
单曲面玻璃成形钢化装置.pdf

小沛****文章

1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
单曲面玻璃成形钢化装置.pdf
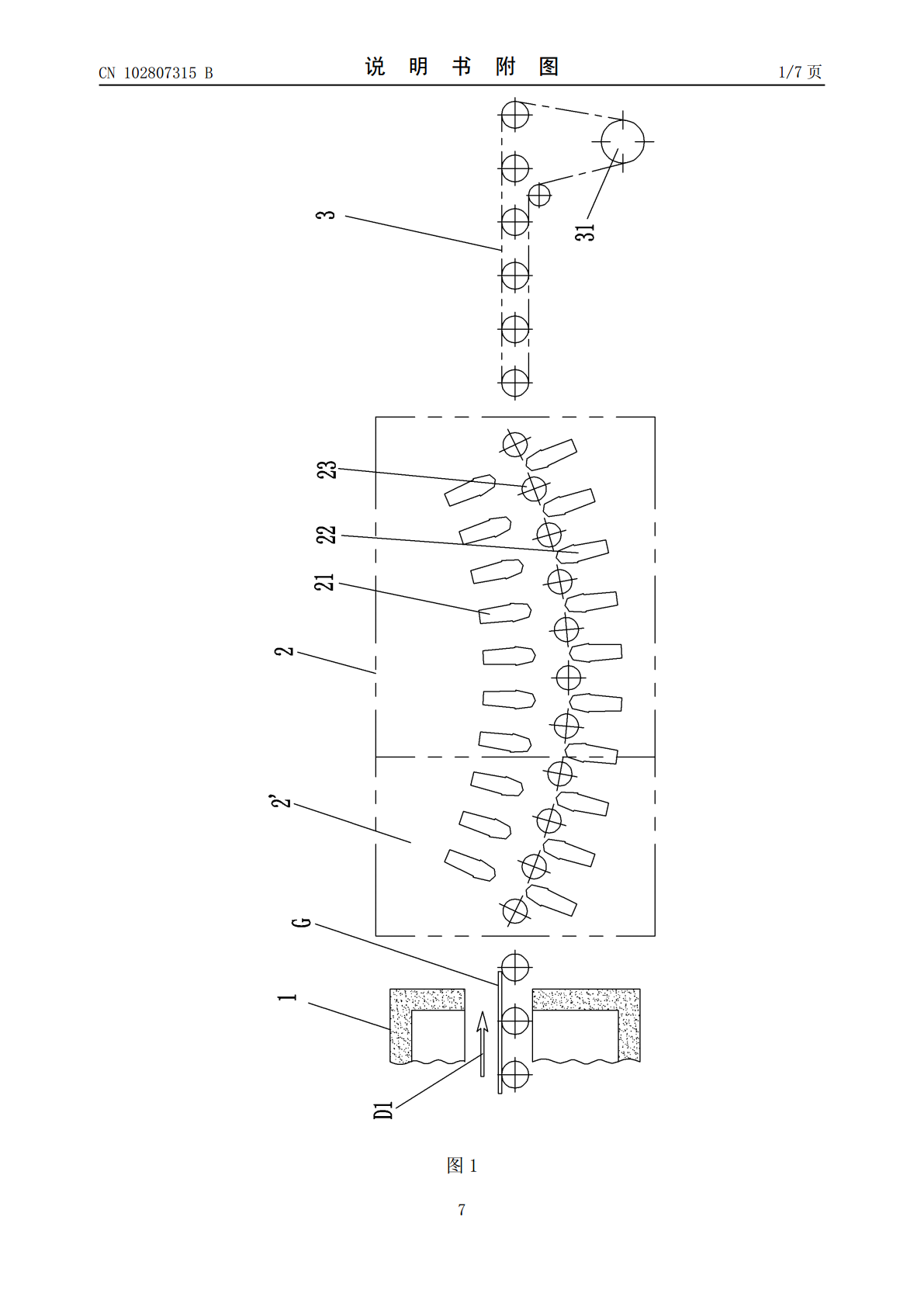
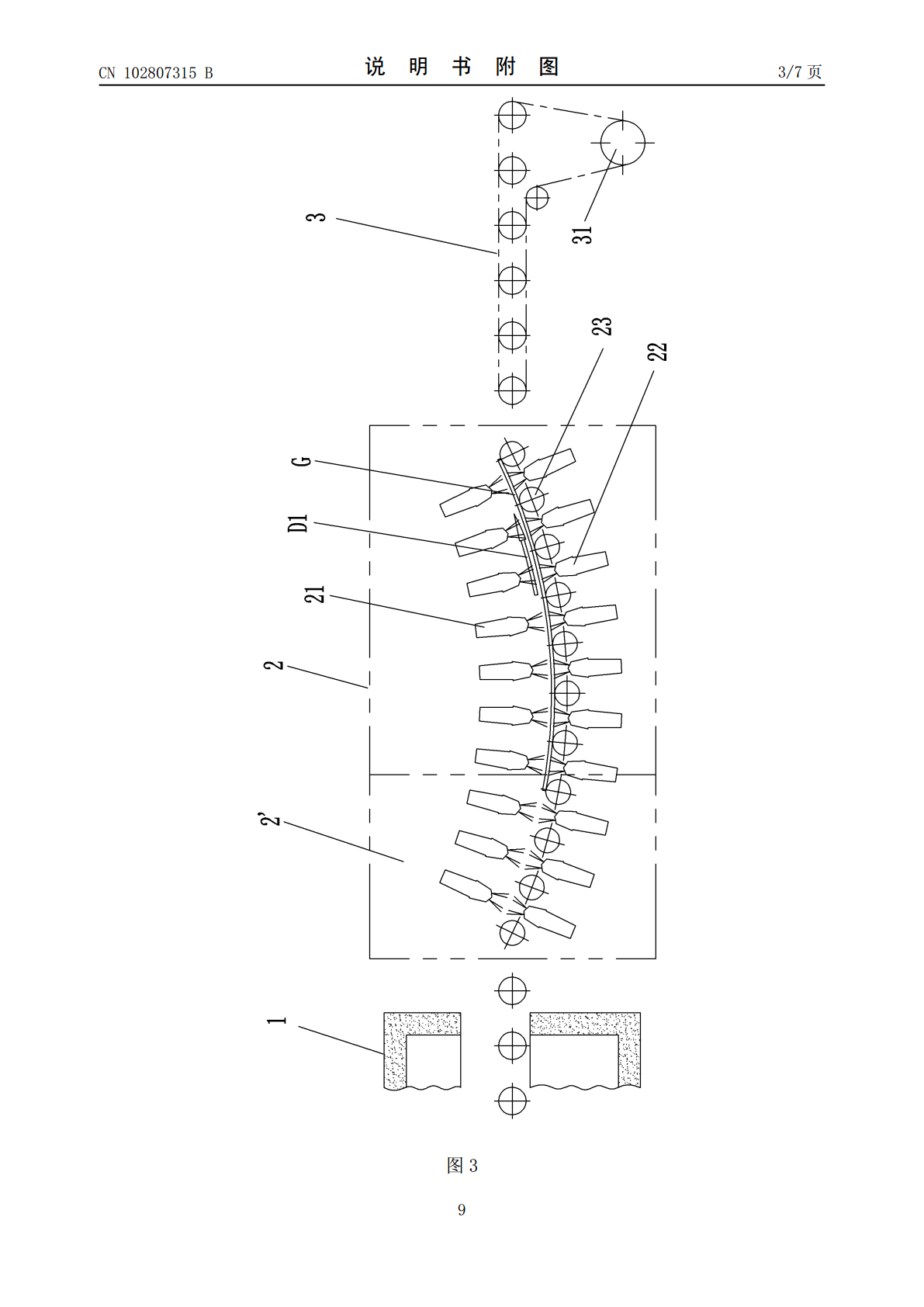
一种单曲面玻璃成形钢化装置,其包括有依次连接的加热段、成形钢化段和下片段;成形钢化段包含上风栅、下风栅和辊道,上风栅、下风栅和辊道弧形设置;沿着玻璃的进给方向,玻璃依次经过加热段的最后一根辊道、成形钢化段的入端辊道、成形钢化段处于中间位置的辊道、成形钢化段的出端辊道以及下片段的第一根辊道;处于中间位置的辊道在竖直方向低于成形钢化段的入端辊道和出端辊道,成形钢化段的入端辊道与加热段最后一根辊道在同一高度,而成形钢化段的出端辊道与下片段第一根辊道在同一高度。本发明不仅能够大大缩短玻璃出炉到开始吹风的时间,提高
全曲面钢化玻璃成型装置及钢化炉.pdf
本发明公开了一种全曲面钢化玻璃成型装置,其技术方案要点是,包括多根能够形成不同弧度的传送辊和位于传送辊的两轴端与驱动装置联动的联动机构;传送辊包括:支撑体,该支撑体的轴向方向上布置有若干轴座;软轴,转轴的轴体转动连接至轴座内,且两端受限制的轴向活动在轴座上;滚动件,规律布置在轴体的轴线上随软轴转动而转动;固定件,滑移连接至支撑体上,轴座固定至固定件的端部上;调节机构,使固定件相对支撑体移动,用于调节各个轴座高度;并由锁止机构锁定轴座高度。技术效果是:1、对于不同曲面的钢化玻璃,只需调整滚动件的高度,形成不
一种曲面成形玻璃输送托辊装置.pdf
一种曲面成形玻璃输送托辊装置,包括相对设置的两个支承机架,两个支承机架之间设有折线轴,折线轴上通过滚动轴承安装有多个单元托辊;每个单元托辊的两端向内设有环形凹槽、多个盲孔,滚动轴承放置在该凹槽内且滚动轴承的外圈与凹槽的底部固接,其内圈通过轴用弹簧卡环与折线轴紧固实现轴向定位;相邻的两个单元托辊通过多个柔性联轴棒连接实现同时转动,每个柔性联轴棒的端部插入到对应的盲孔内;最外侧的单元托辊靠近支承机架的端部固设有齿轮,齿轮由传动机构驱动。采用本发明提出的托辊装置,在输送过程中多个单元托辊的外圆柱面都和玻璃的外曲

玻璃成形装置.pdf
本发明涉及一种用于成形玻璃板的方法,该玻璃板上有反射性低发射率的涂层,该方法包括以下步骤:(i)将被涂覆的玻璃板定位在炉进口处;(ii)传送被涂覆的玻璃板通过炉,以便将玻璃板加热至适合成形的温度;(iii)将被涂覆的玻璃板传递至用于支承被涂覆的玻璃板的第一弯曲工具上,该第一弯曲工具有固定壁以及第一、第二和第三可运动壁;(iv)使得第一、第二和第三可运动壁中的至少一个运动,以便使得被涂覆的玻璃板在第一弯曲工具环上的位置从第一位置调节至第二位置;以及(v)在第一弯曲工具和模具之间成形被涂覆的玻璃板。本发明还公
钢化炉成型区玻璃吹起控制装置及钢化炉玻璃吹起设备.pdf
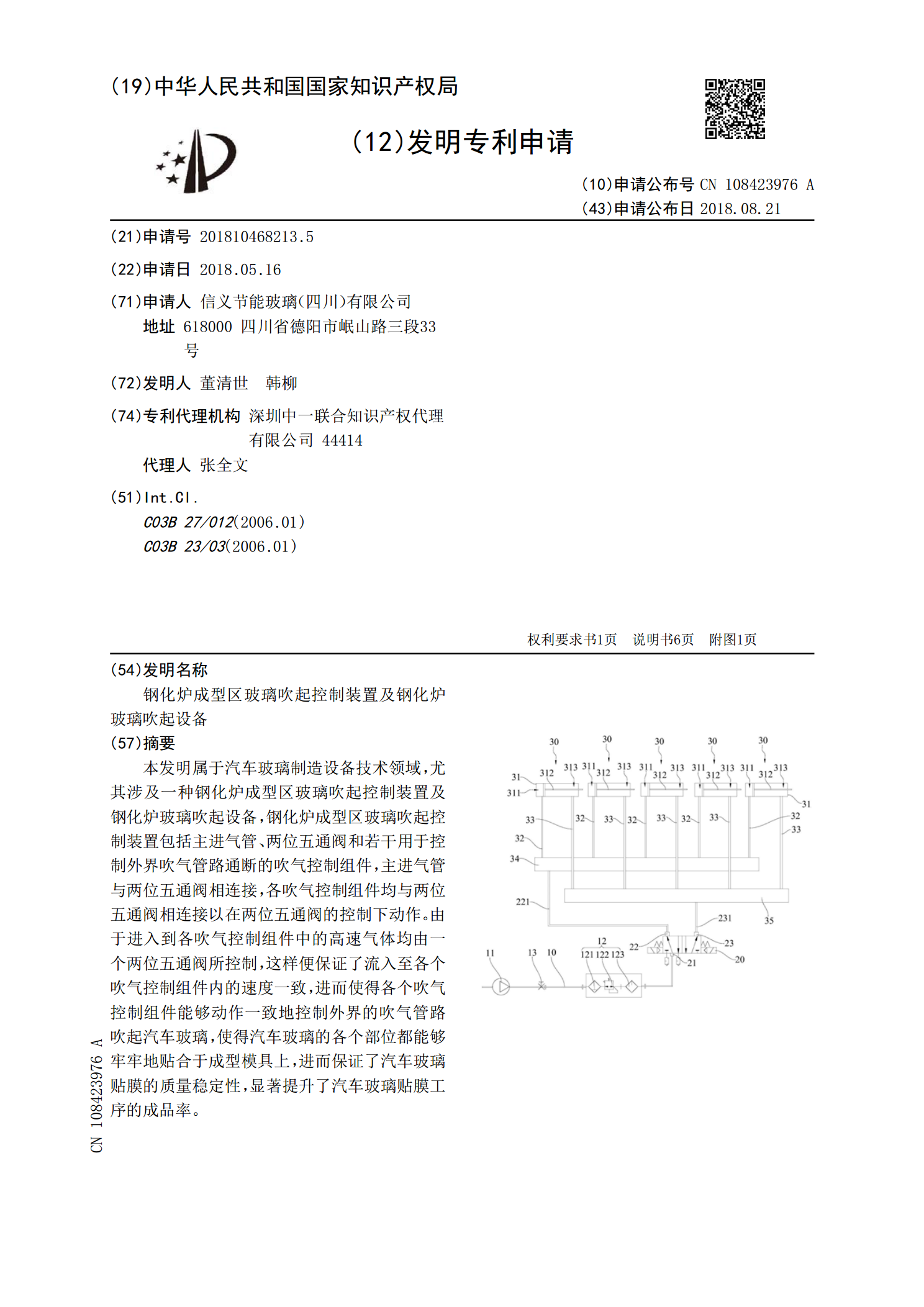
本发明属于汽车玻璃制造设备技术领域,尤其涉及一种钢化炉成型区玻璃吹起控制装置及钢化炉玻璃吹起设备,钢化炉成型区玻璃吹起控制装置包括主进气管、两位五通阀和若干用于控制外界吹气管路通断的吹气控制组件,主进气管与两位五通阀相连接,各吹气控制组件均与两位五通阀相连接以在两位五通阀的控制下动作。由于进入到各吹气控制组件中的高速气体均由一个两位五通阀所控制,这样便保证了流入至各个吹气控制组件内的速度一致,进而使得各个吹气控制组件能够动作一致地控制外界的吹气管路吹起汽车玻璃,使得汽车玻璃的各个部位都能够牢牢地贴合于成型