
热轧带钢连续还原除鳞方法及其装置.pdf

是你****馨呀

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
热轧带钢连续还原除鳞方法及其装置.pdf
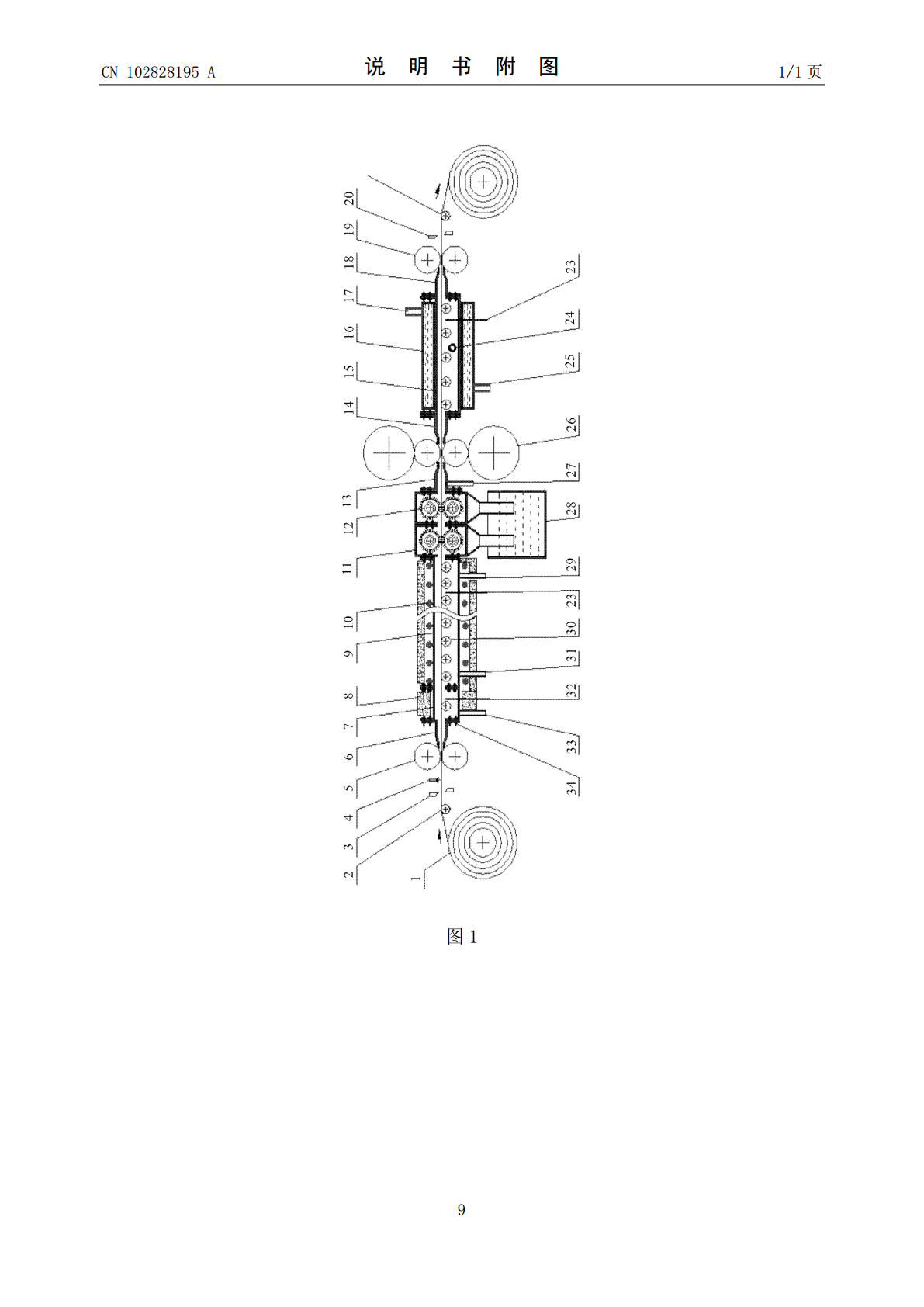
本发明公开了一种热轧带钢连续还原除鳞方法及其装置,方法包括:加热前的扫炉;充还原气体;加热;上料;还原;表面处理;平整轧制;冷却。装置包括:入口导向辊、入口剪切机、焊接机、夹送辊、入口导嘴、惰性气体密封段炉体、保温层、还原段炉体、加热器、表面清理段炉体、钢丝刷、轧机入口导卫、轧机出口导卫、冷却段箱体、冷却水箱、冷却水出口、出口导嘴、导出辊、出口剪切机、出口导向辊、还原后的带钢卷、测温仪、氮气充入管道、冷却水入口、平整轧机、铁屑收集槽、还原气体充入管道、炉内支撑辊道、氧气探头、密封气体充入管道、连接螺栓。利

现代热轧带钢除鳞技术.docx
现代热轧带钢除鳞技术现代热轧带钢除鳞技术摘要:热轧带钢除鳞是生产过程中的关键环节,直接影响到带钢表面质量和性能。本文通过分析传统的除鳞方法存在的问题,介绍了现代热轧带钢除鳞技术的发展现状和应用情况,并重点阐述了激光除鳞、喷丸除鳞和化学除鳞等新技术的原理及优缺点,为热轧带钢除鳞技术的进一步研究和应用提供了参考。关键词:热轧带钢;除鳞;激光;喷丸;化学1.引言热轧带钢是现代工业生产中常用的一种重要材料,广泛应用于汽车制造、建筑结构等领域。然而,在热轧带钢的生产过程中,由于高温条件下的氧化作用和表面杂质的存在,
一种热轧棒材高压水除鳞系统及除鳞方法.pdf
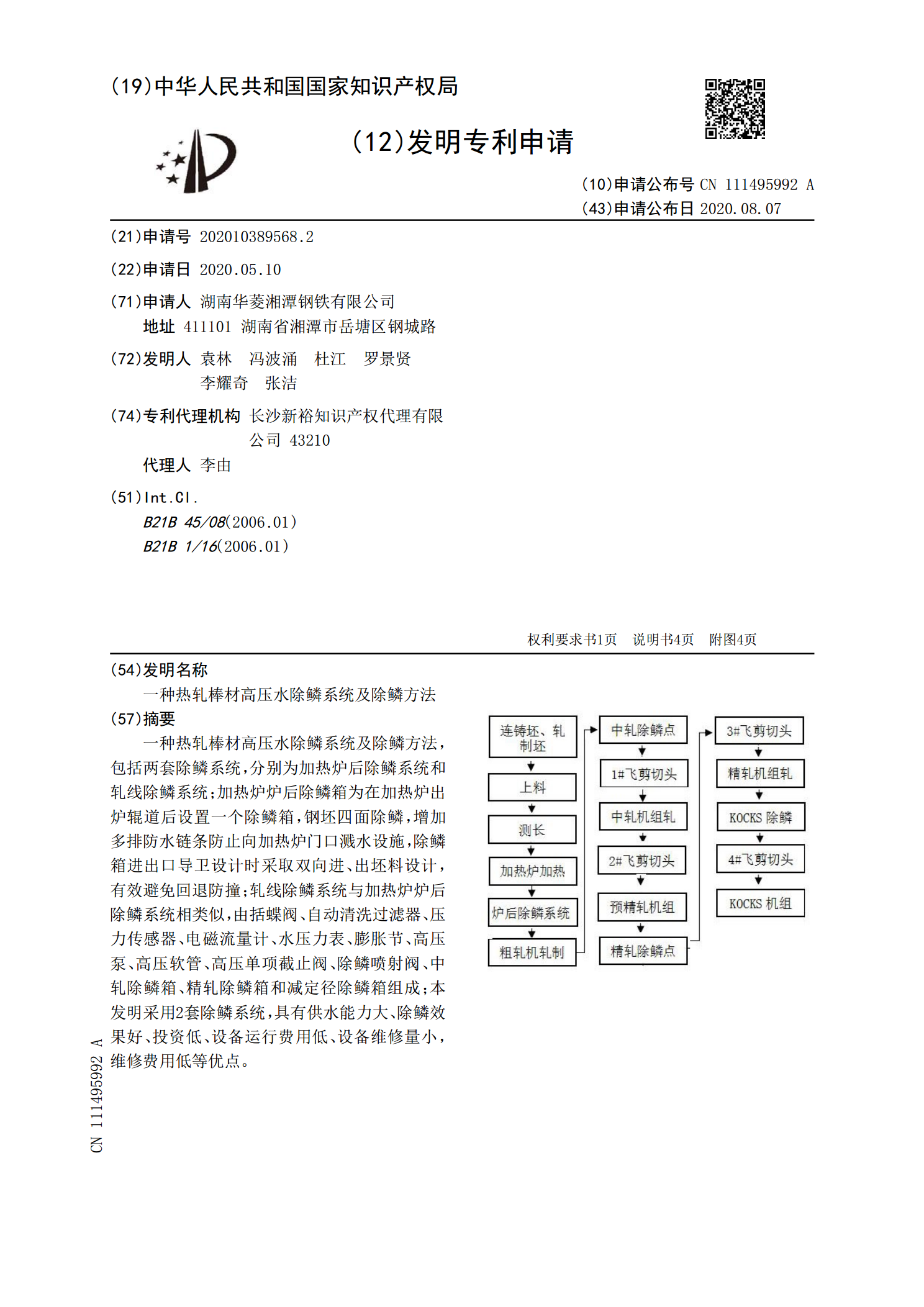
一种热轧棒材高压水除鳞系统及除鳞方法,包括两套除鳞系统,分别为加热炉后除鳞系统和轧线除鳞系统;加热炉炉后除鳞箱为在加热炉出炉辊道后设置一个除鳞箱,钢坯四面除鳞,增加多排防水链条防止向加热炉门口溅水设施,除鳞箱进出口导卫设计时采取双向进、出坯料设计,有效避免回退防撞;轧线除鳞系统与加热炉炉后除鳞系统相类似,由括蝶阀、自动清洗过滤器、压力传感器、电磁流量计、水压力表、膨胀节、高压泵、高压软管、高压单项截止阀、除鳞喷射阀、中轧除鳞箱、精轧除鳞箱和减定径除鳞箱组成;本发明采用2套除鳞系统,具有供水能力大、除鳞效果

热轧高强钢汽车板除鳞方法.pdf
本发明公开了一种热轧高强钢汽车板除鳞方法,板坯加热步骤:所述板坯在加热炉内依次经第一加热段、第二加热段和均热段加热至1200℃~1220℃后出炉,在炉时间≤180min,在所述均热段的均热时间≤30min,所述板坯在所述第二加热段出口的温度为1110~1150℃;粗轧步骤:所述板坯进入粗轧区进行粗除鳞和粗轧,形成中间坯;精轧步骤:精轧入口除鳞集管开启双排对所述中间坯在进行精轧除鳞之后,所述中间坯进入精轧机组进行精轧,其中,所述精轧除鳞的除鳞压力19~22MPa,控制所述中间坯在精轧入口温度为950‑101

一种带钢射流除鳞工艺控制方法、控制装置及设备.pdf
本发明公开了一种带钢射流除鳞工艺控制方法,包括获得鳞皮残留率、表面粗糙度;根据鳞皮残留率获取第一状态信息;根据表面粗糙度获取第二状态信息;根据第一状态信息和第二状态信息确定控制策略;根据控制策略,调整除鳞工艺参数;本发明通过检测表面鳞皮残留率和表面粗糙度两个指标,并根据指标实际值与预设值的偏差来对除鳞相关工艺参数进行自动调控,从而获得最佳的除鳞表面质量。本发明还提供了一种带钢射流除鳞工艺控制装置和一种带钢射流除鳞设备。