
一种碳套炉底辊在线磨辊方法.pdf

邻家****文章

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳套炉底辊在线磨辊方法.pdf
本发明提供一种碳套炉底辊结瘤处理方法,对大结瘤,各炉段温度高于正常温度20~25℃,通入使用次数小于4次、厚度为0.5~0.7mm的过渡卷,撤除炉内张力,运转4~5min后再采用联合点动方式运转8~12min,同时升温控制炉温,往复三个周期。对细小结瘤,各炉段温度高于正常温度10~15℃,通入使用次数小于4次、厚度为0.35~0.5mm的过渡卷,撤除炉内张力,运转炉辊1~3min。本发明能快速处理掉碳套炉底辊结瘤,且对细小结瘤,处理后可保证16小时内无结瘤;对大结瘤,处理掉后可保证30小时无结瘤,从而可大
一种连退机组在线磨炉底辊的方法.pdf
本发明提供了一种连退机组在线磨炉底辊的方法,硅钢退火机组炉底辊极易结瘤,本发明可以在不需要降低炉温,不需要增加任何机械设备情况下,使得生产操作人员可以通过原有人机接口直接操作,随时根据现场需要实行在线磨炉底辊。在本发明高效,便捷,保证了成品带钢下表面质量,有效的节约能源,提高生产效率及产品成材率。
一种控制碳套炉底辊结瘤的方法.pdf
本发明公开一种控制碳套炉底辊结瘤的方法,过渡钢卷在高温炉运行速度≥60m/min,表面氧化严重或运行次数达到15次的不再进炉;控制碱洗碱液的油份和铁份,并根据带钢温度对炉辊转速做相应热补偿,使炉辊的线速度与带钢线速度保持一致;采取高、低牌号穿插生产,每次生产高牌号的时间不超过2天,生产高牌号时,降低炉内张力;无氧化炉总的空燃比控制在0.92-0.98,碳套段炉气露点在30-35℃,均热炉内氢气量在16-20%,并将结瘤碳套对应炉段炉温降低30℃,破坏结瘤的生成条件。本发明可实现基本无结瘤,从而使碳套寿命提
一种炉底辊石墨碳套浸渍液制备方法.pdf
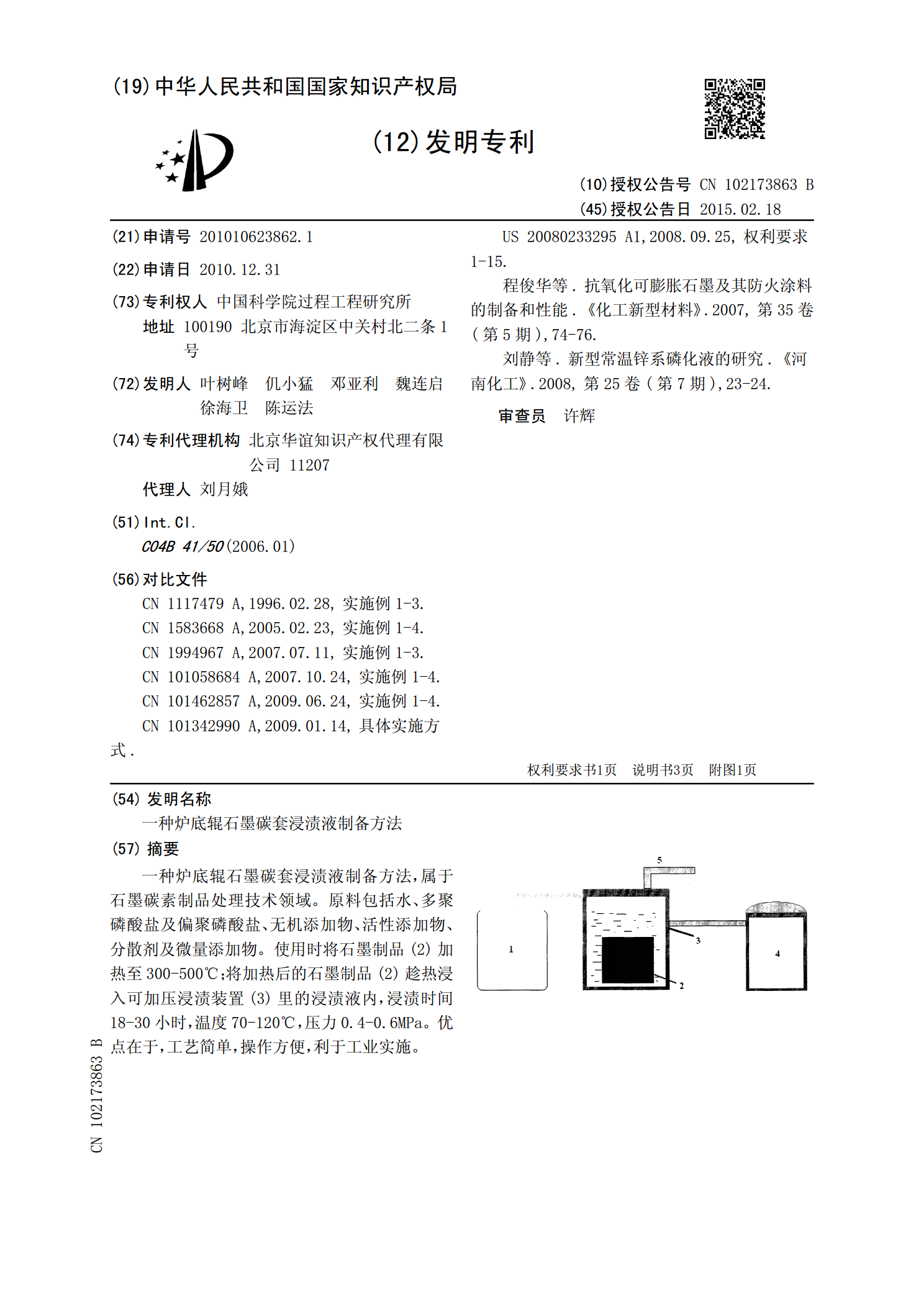
一种炉底辊石墨碳套浸渍液制备方法,属于石墨碳素制品处理技术领域。原料包括水、多聚磷酸盐及偏聚磷酸盐、无机添加物、活性添加物、分散剂及微量添加物。使用时将石墨制品(2)加热至300-500℃;将加热后的石墨制品(2)趁热浸入可加压浸渍装置(3)里的浸渍液内,浸渍时间18-30小时,温度70-120℃,压力0.4-0.6MPa。优点在于,工艺简单,操作方便,利于工业实施。
一种去除辊底式无氧化炉炉底辊结瘤的方法.pdf
本发明公开了一种去除辊底式无氧化炉炉底辊结瘤的方法,该方法在非停炉状态下,降低辊底炉炉温到500℃,通过拖炉板下表与炉底辊的相互摩擦,去除炉底辊上的结瘤,具体步骤为:将拖板底部槽和棱制作成“人”字型结构;制作两块钢板,用于拖板与链条连接,保证链条处于拖板中心线上;将拖板放在对中平台上进行对中,并将链条与拖板相连后放入炉内,将卷扬机通过钢丝绳与链条连接,进行拖炉工作;每拖过一段距离后改变钢丝绳与链条的连接位置,进行下一段拖炉过程,直到全部去除辊底式无氧化炉炉底辊结瘤。本发明高效、便捷,在不停炉的情况下去除炉