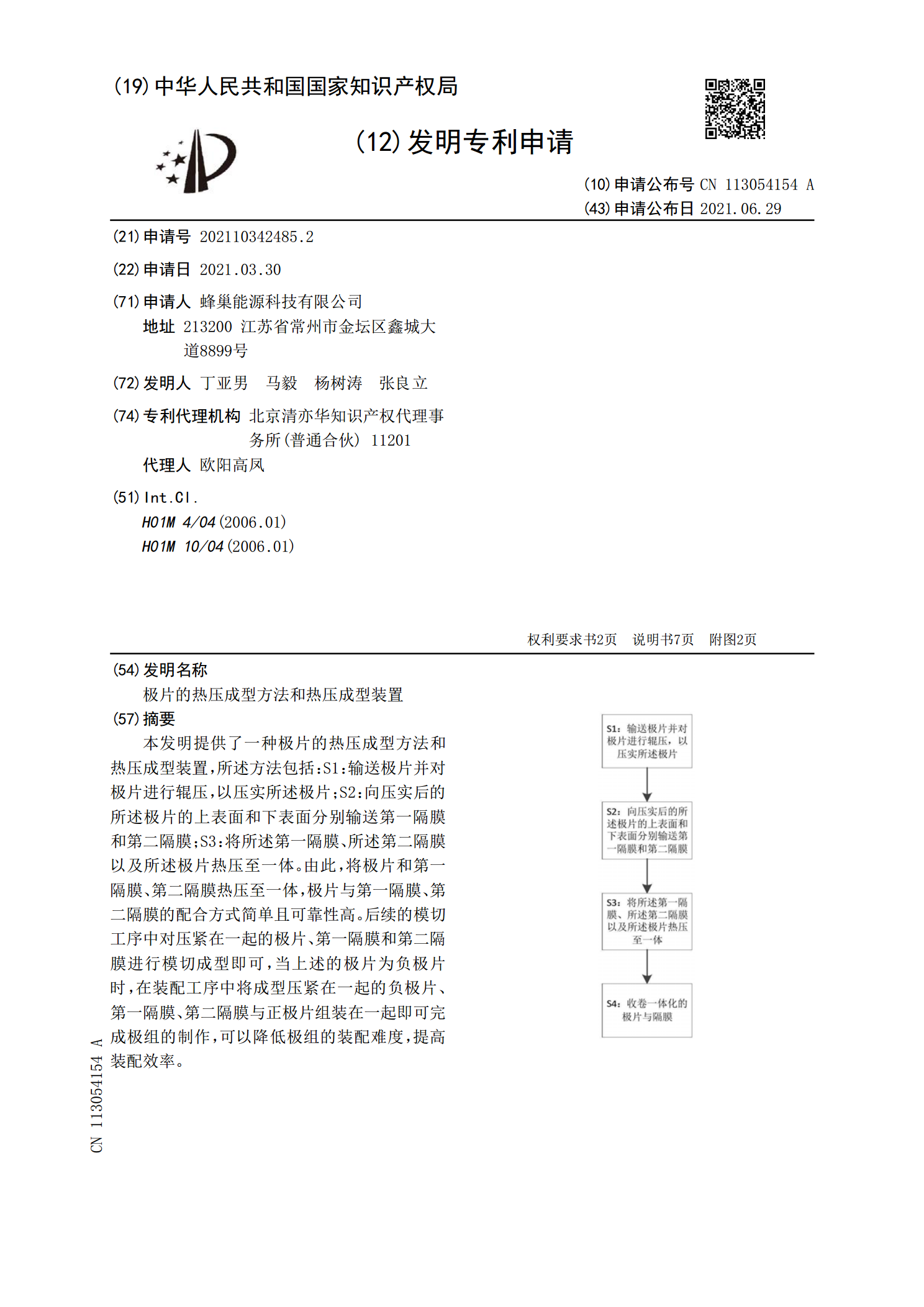
本发明提供了一种极片的热压成型方法和热压成型装置,所述方法包括:S1:输送极片并对极片进行辊压,以压实所述极片;S2:向压实后的所述极片的上表面和下表面分别输送第一隔膜和第二隔膜;S3:将所述第一隔膜、所述第二隔膜以及所述极片热压至一体。由此,将极片和第一隔膜、第二隔膜热压至一体,极片与第一隔膜、第二隔膜的配合方式简单且可靠性高。后续的模切工序中对压紧在一起的极片、第一隔膜和第二隔膜进行模切成型即可,当上述的极片为负极片时,在装配工序中将成型压紧在一起的负极片、第一隔膜、第二隔膜与正极片组装在一起即可完成