
快走丝电火花加工用钼铜合金电极线及其制备方法.pdf

灵慧****89

1/7

2/7
3/7

4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
快走丝电火花加工用钼铜合金电极线及其制备方法.pdf
本发明提供了一种快走丝电火花线切割用电极线及其制备方法,其中电极线的组分包含Cu、Ni、Fe、Zn、Si和Mo。另外,本发明还公开了上述的快走丝电火花线切割用电极线的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成电极线。本发明的电极线提高了电极线在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。

慢走丝电火花线切割铜合金电极线及其制备方法.pdf
本发明提供了一种慢走丝电火花线切割铜合金电极线及其制备方法,其中电极线的组分包含Al、Zn、Ni、Mg、W和Cu。另外,本发明还公开了上述的慢走丝电火花线切割电极线的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成电极线。本发明的电极线提高了电极线在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。
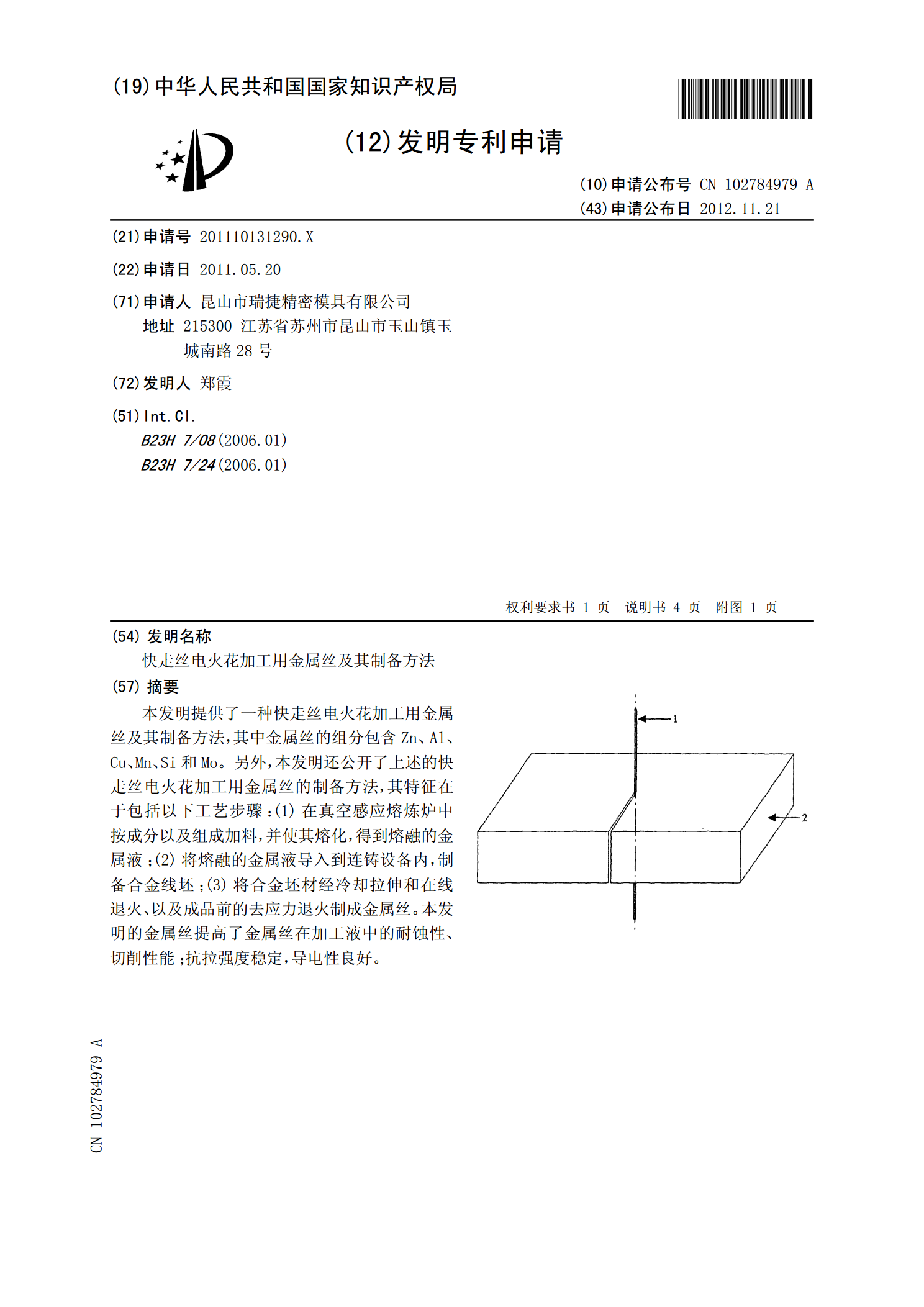
快走丝电火花加工用金属丝及其制备方法.pdf
本发明提供了一种快走丝电火花加工用金属丝及其制备方法,其中金属丝的组分包含Zn、Al、Cu、Mn、Si和Mo。另外,本发明还公开了上述的快走丝电火花加工用金属丝的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成金属丝。本发明的金属丝提高了金属丝在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。
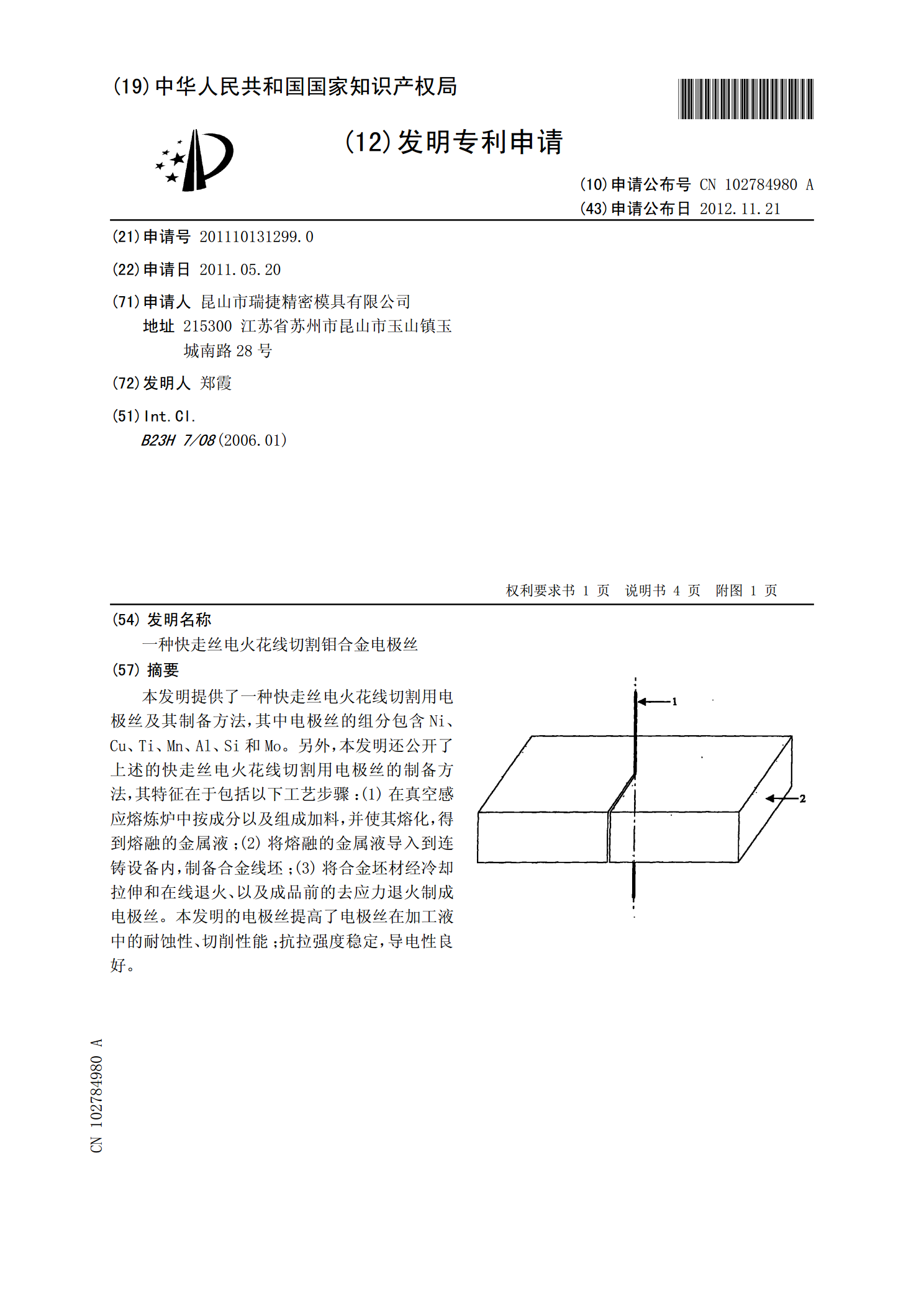
一种快走丝电火花线切割钼合金电极丝.pdf
本发明提供了一种快走丝电火花线切割用电极丝及其制备方法,其中电极丝的组分包含Ni、Cu、Ti、Mn、Al、Si和Mo。另外,本发明还公开了上述的快走丝电火花线切割用电极丝的制备方法,其特征在于包括以下工艺步骤:(1)在真空感应熔炼炉中按成分以及组成加料,并使其熔化,得到熔融的金属液;(2)将熔融的金属液导入到连铸设备内,制备合金线坯;(3)将合金坯材经冷却拉伸和在线退火、以及成品前的去应力退火制成电极丝。本发明的电极丝提高了电极丝在加工液中的耐蚀性、切削性能;抗拉强度稳定,导电性良好。
镍钼铜合金及其制备方法.pdf
本发明公开了一种镍钼铜合金,是用于冶炼管线钢、不锈钢、特种钢的合金化剂,该合金含有镍20-45%,钼1-8%,铜18-50%,碳小于0.5,硫小于0.05,磷小于0.05.硅小于2.0,余量为铁。其在管线钢等钢种冶炼时可以一次性投放,减轻了炉前工人的劳动强度。