
连退炉停机后带钢回送控制装置.pdf

是你****盟主

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
连退炉停机后带钢回送控制装置.pdf
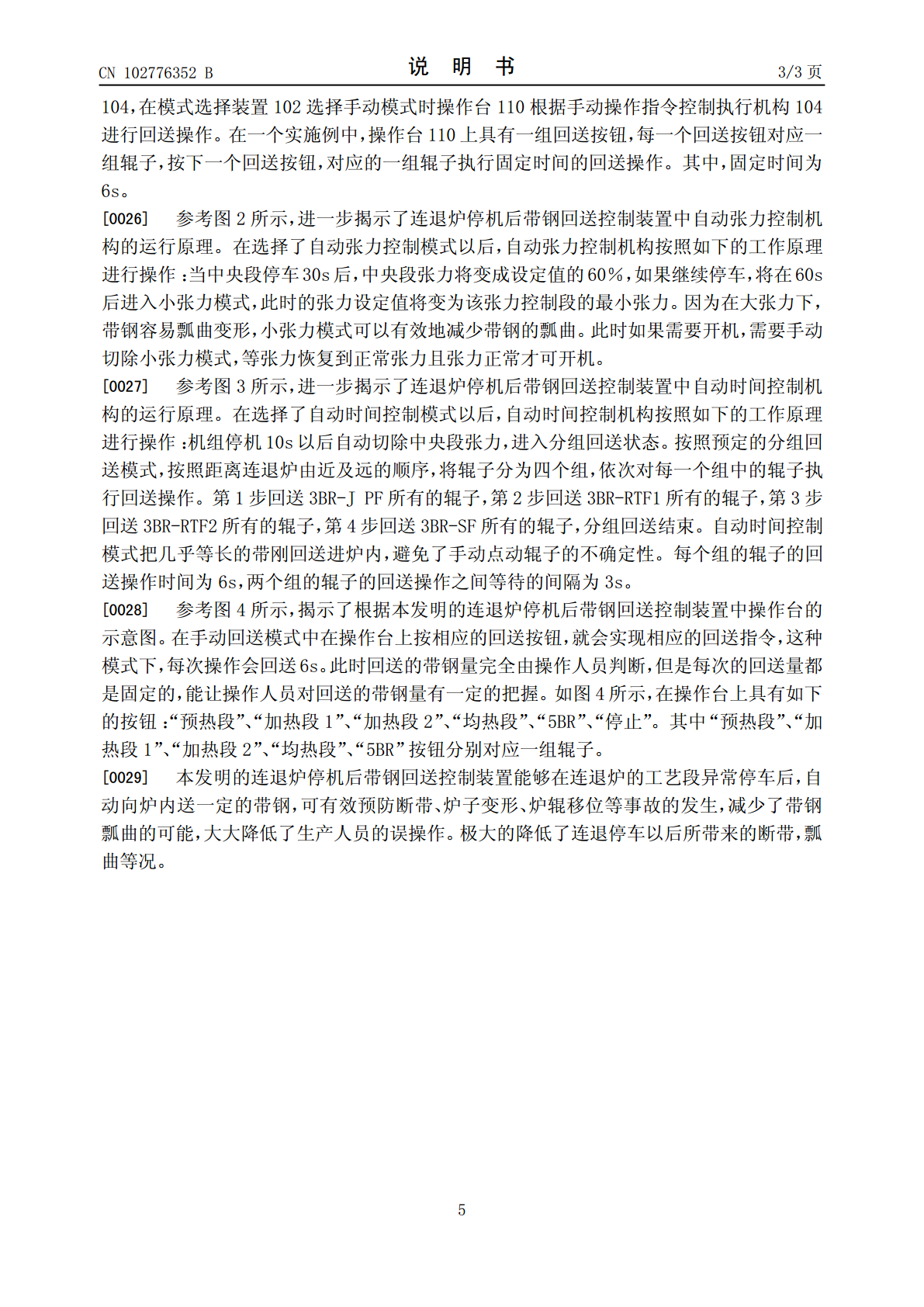
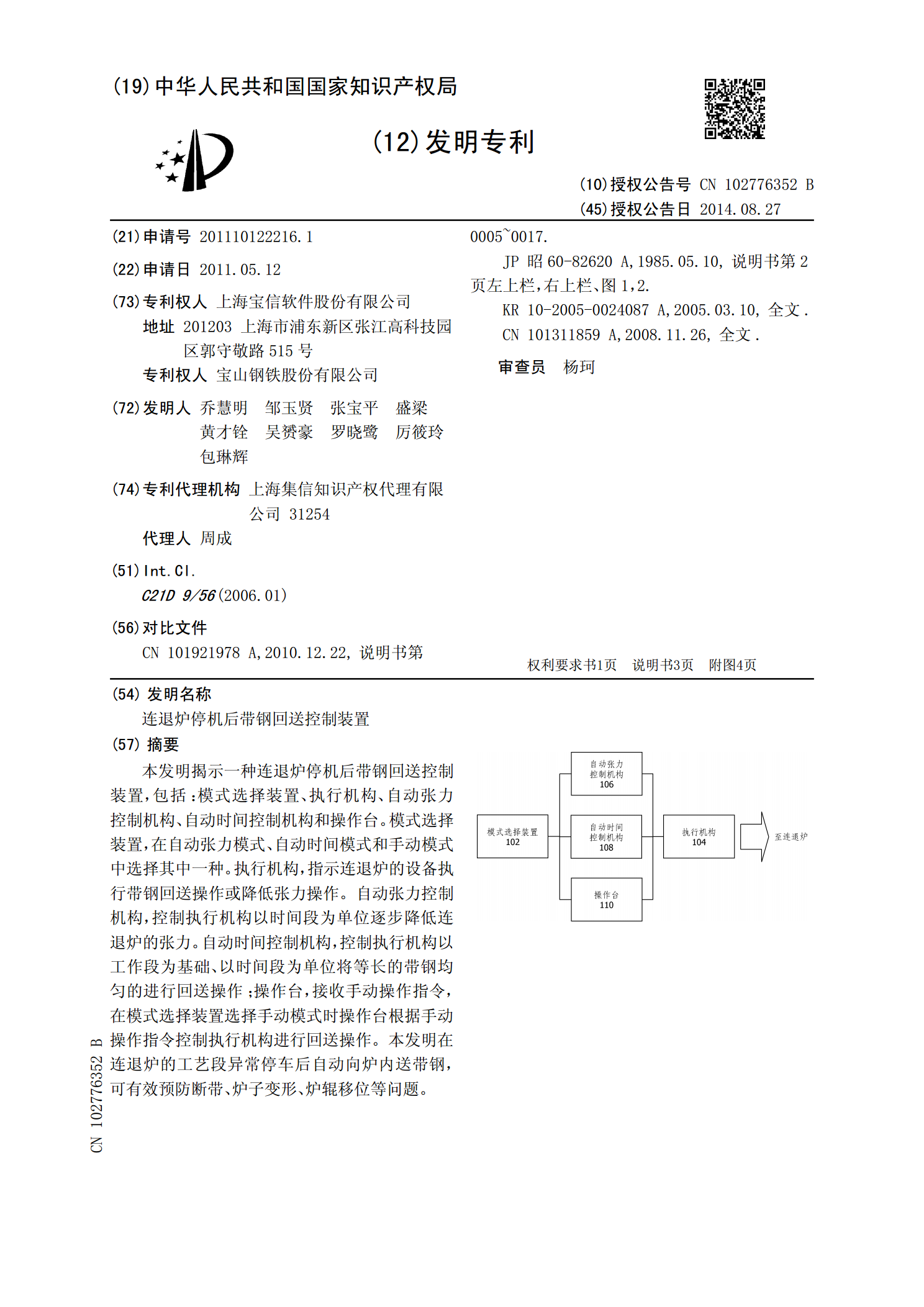
本发明揭示一种连退炉停机后带钢回送控制装置,包括:模式选择装置、执行机构、自动张力控制机构、自动时间控制机构和操作台。模式选择装置,在自动张力模式、自动时间模式和手动模式中选择其中一种。执行机构,指示连退炉的设备执行带钢回送操作或降低张力操作。自动张力控制机构,控制执行机构以时间段为单位逐步降低连退炉的张力。自动时间控制机构,控制执行机构以工作段为基础、以时间段为单位将等长的带钢均匀的进行回送操作;操作台,接收手动操作指令,在模式选择装置选择手动模式时操作台根据手动操作指令控制执行机构进行回送操作。本发明

连退炉后带钢表面清洗装置的应用.docx
连退炉后带钢表面清洗装置的应用连退炉后带钢表面清洗装置的应用摘要:连退炉后带钢表面清洗装置在钢铁制造和加工过程中起着重要的作用。本文介绍了连退炉后带钢表面清洗装置的原理、结构和应用,探讨了其在钢铁工业中的重要性和优势,并分析了目前存在的挑战和发展趋势。1.引言连退炉后带钢表面清洗装置是钢铁制造和加工过程中的一种关键设备。它用于去除连退炉后带钢表面的氧化层、铁锈、油脂等杂质,以提高带钢的质量和表面光洁度。随着钢铁工业的发展,连退炉后带钢表面清洗装置的应用越来越广泛。2.连退炉后带钢表面清洗装置的原理连退炉后
一种连退炉停机后快速送带的控制方法.pdf
本发明涉及一种连退炉停机后快速送带的控制方法,本实施例为加热炉具有预热段、加热段、均热段、冷却段、时效段、终冷却段,同时炉前设置有跳动辊、张紧辊组及压辊,炉后设置张紧辊组及压辊的连续退火炉提供一种连退炉炉前一键输送带钢的方法及装置;该方案将常规的现场多步操作简化为远程的“一键”操作,降低了生产操作人员的劳动强度,保证现场操作处置快速性,确保炉内带钢安全,具有省时省力,技术巧妙,实施简单的特征。该方案可以有效防止连退炉停机后带钢瓢曲和瓢曲恶化效应,大大降低停机后炉内断带事故发生。
带钢处理线炉区停机后再启动控制方法.pdf
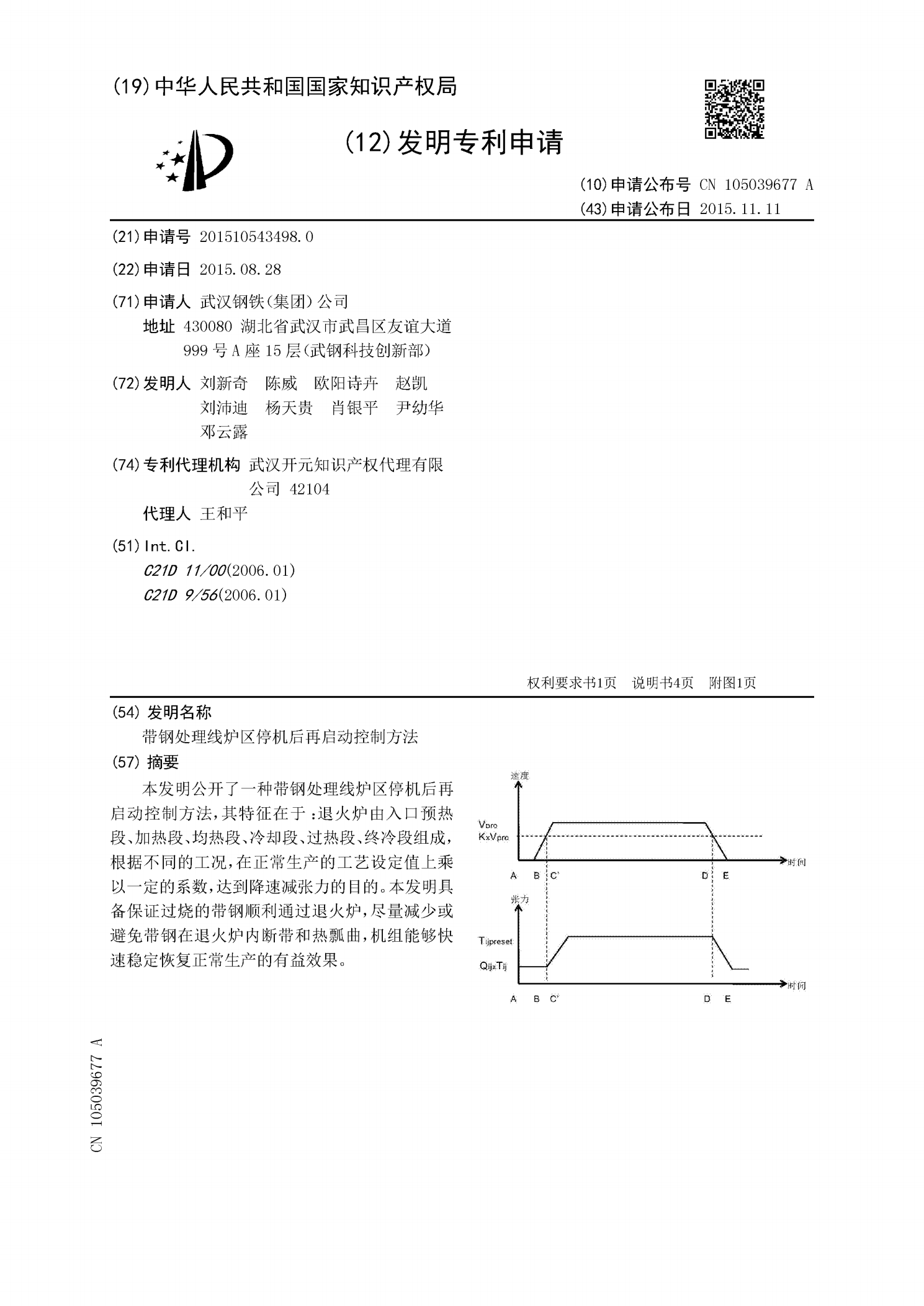
本发明公开了一种带钢处理线炉区停机后再启动控制方法,其特征在于:退火炉由入口预热段、加热段、均热段、冷却段、过热段、终冷段组成,根据不同的工况,在正常生产的工艺设定值上乘以一定的系数,达到降速减张力的目的。本发明具备保证过烧的带钢顺利通过退火炉,尽量减少或避免带钢在退火炉内断带和热瓢曲,机组能够快速稳定恢复正常生产的有益效果。
一种控制带钢在连退炉内跑偏的方法.pdf
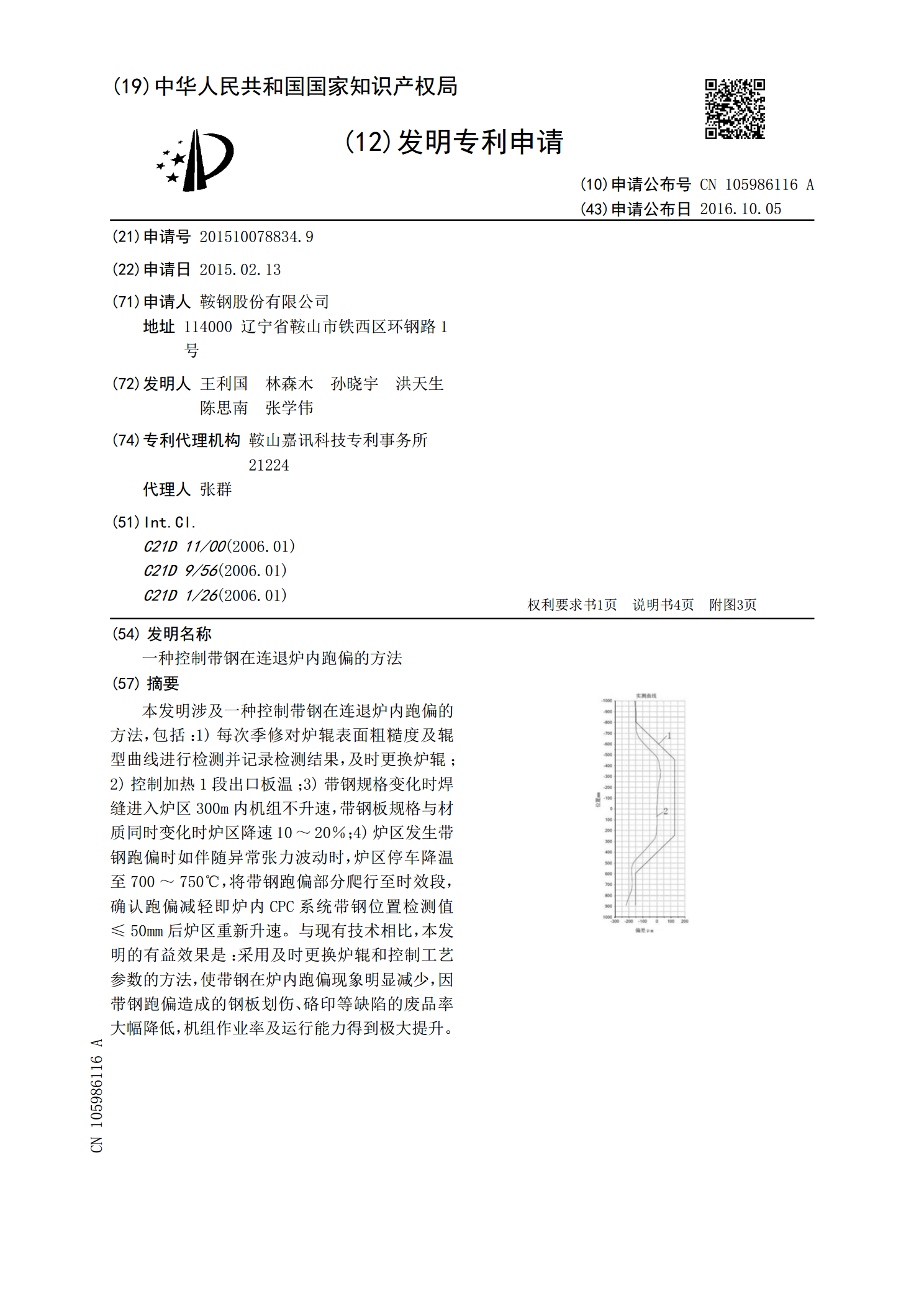
本发明涉及一种控制带钢在连退炉内跑偏的方法,包括:1)每次季修对炉辊表面粗糙度及辊型曲线进行检测并记录检测结果,及时更换炉辊;2)控制加热1段出口板温;3)带钢规格变化时焊缝进入炉区300m内机组不升速,带钢板规格与材质同时变化时炉区降速10~20%;4)炉区发生带钢跑偏时如伴随异常张力波动时,炉区停车降温至700~750℃,将带钢跑偏部分爬行至时效段,确认跑偏减轻即炉内CPC系统带钢位置检测值≤50mm后炉区重新升速。与现有技术相比,本发明的有益效果是:采用及时更换炉辊和控制工艺参数的方法,使带钢在炉内