
薄板坯生产厚度≤1.8mm的汽车用热轧酸洗钢及生产方法.pdf

书錦****by


1/9

2/9

3/9

4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄板坯生产厚度≤1.8mm的汽车用热轧酸洗钢及生产方法.pdf
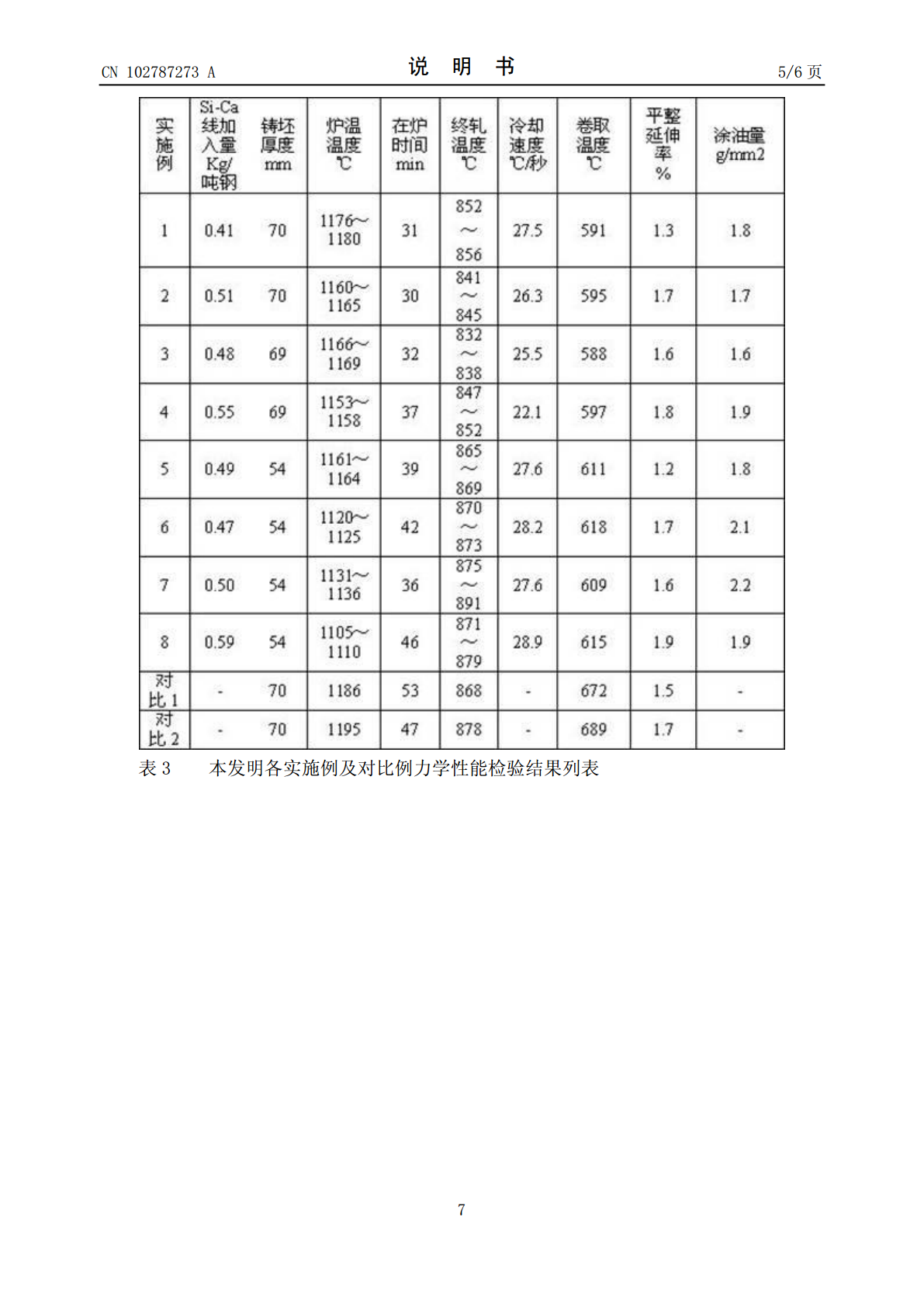
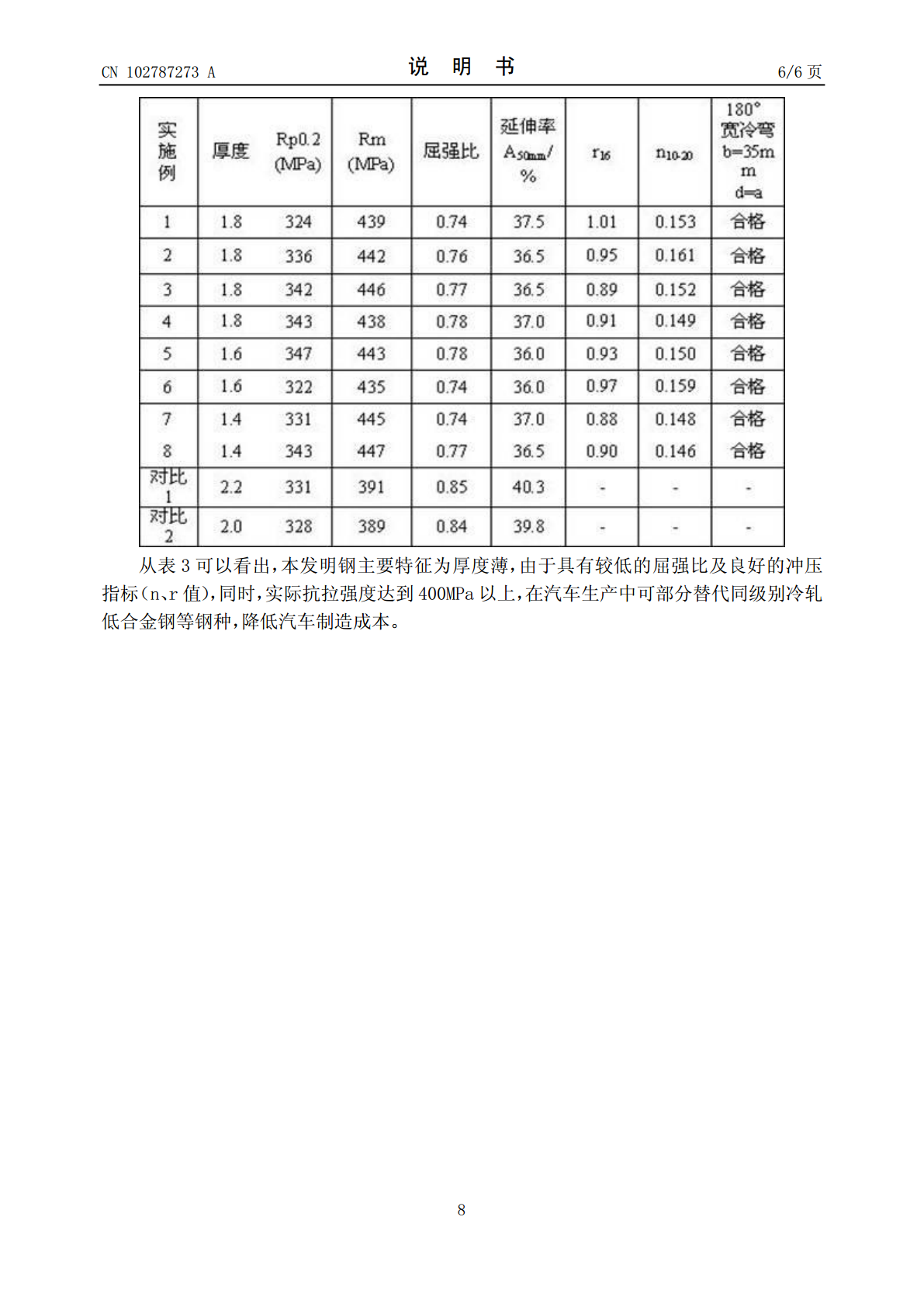
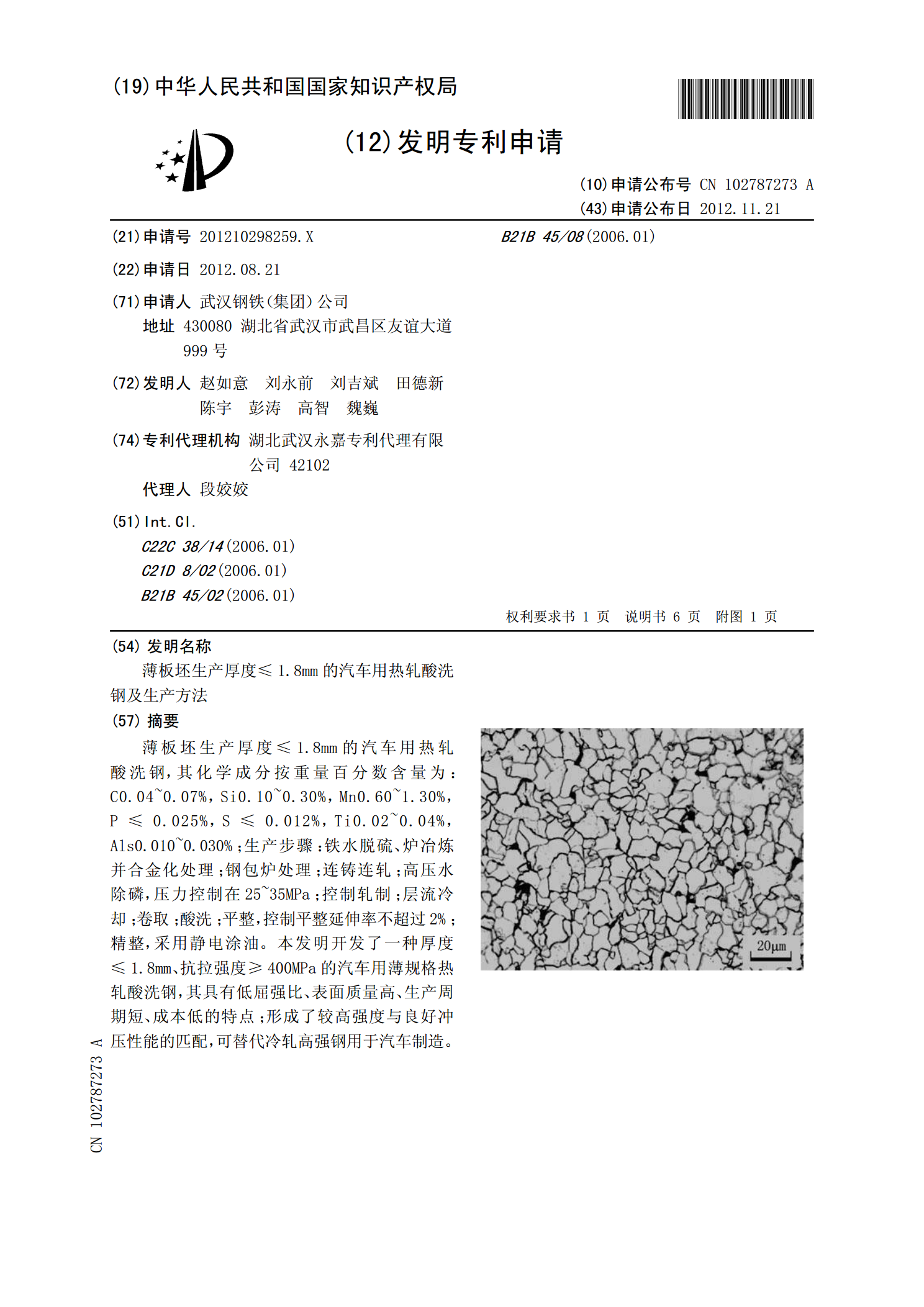
薄板坯生产厚度≤1.8mm的汽车用热轧酸洗钢,其化学成分按重量百分数含量为:C0.04~0.07%,Si0.10~0.30%,Mn0.60~1.30%,P≤0.025%,S≤0.012%,Ti0.02~0.04%,Als0.010~0.030%;生产步骤:铁水脱硫、炉冶炼并合金化处理;钢包炉处理;连铸连轧;高压水除磷,压力控制在25~35MPa;控制轧制;层流冷却;卷取;酸洗;平整,控制平整延伸率不超过2%;精整,采用静电涂油。本发明开发了一种厚度≤1.8mm、抗拉强度≥400MPa的汽车用薄规格热轧酸洗
一种极薄热轧酸洗钢板生产方法.pdf
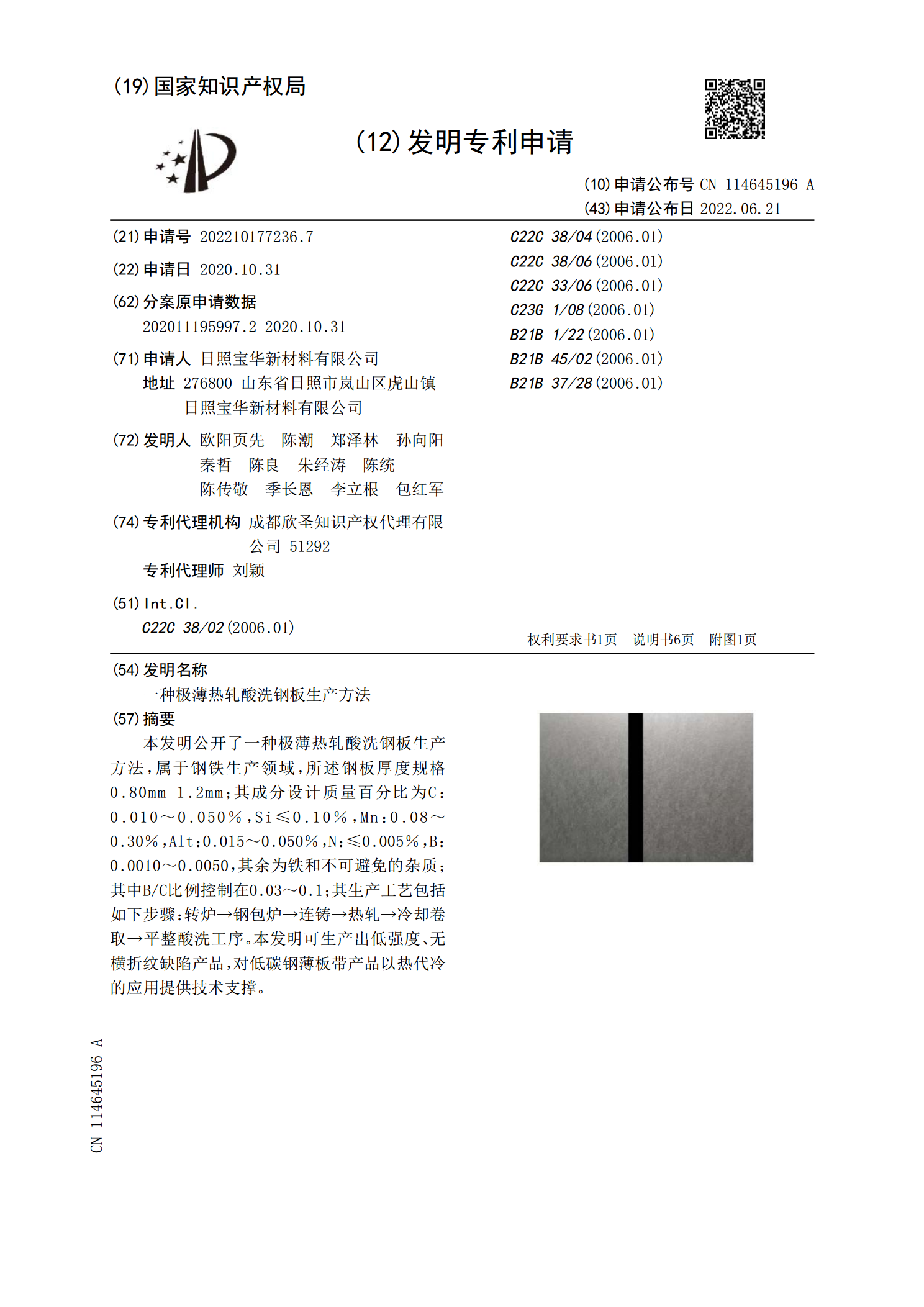
本发明公开了一种极薄热轧酸洗钢板生产方法,属于钢铁生产领域,所述钢板厚度规格0.80mm‑1.2mm;其成分设计质量百分比为C:0.010~0.050%,Si≤0.10%,Mn:0.08~0.30%,Alt:0.015~0.050%,N:≤0.005%,B:0.0010~0.0050,其余为铁和不可避免的杂质;其中B/C比例控制在0.03~0.1;其生产工艺包括如下步骤:转炉→钢包炉→连铸→热轧→冷却卷取→平整酸洗工序。本发明可生产出低强度、无横折纹缺陷产品,对低碳钢薄板带产品以热代冷的应用提供技术支撑。
一种高强汽车车轮用热轧酸洗双相钢及其生产方法.pdf
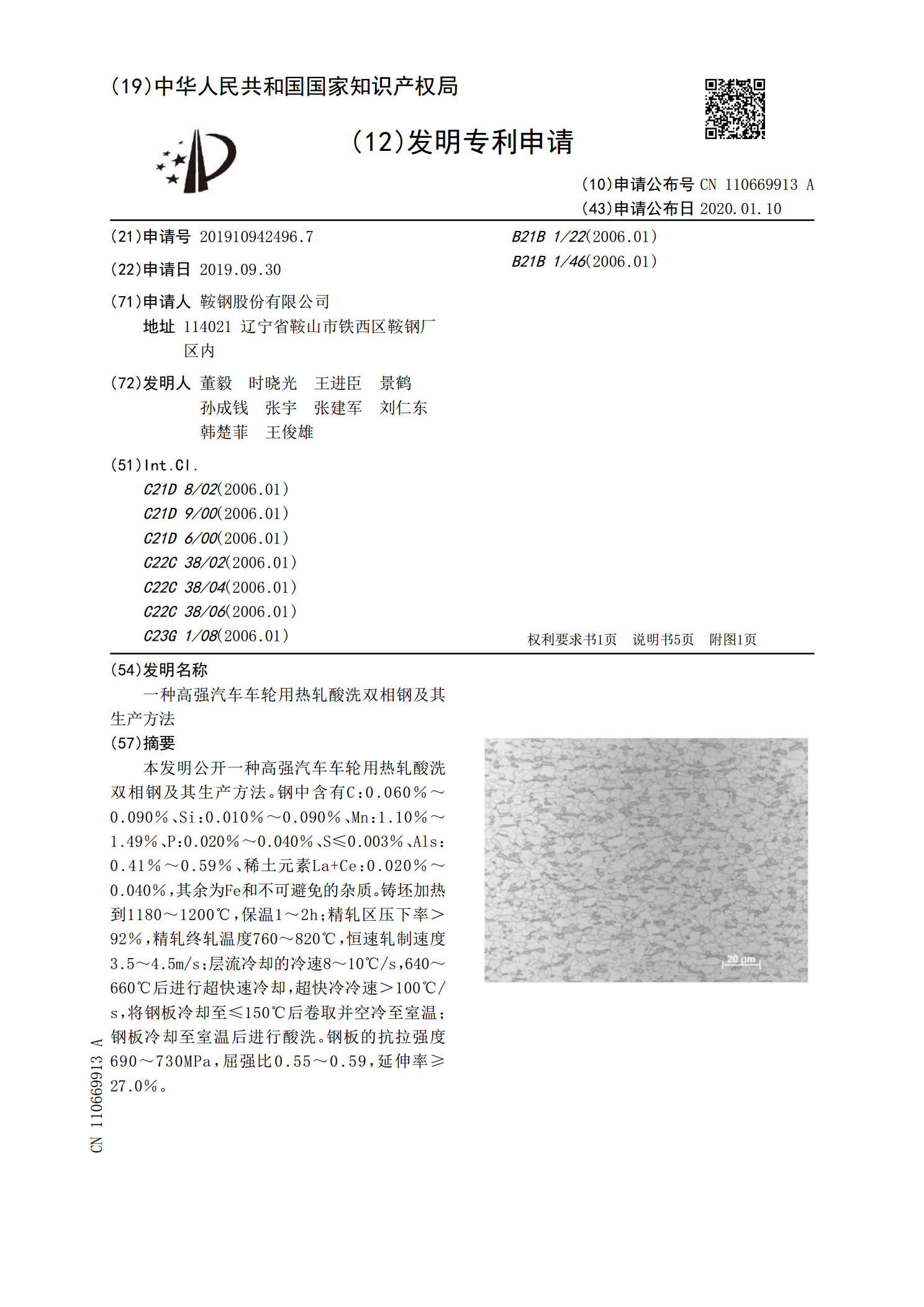
本发明公开一种高强汽车车轮用热轧酸洗双相钢及其生产方法。钢中含有C:0.060%~0.090%、Si:0.010%~0.090%、Mn:1.10%~1.49%、P:0.020%~0.040%、S≤0.003%、Als:0.41%~0.59%、稀土元素La+Ce:0.020%~0.040%,其余为Fe和不可避免的杂质。铸坯加热到1180~1200℃,保温1~2h;精轧区压下率>92%,精轧终轧温度760~820℃,恒速轧制速度3.5~4.5m/s;层流冷却的冷速8~10℃/s,640~660℃后进行超快速冷

一种热轧酸洗汽车板的生产方法.pdf
本发明公开了一种热轧酸洗汽车板的生产方法。该热轧酸洗汽车板含有的化学元素成分及其重量百分比为:C:0.02~0.04、Si≤0.05、Mn:0.20~0.30、P≤0.020、S≤0.020、Nb:0.010~0.020、Als:0.030~0.050,N≤0.008,余量为Fe及不可避免的杂质。其制备方法依次包括以下步骤:铁水预脱硫处理→转炉炼钢→钢包LF精炼→连铸→铸坯加热→粗轧→精轧→层流冷却→高温卷取→平整→酸洗→漂洗→涂油→卷取。本发明采用低碳、低锰、低硅成分设计,一方面降低了碳当量,提高钢板焊

一种440MPa级薄规格热轧酸洗汽车板的生产方法.pdf
本发明公开了一种440MPa级薄规格热轧酸洗汽车板的生产方法。该热轧酸洗汽车板含有的化学元素成分及其重量百分比为:C:0.07~0.09、Si≤0.05、Mn:1.00~1.20、P≤0.020、S≤0.020、Nb:0.010~0.020、Als:0.030~0.050、Ti:0.010~0.030,N≤0.008,余量为Fe及不可避免的杂质。其制备方法依次包括以下步骤:铁水预脱硫处理→转炉炼钢→钢包LF精炼→连铸→铸坯加热→粗轧→精轧→层流冷却→高温卷取→平整→酸洗→漂洗→涂油→卷取。本发明采用低温加