
薄壁圆筒直径及形状精度控制方法及其专用工具.pdf

一条****杉淑


1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
薄壁圆筒直径及形状精度控制方法及其专用工具.pdf
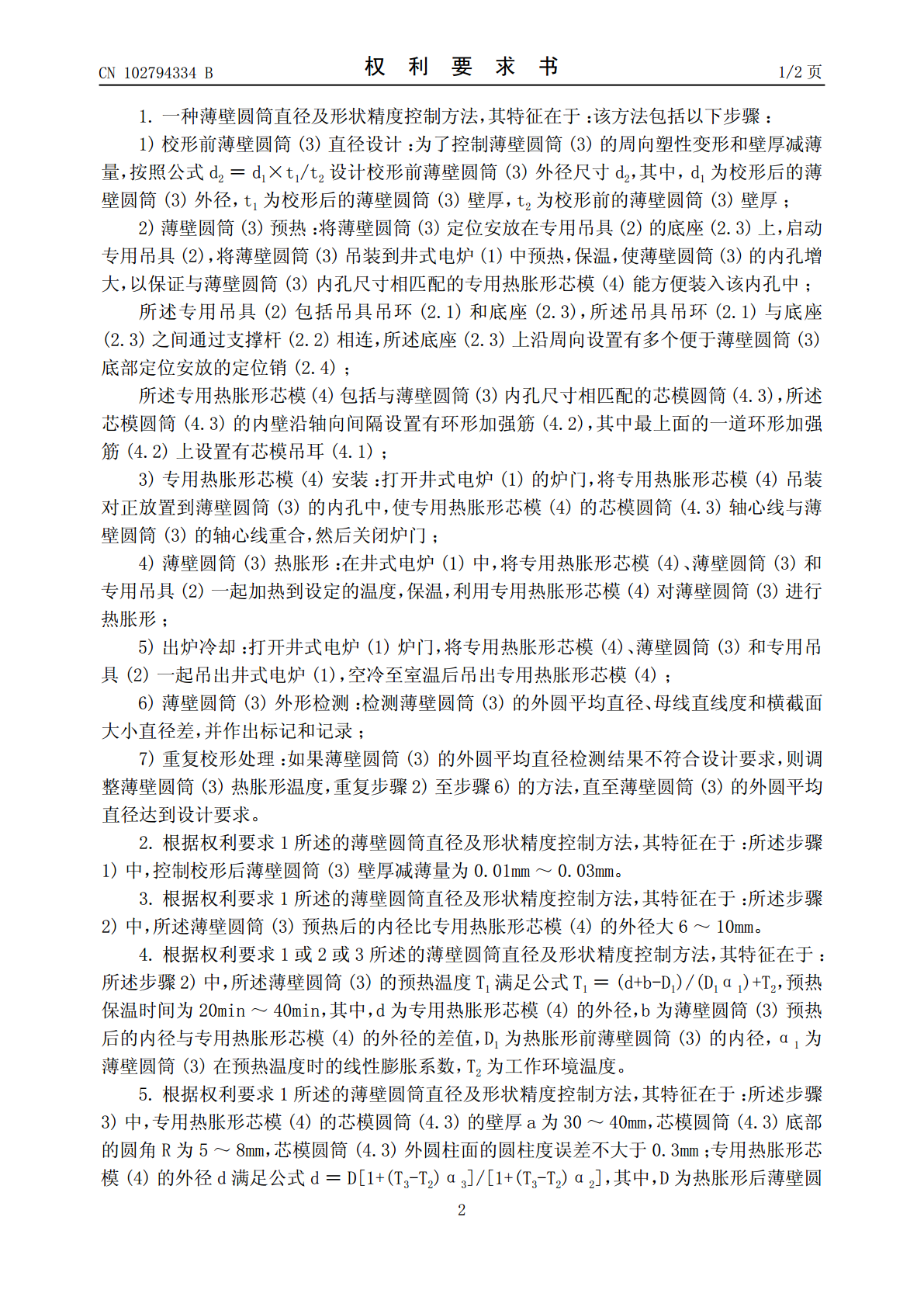
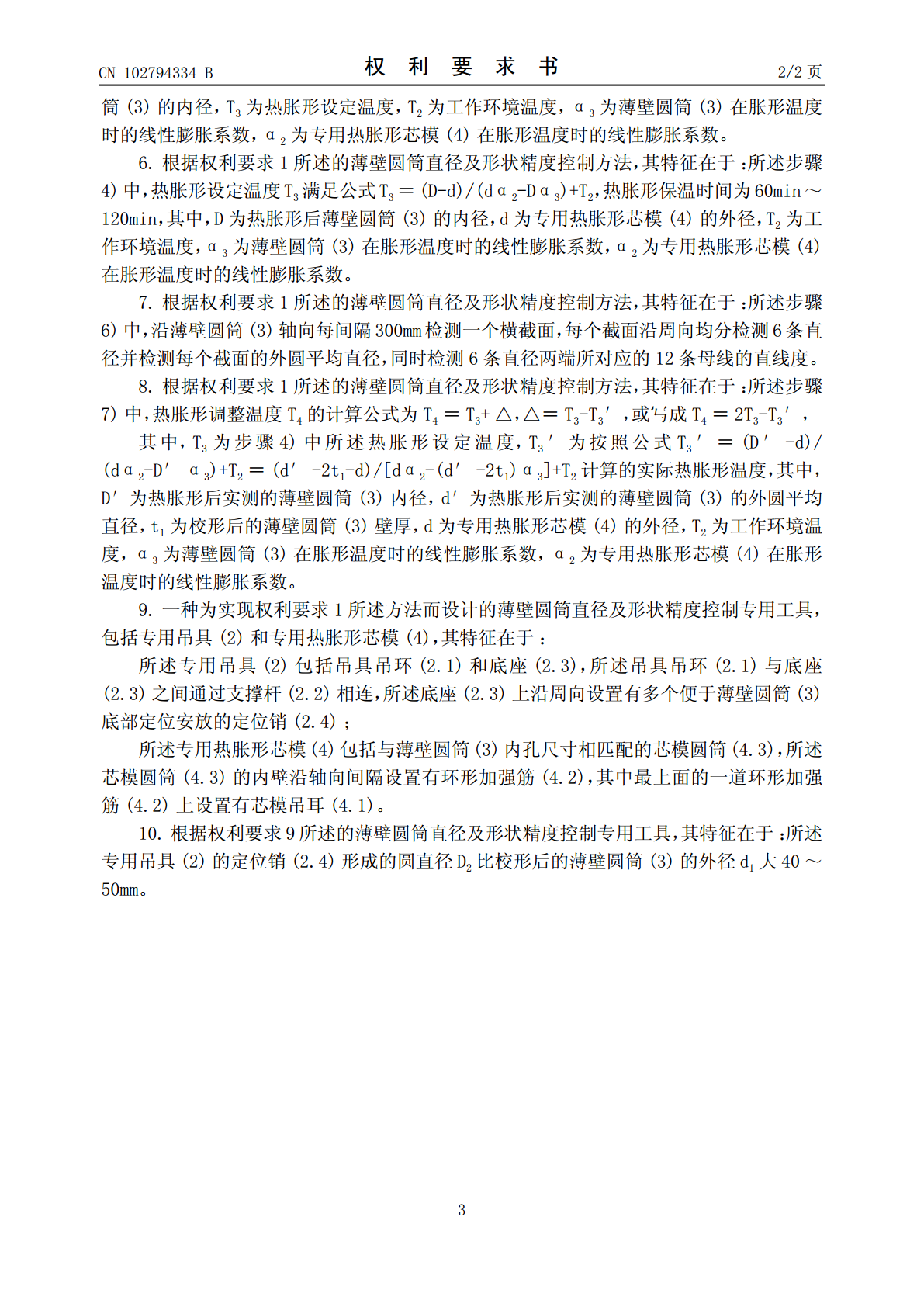
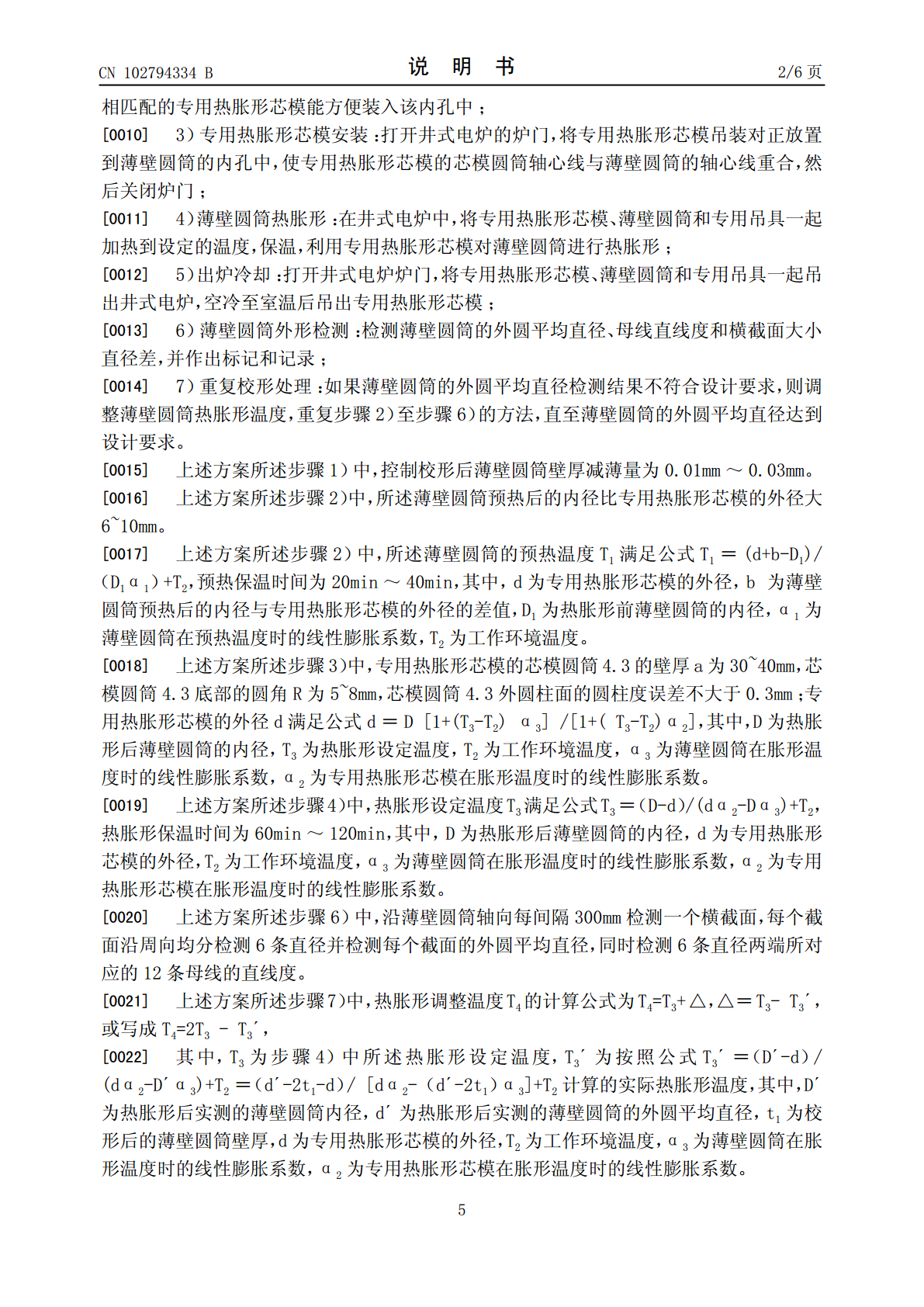
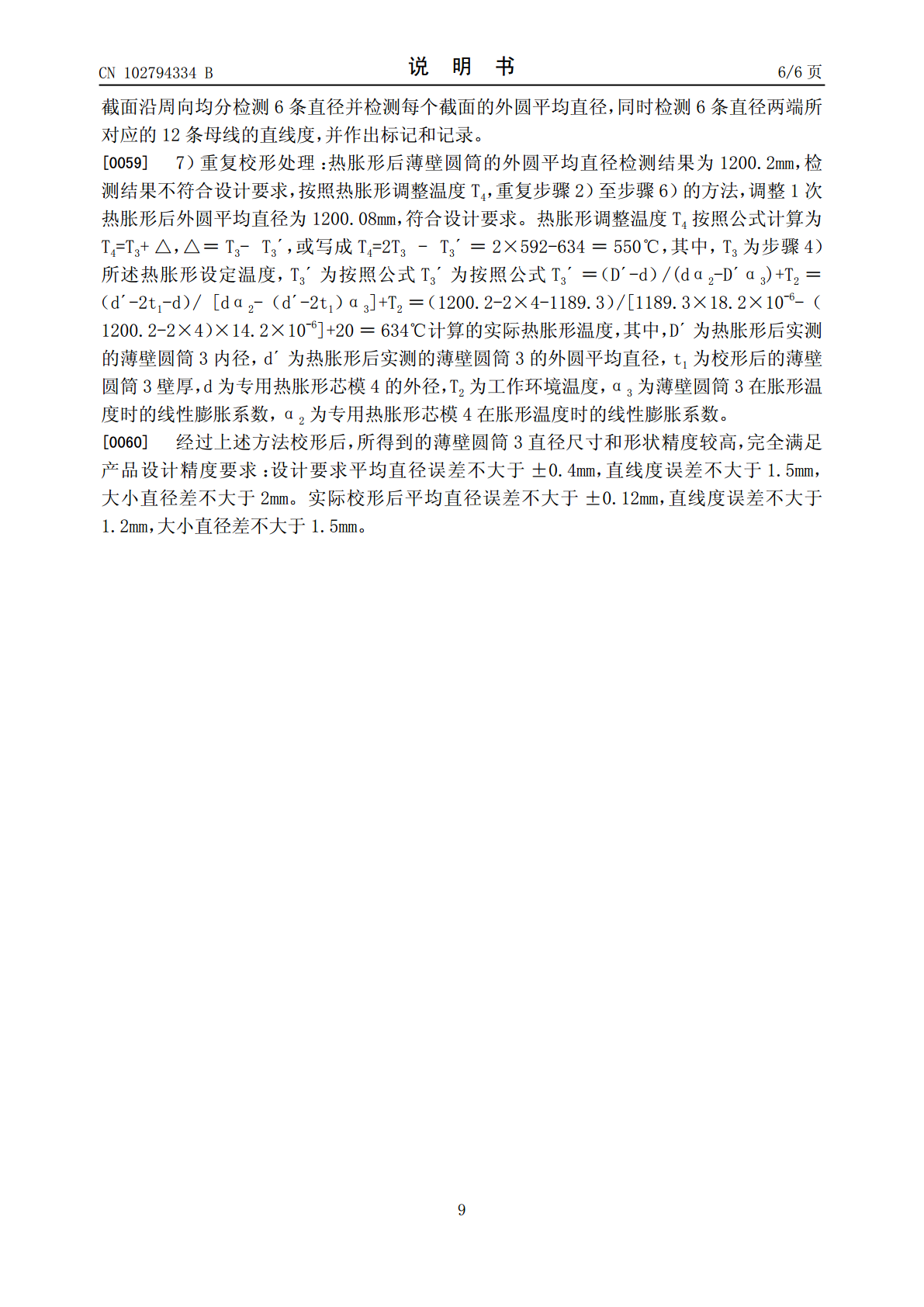
本发明公开了一种火箭燃烧室壳体薄壁圆筒的直径尺寸及形状精度的控制方法。它包括以下步骤:1)校形前薄壁圆筒直径设计;?2)薄壁圆筒预热;3)专用热胀形芯模安装;4)薄壁圆筒热胀形;5)出炉冷却;6)薄壁圆筒外形检测;7)重复校形处理。本发明通过专用热胀形芯模对薄壁圆筒进行具有适量塑性拉伸的定量热胀形,直径尺寸控制准确,形状校正效果良好。所得到的薄壁圆筒直径尺寸和形状精度较高,完全满足产品设计精度要求。?
超高强度钢薄壁圆筒形状精度的控制方法.pdf
本发明公开了一种超高强度钢薄壁圆筒形状精度的控制方法。它包括1)筒体外形检测;2)专用校形夹具的安装;3)形状稳定回火处理;4)出炉冷却;5)拆卸专用校形夹具及外形检测;6)重复校形处理。本发明在圆筒壳体淬火后,通过专用校形夹具对圆筒壳体校形后再进行回火稳定校形的形状。所得到的圆筒壳体形状精度较高,完全满足产品设计精度要求,校形后直线度误差不大于2.5mm,大小直径差不大于1.5mm。本发明的处理方法可用于固体火箭冲压发动机补燃室的圆筒壳体的形状精度控制。

薄壁圆筒焊接方法及薄壁圆筒焊接工装.pdf
本发明提供一种薄壁圆筒焊接方法,包括如下步骤:S1、焊接薄壁圆筒的主焊缝;S2、薄壁圆筒吊运至施焊位置;S3、确定加强圈的焊接位置;S4、薄壁圆筒内部安装多功能圆盘支撑架,并调整至薄壁圆筒的圆度满足要求;S5、加强圈与薄壁筒体套装,移动式悬桥焊接架的焊接平台移动至加强圈处;S6、焊接工人坐于焊接平台上焊接;S7、旋转薄壁圆筒至未焊接区域位于焊接平台的侧方;S8、重复步骤S6‑S7,至加强圈一圈全部与薄壁筒体焊接完成;S9、焊接平台沿薄壁圆筒的纵向移动至下一个加强圈焊接位置,重复步骤S5‑S8;S10、重复

防城十一十二泊位大直径薄壁圆筒预制施工总结.doc
大直径薄壁圆筒预制施工总结——黄朝科一、概况:防城港十一、十二泊位码头工程采用了钢筋砼大直径薄壁圆筒结构.本工程预制圆筒55个,其中九泊位37个,圆筒外径17.25m,壁厚30cm,分有底座和无底座两种,高度分别为8。95m、5。95m,重量分别为440t、230t。十泊位圆筒18个,为有底座圆筒,高难度12。95m,外径14.9m,壁厚30cm,重489。5t。二、施工工艺圆筒预制采用了滑模施工工艺其优点是滑升模板一次组装后可多次使用,节省投资,工期较短,更重要的是滑模施工工艺使砼的密实度、外观平整得到

一种大直径薄壁圆筒土工离心模型制作装置及制作方法.pdf
本发明提供一种大直径薄壁圆筒土工离心模型制作装置及制作方法,制作装置包括辅助圆筒、支撑杆以及从上向下依次连接的反力板、伸缩件和传力板,所述反力板安装在支撑杆上;所述辅助圆筒的侧壁设有用于下压大直径薄壁圆筒的压件。本发明提供的一种大直径薄壁圆筒土工离心模型制作装置及制作方法,可在常重力场中以最小扰动地基土的情况下完成大直径薄壁圆筒入土操作。