
带钢处理线炉区停机后再启动控制方法.pdf

一只****ng

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢处理线炉区停机后再启动控制方法.pdf
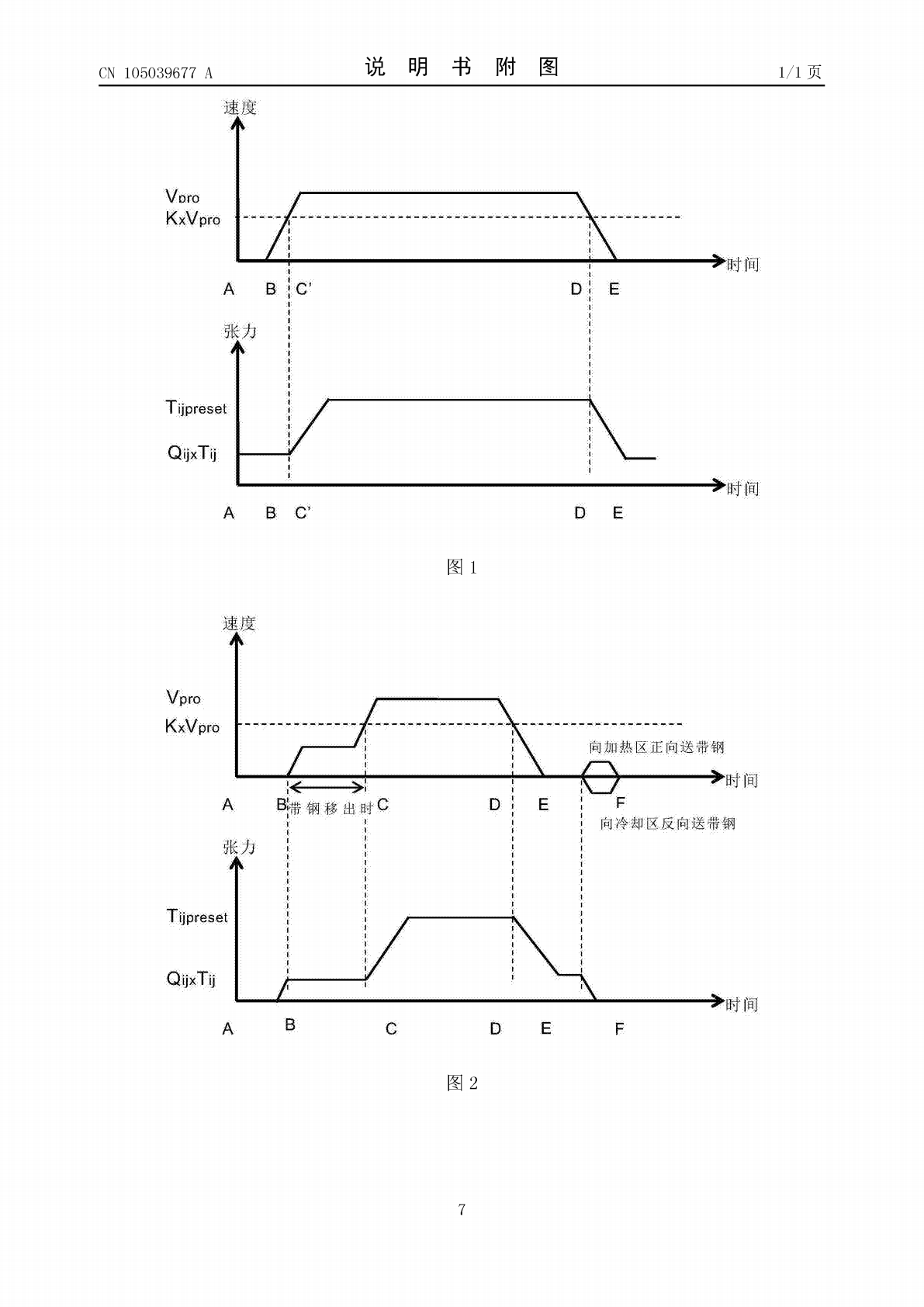
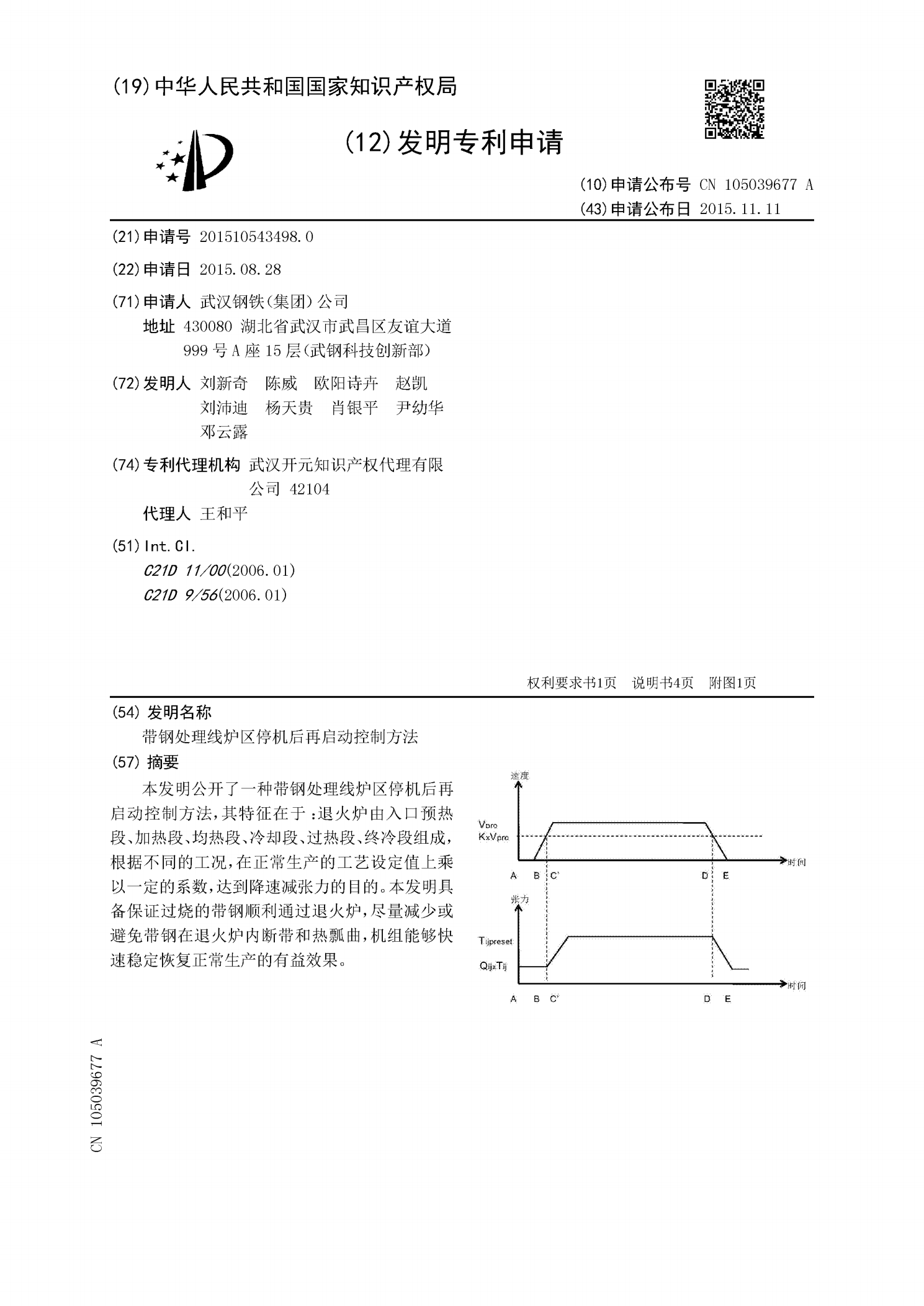
本发明公开了一种带钢处理线炉区停机后再启动控制方法,其特征在于:退火炉由入口预热段、加热段、均热段、冷却段、过热段、终冷段组成,根据不同的工况,在正常生产的工艺设定值上乘以一定的系数,达到降速减张力的目的。本发明具备保证过烧的带钢顺利通过退火炉,尽量减少或避免带钢在退火炉内断带和热瓢曲,机组能够快速稳定恢复正常生产的有益效果。
连退炉停机后带钢回送控制装置.pdf
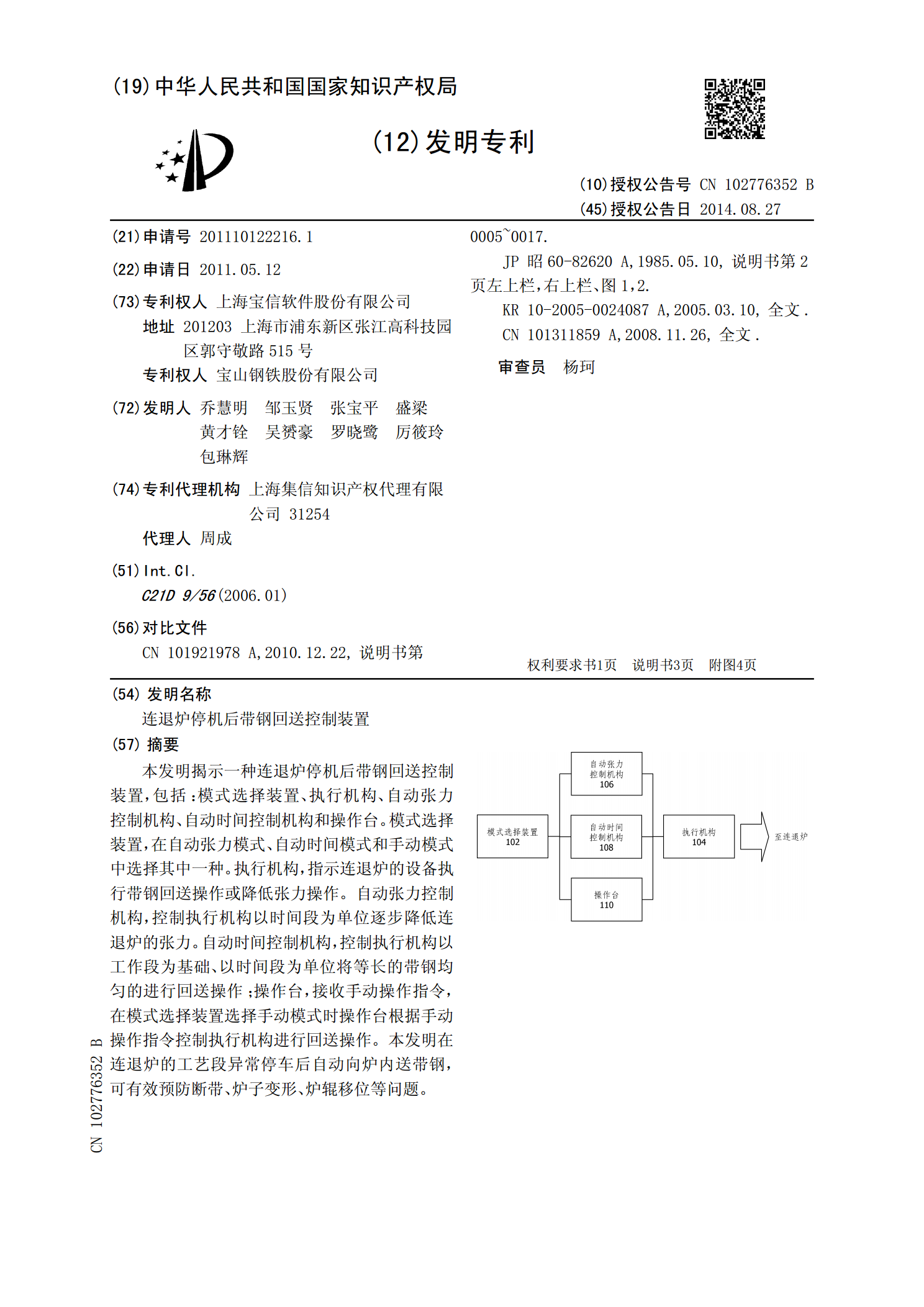
本发明揭示一种连退炉停机后带钢回送控制装置,包括:模式选择装置、执行机构、自动张力控制机构、自动时间控制机构和操作台。模式选择装置,在自动张力模式、自动时间模式和手动模式中选择其中一种。执行机构,指示连退炉的设备执行带钢回送操作或降低张力操作。自动张力控制机构,控制执行机构以时间段为单位逐步降低连退炉的张力。自动时间控制机构,控制执行机构以工作段为基础、以时间段为单位将等长的带钢均匀的进行回送操作;操作台,接收手动操作指令,在模式选择装置选择手动模式时操作台根据手动操作指令控制执行机构进行回送操作。本发明
一种热处理炉带钢缓慢冷却的控制方法.pdf
本发明公开了一种热处理炉带钢缓慢冷却的控制方法,涉及冶金技术领域,在缓慢冷却温度控制的前提下,所述方法包括:进行不同钢种的带钢与风机输出功率匹配控制;进行工艺速度与电加热输出功率匹配控制;维持缓慢冷却出口板温不变,并控制所述带钢温度在缓慢冷却出口板温工艺指标的下限区域之间。实现了在不同钢种及不同工艺速度运行时,缓慢冷却出口带钢温度始终处于平稳状态,将工艺指标控制在下限区域,最大限度降低风机与电加热输出功率,节约电耗成本的技术效果。
停炉不停机处理.pdf
停炉不停机处理:一、规程规定1、正常运行时炉膛吹扫时间应为300S,运行人员不得随意改动,防止锅炉发生吹扫不足而爆燃。2、当检查锅炉MFT保护动作原因不明或机组有明显缺陷不具备重新启动条件时要立即打闸停机。3、处理过程中,各项保护必须按要求全部投入,任何人不允许临时退出。4、在整个处理过程中要严密监视汽轮机胀差(18.98mm)、轴位移(正负1mm)、上下缸温差(50度)、各轴承振动(25.4丝)且瓦振(10丝)及轴瓦温度(1-4瓦113度,5-7瓦及推力瓦107度)等参数在规程规定的范围内,否则应打闸停
一种连退炉停机后快速送带的控制方法.pdf
本发明涉及一种连退炉停机后快速送带的控制方法,本实施例为加热炉具有预热段、加热段、均热段、冷却段、时效段、终冷却段,同时炉前设置有跳动辊、张紧辊组及压辊,炉后设置张紧辊组及压辊的连续退火炉提供一种连退炉炉前一键输送带钢的方法及装置;该方案将常规的现场多步操作简化为远程的“一键”操作,降低了生产操作人员的劳动强度,保证现场操作处置快速性,确保炉内带钢安全,具有省时省力,技术巧妙,实施简单的特征。该方案可以有效防止连退炉停机后带钢瓢曲和瓢曲恶化效应,大大降低停机后炉内断带事故发生。