
高镍奥氏体球墨铸铁的高温处理工艺.pdf

努力****骞北

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高镍奥氏体球墨铸铁的高温处理工艺.pdf
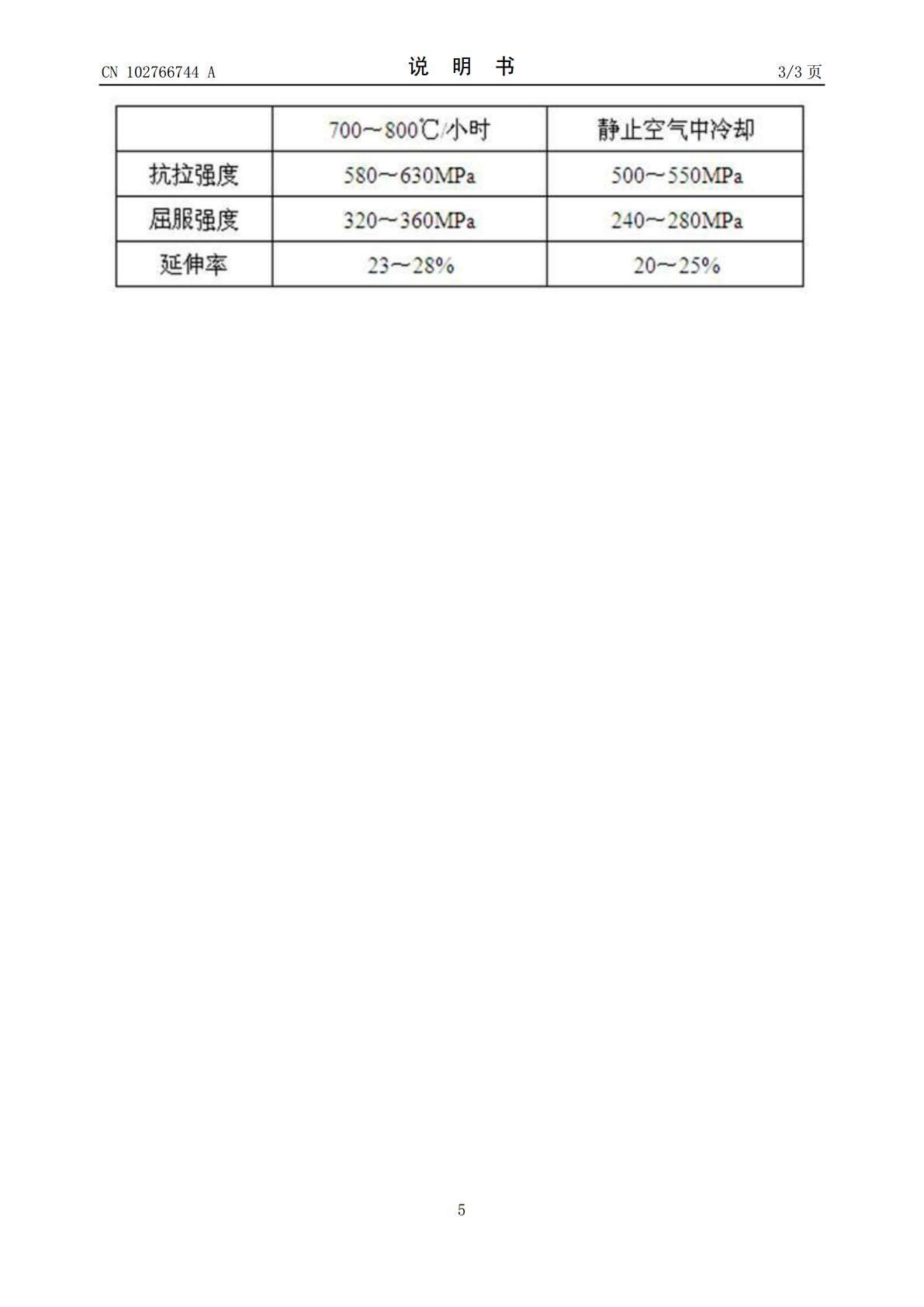
本发明公开一种高镍奥氏体球墨铸铁的高温处理工艺,该工艺是先将高镍奥氏体球墨铸铁加热到950~1050℃,保温处理后,于炉外在流动空气中以700~800℃/小时的速度冷却至室温。采用本发明的工艺,能明显改善了高镍奥氏体球墨铸铁的显微组织,减少界面上化合物的析出,与传统的在静止空气中冷却相比,材料的抗拉强度提高了15%,屈服强度提高了30%,延伸率提高了12%,使高镍奥氏体球墨铸铁具有更高的强度性能和塑性,基体上的化合物分布更加均匀,提升了材料加工性能。
高镍奥氏体球墨铸铁球化处理工艺.pdf
本发明公开了高镍奥氏体球墨铸铁球化处理工艺,包括以下步骤:S1:对原材料进行准备:原材料中的Si收率;通过对孕育剂的量进行控制,避免出现铸件夹杂等情况。
高镍奥氏体球墨铸铁热处理防氧化工艺.pdf
本发明公开一种高镍奥氏体球墨铸铁热处理防氧化工艺,热处理温度为950~1200℃,特点在于先用铸铁铁屑覆盖住高镍奥氏体球墨铸铁铸件的表面,再送入炉内进行热处理。相比传统的防氧化方法,本发明的防氧化工艺是由铸铁铁屑在铸件表面形成还原性保护层,不仅可保证铸件在高温热处理时不被氧化,还能满足铸件热处理后出炉进行快速冷却的要求,从而获得更高的材料性能,充分发挥热处理的优势,该工艺原料易于取得,成本低,操作简单,对热处理设备要求低,非常易于推广。
用于高镍奥氏体球墨铸铁的熔化工艺.pdf
本发明公开了用于高镍奥氏体球墨铸铁的熔化工艺,所述用于高镍奥氏体球墨铸铁的熔化工艺包括有以下步骤:(1)配铁;(2)熔铸:A)双炉体熔化工艺;B)铁液成分分析;(3)回收。该制备工艺可以获得稳定化学成分的高温、优质铁液,同时减少环境污染,提高设备运行稳定性。
高镍奥氏体球墨铸铁阀杆螺母的铸造工艺.pdf
本发明提供一种全新的、先进铸造工艺,其特征在厂分为以下八个步骤:1、造型、制芯;2、熔炼;3、球化处理;4、孕育处理;5、炉前检测;6、浇注;7、炉后检测;8、清理和粗加工。本发明的有益之处在于,依照上述八个步骤铸造的高镍奥氏体球墨铸铁阀杆螺母,具有较高的球化率,完全适用于作为海水泵、排热、排气管道等恶劣工况下的阀门配件使用,具备良好的耐热、耐腐蚀性能。