
快走丝电火花加工用金属丝及其制备方法.pdf

Ja****23

1/7
2/7

3/7

4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
快走丝电火花加工用金属丝及其制备方法.pdf
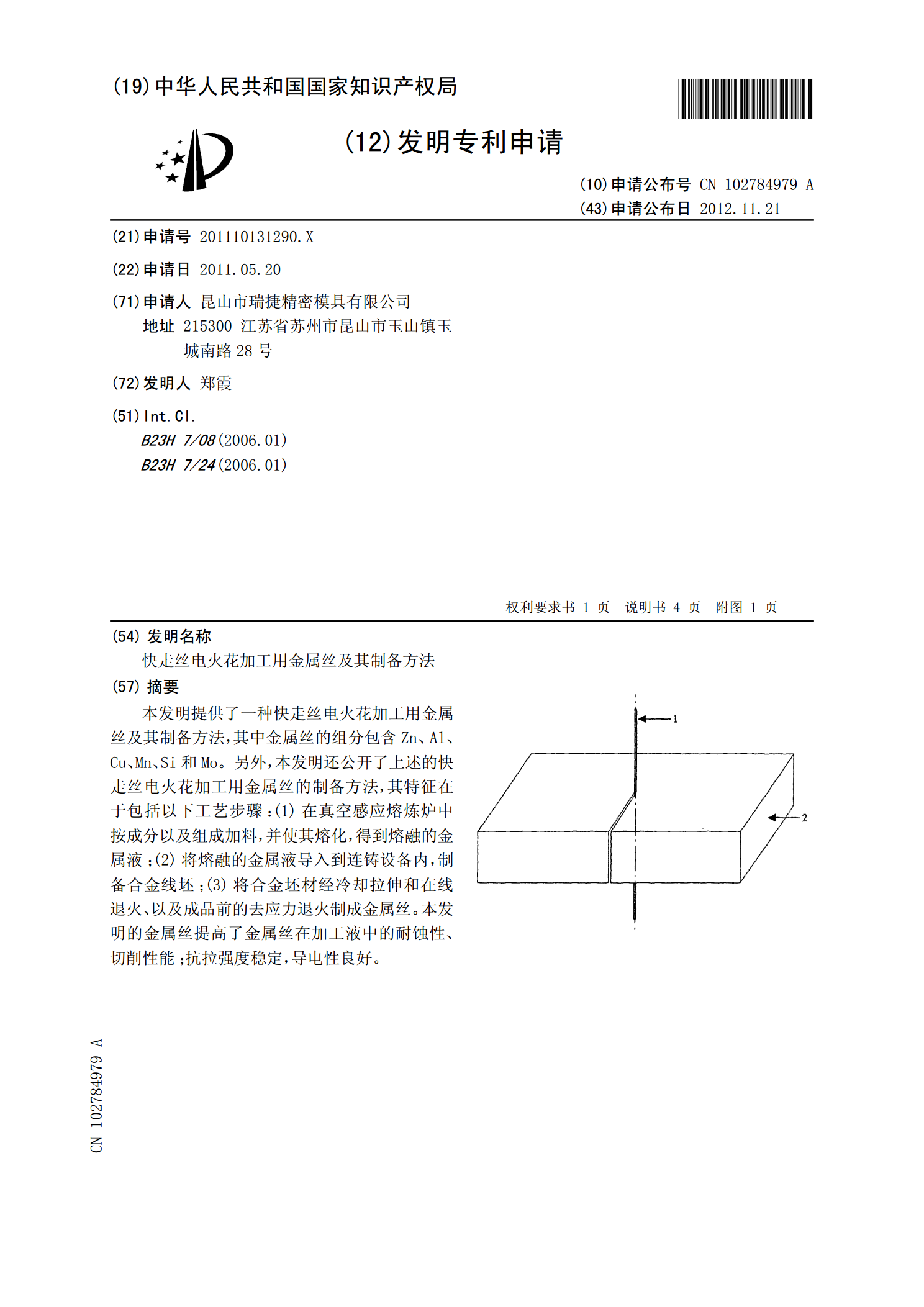
本发明提供了一种快走丝电火花加工用金属丝及其制备方法,其中金属丝的组分包含Zn、Al、Cu、Mn、Si和Mo。另外,本发明还公开了上述的快走丝电火花加工用金属丝的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成金属丝。本发明的金属丝提高了金属丝在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。
快走丝电火花加工用钼铜合金电极线及其制备方法.pdf
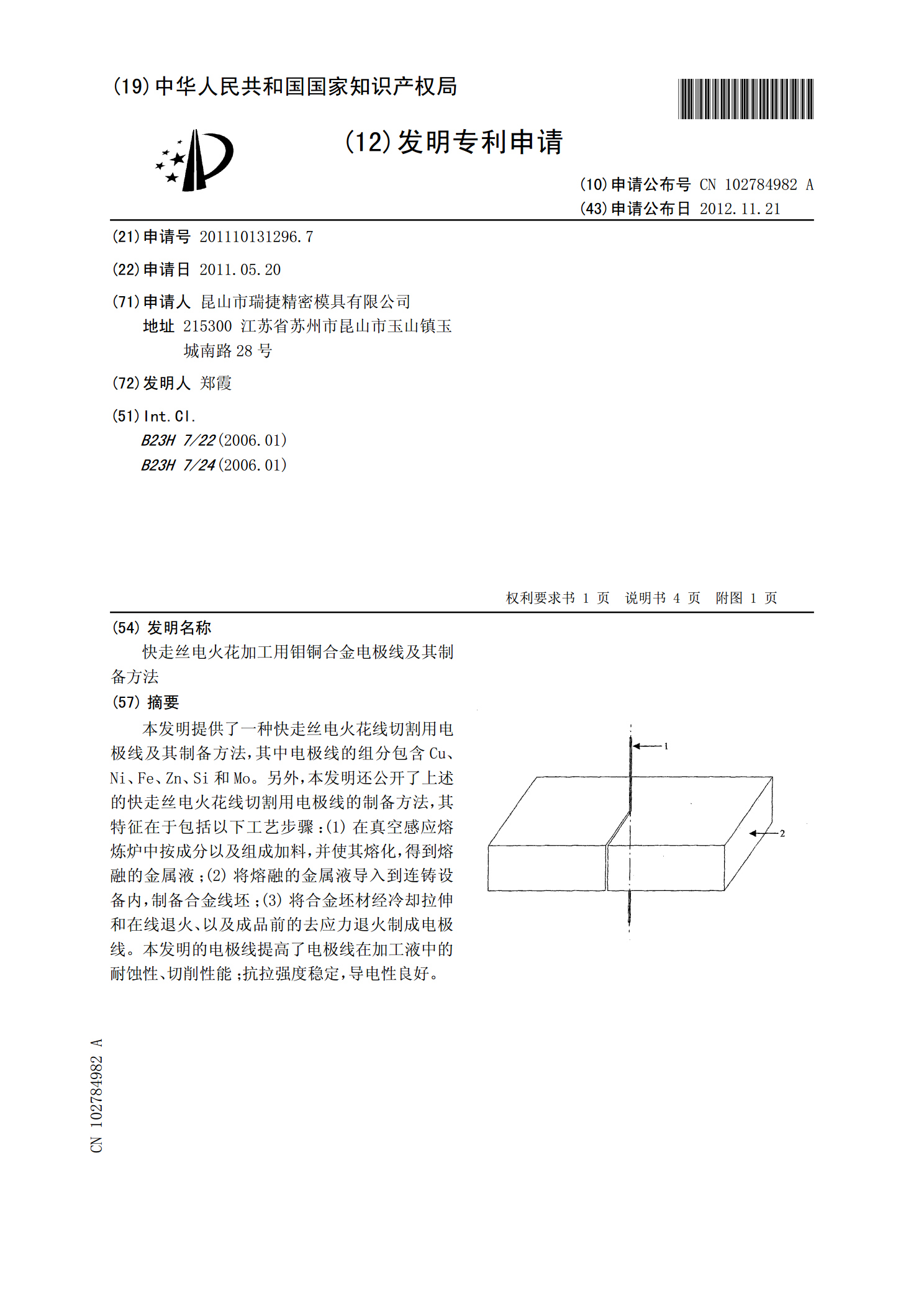
本发明提供了一种快走丝电火花线切割用电极线及其制备方法,其中电极线的组分包含Cu、Ni、Fe、Zn、Si和Mo。另外,本发明还公开了上述的快走丝电火花线切割用电极线的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成电极线。本发明的电极线提高了电极线在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。

慢走丝电火花线切割金属丝及其制备方法.pdf
本发明提供了一种慢走丝电火花线切割金属丝及其制备方法,其中金属丝的组分包含Zn、Al、Ni、Mn、Mo和Cu。另外,本发明还公开了上述的慢走丝电火花线切割金属丝的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成金属丝。本发明的金属丝提高了金属丝在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。

电火花数控线切割快走丝机床底座.pdf
本发明公开一种电火花数控线切割快走丝机床底座,包括底座本体,在所述底座本体下部设有滚轮,在所述底座本体下部还设有多个减震装置,其中,所述减震装置包括固定在所述底座本体下部的多个弹簧,在弹簧的底部设置一触地板,在所述触地板上均匀固定多个支撑柱;在所述底座本体的下部设置有凹槽,所述支撑柱插于凹槽内,且上下可活动。本发明通过新型的减震弹簧结构,对机床处于工作状态下起到很好的减震效果。

电火花快走丝机床导轮组件磨损分析及判断.docx
电火花快走丝机床导轮组件磨损分析及判断电火花快走丝机床导轮组件磨损分析及判断摘要:电火花快走丝机床导轮组件是机床的重要部件之一。在机床工作过程中由于各种因素的影响,导轮组件会产生不同程度的磨损。本文通过对电火花快走丝机床导轮组件磨损的分析和判断,探讨了磨损的原因、磨损的类型及对机床的影响,并提供了有效的预防措施。关键词:快走丝机床;导轮组件;磨损;预防一、引言随着制造业的快速发展,大量现代化机床被广泛应用于生产加工中。电火花快走丝机床是一种先进的制造设备。在机床工作过程中,导轮组件是机床的核心部件之一。其