
热轧高强钢汽车板除鳞方法.pdf

岚风****55

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热轧高强钢汽车板除鳞方法.pdf
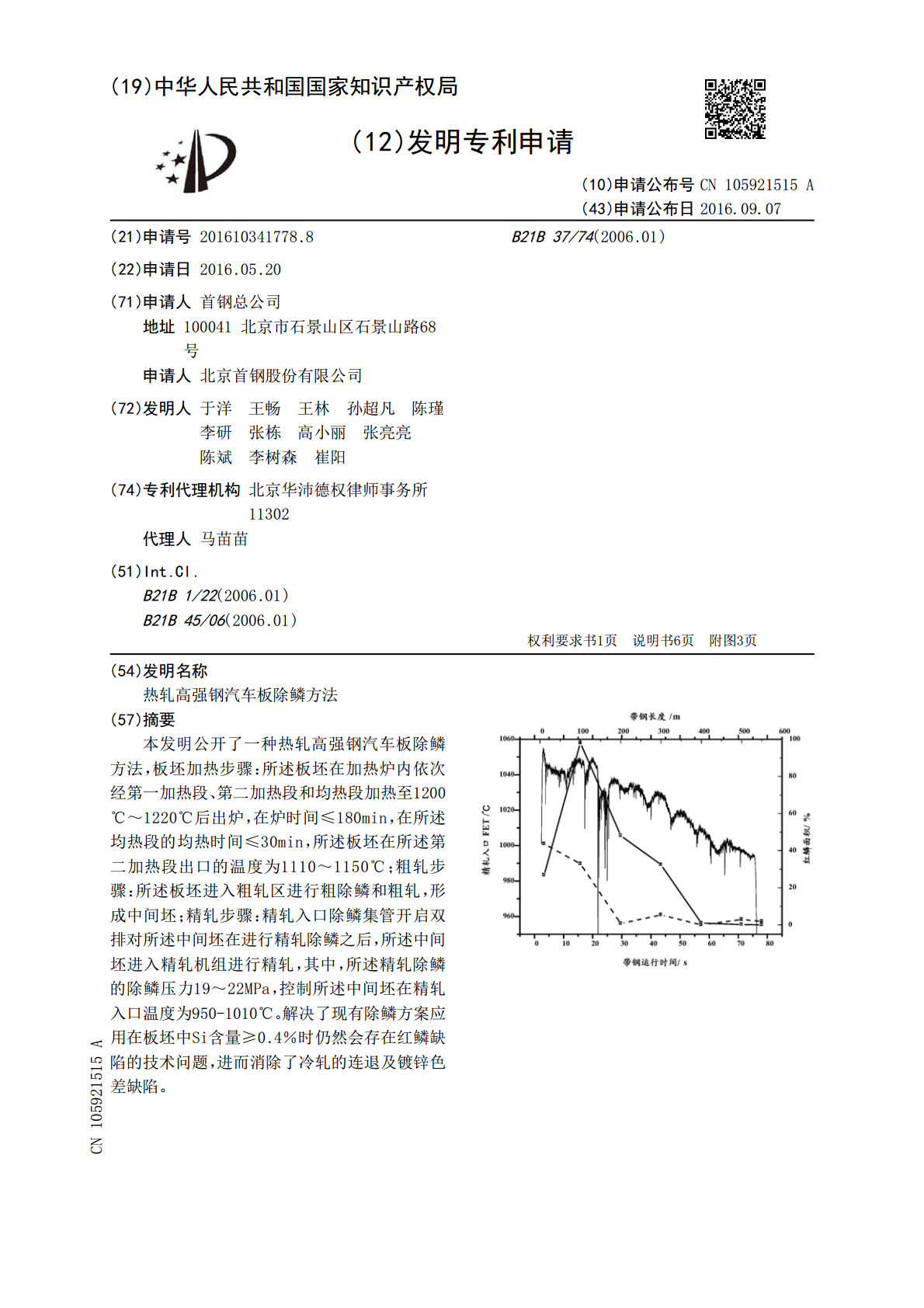
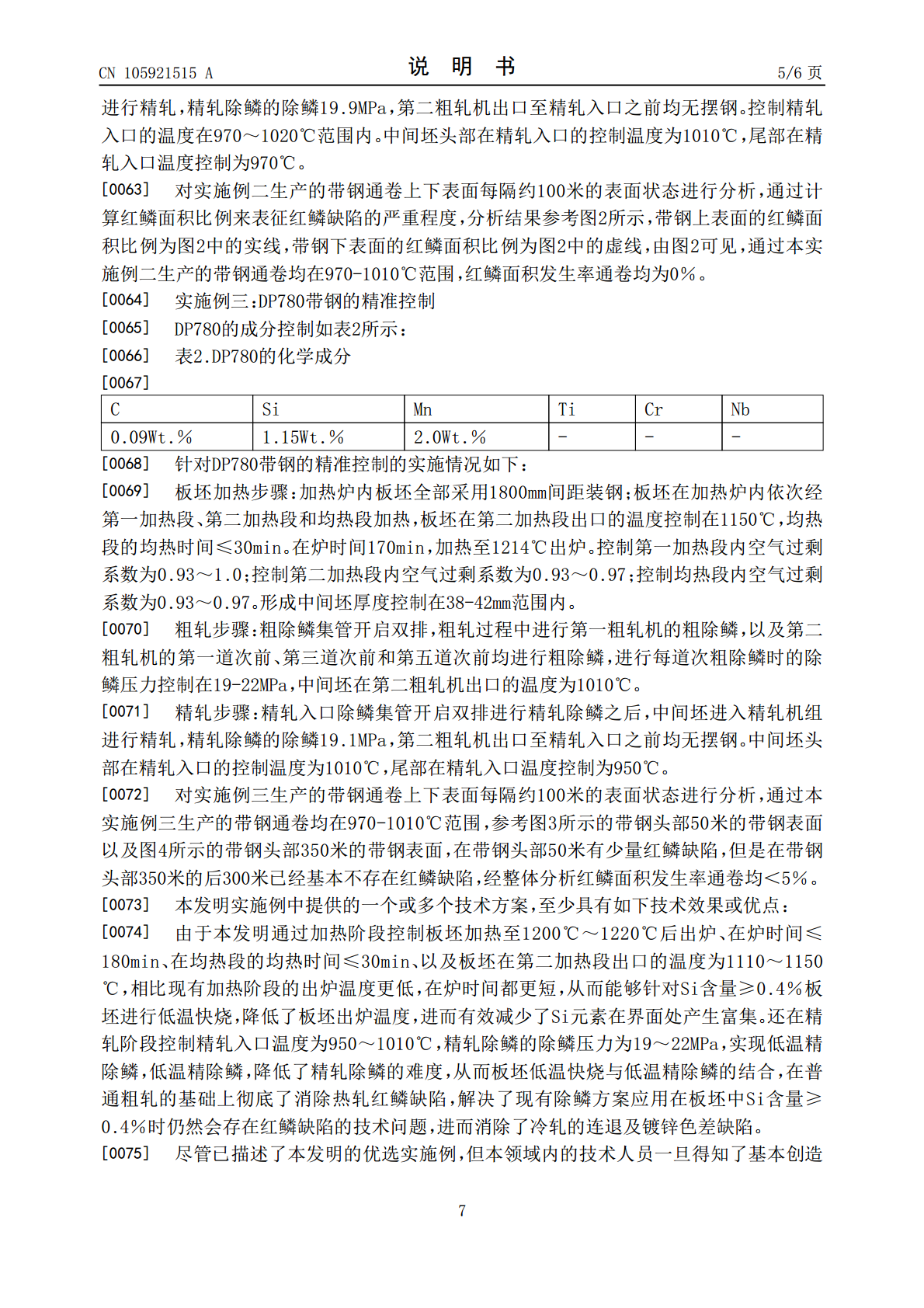
本发明公开了一种热轧高强钢汽车板除鳞方法,板坯加热步骤:所述板坯在加热炉内依次经第一加热段、第二加热段和均热段加热至1200℃~1220℃后出炉,在炉时间≤180min,在所述均热段的均热时间≤30min,所述板坯在所述第二加热段出口的温度为1110~1150℃;粗轧步骤:所述板坯进入粗轧区进行粗除鳞和粗轧,形成中间坯;精轧步骤:精轧入口除鳞集管开启双排对所述中间坯在进行精轧除鳞之后,所述中间坯进入精轧机组进行精轧,其中,所述精轧除鳞的除鳞压力19~22MPa,控制所述中间坯在精轧入口温度为950‑101
一种热轧棒材高压水除鳞系统及除鳞方法.pdf
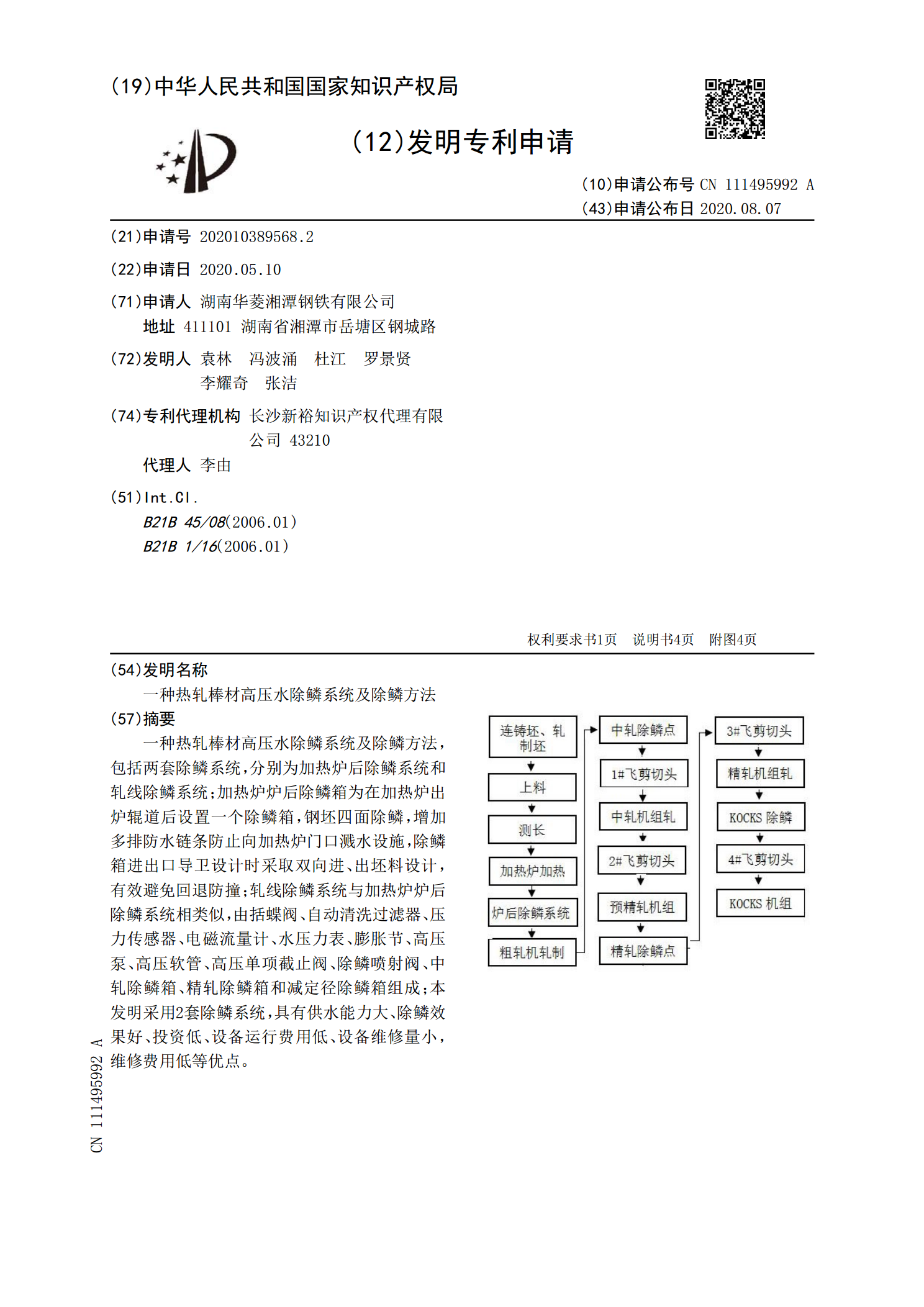
一种热轧棒材高压水除鳞系统及除鳞方法,包括两套除鳞系统,分别为加热炉后除鳞系统和轧线除鳞系统;加热炉炉后除鳞箱为在加热炉出炉辊道后设置一个除鳞箱,钢坯四面除鳞,增加多排防水链条防止向加热炉门口溅水设施,除鳞箱进出口导卫设计时采取双向进、出坯料设计,有效避免回退防撞;轧线除鳞系统与加热炉炉后除鳞系统相类似,由括蝶阀、自动清洗过滤器、压力传感器、电磁流量计、水压力表、膨胀节、高压泵、高压软管、高压单项截止阀、除鳞喷射阀、中轧除鳞箱、精轧除鳞箱和减定径除鳞箱组成;本发明采用2套除鳞系统,具有供水能力大、除鳞效果

一种热轧板带产线高效除鳞控制方法.pdf
本发明涉及一种热轧板带产线高效除鳞控制方法,属于冶金行业热轧技术领域。技术方案:将精轧蓄能器管路上的系统压力传感器信号、精轧蓄能器液位开关信号、精轧最低液面阀电磁阀信号接入炉后及粗轧除鳞PLC控制系统,同时这些信号要与精轧除鳞PLC控制系统完全断开;然后在炉后及粗轧除鳞PLC控制系统程序中添加程序段控制精轧蓄能器液位和最低液面阀,并将精轧蓄能器系统压力用在炉后及粗轧除鳞泵的升降速控制程序段中。本发明的有益效果是:通过对精轧除鳞设备的改造,提高除磷系统使用效率、稳定性,同时提高除鳞打击力,改善除鳞效果,提高

不锈钢除鳞方法.pdf
本发明提供一种不锈钢除鳞方法,其包括设置除鳞装置,除鳞装置具有被构造为抵住金属板材推动除鳞介质的轮。轮被布置为,使得从一个轮被推动的除鳞介质实质上不干扰从另一个轮被推动的除鳞介质。从各个轮被推动的除鳞介质实质上延伸跨过一段金属板材的整个宽度,并且轮被布置为邻近界定金属板材的宽度的、相对的侧边缘,其中金属板材在轮之间居中。根据本方法,知道使用者在推拉式金属板材加工线中安装至少一个除鳞装置并且使用除鳞装置在作业线中从不锈钢金属板材的表面实质上除去所有铁鳞。

高强钢热轧制造方法.pdf
一种高强钢热轧制造方法,所述方法包括步骤:准备原料;对所述原料进行炼钢工序并得到带钢;对所述带钢进行精炼工序;对所述带钢进行连铸工序;对所述带钢进行加热工序;对所述带钢进行粗轧工序并得到钢卷;对所述钢卷进行精轧工序;在层流冷却段中对所述钢卷进行冷却工序;在卷取机中对所述钢卷进行卷取工序。本申请实施例提供的一种高强钢热轧制造方法,通过对钢卷卷取前的组织和性能进行控制,使钢卷卷取前完成相变,提高卷取前钢卷的强度,无需在卷取机上过多停留和额外增加卷取张力。本申请提供的热轧原料强度适中,可用于后续冷轧的生产,后续