
一种不锈钢带轧制系统.pdf

Ja****20

1/7
2/7

3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种不锈钢带轧制系统.pdf
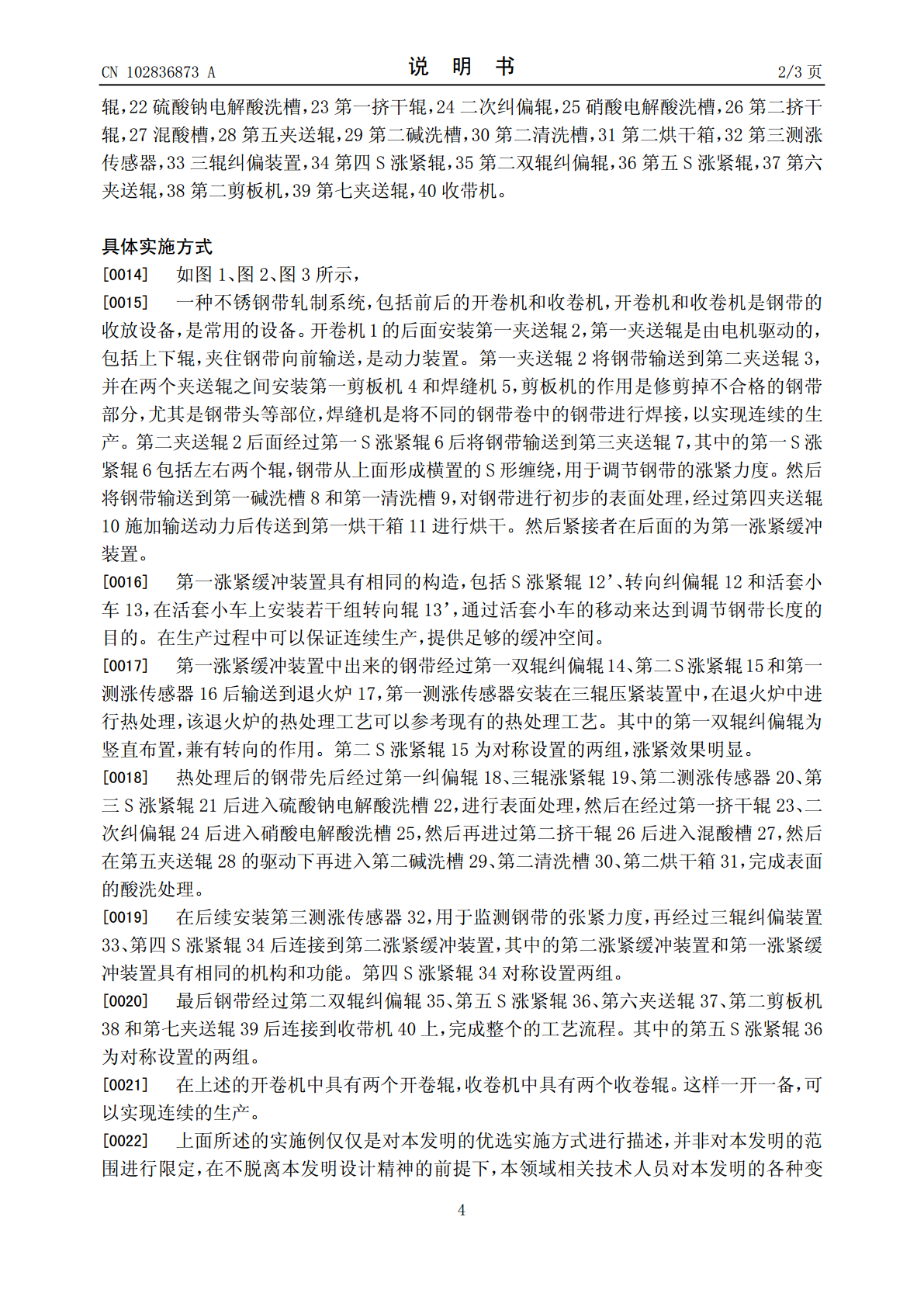
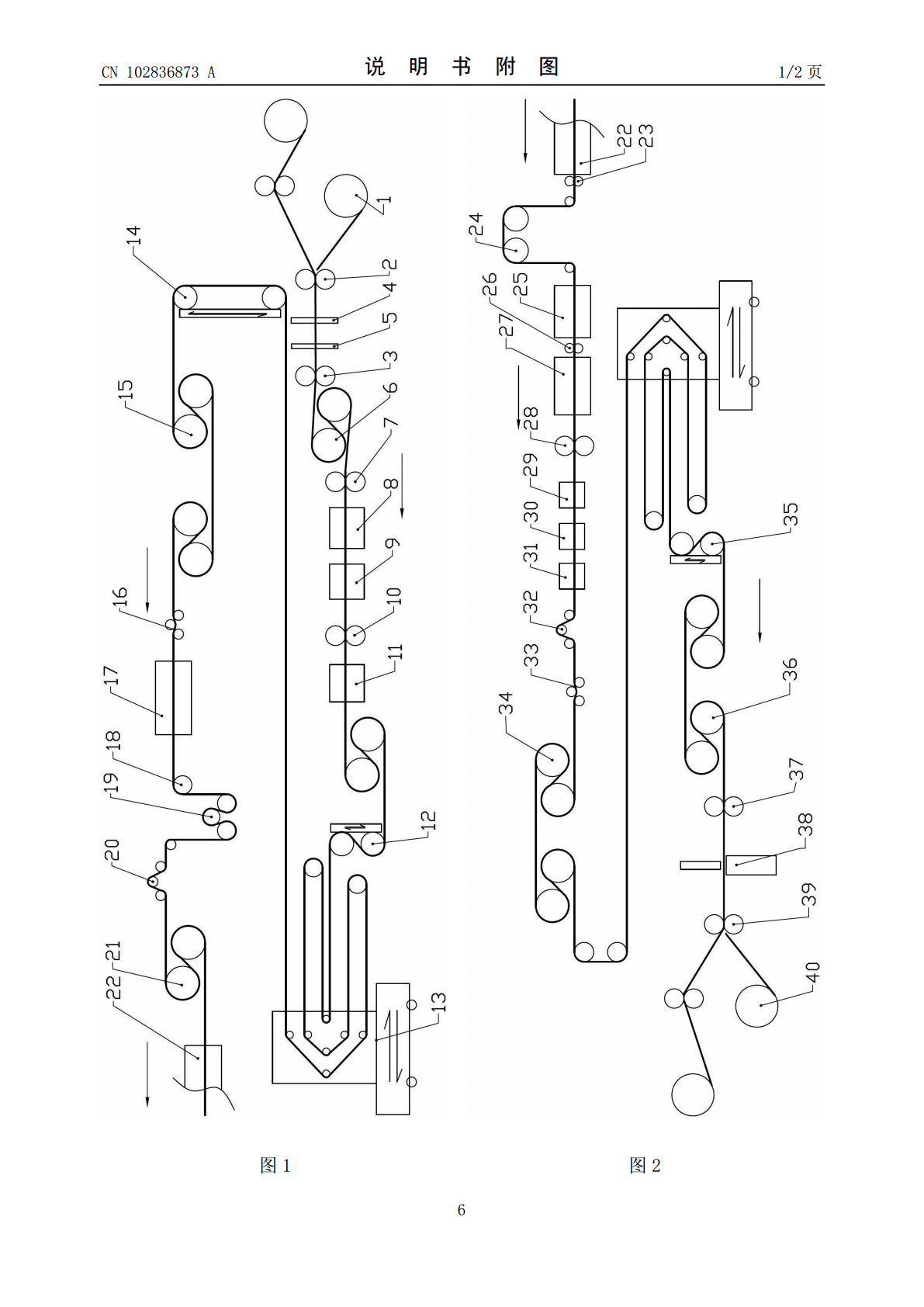
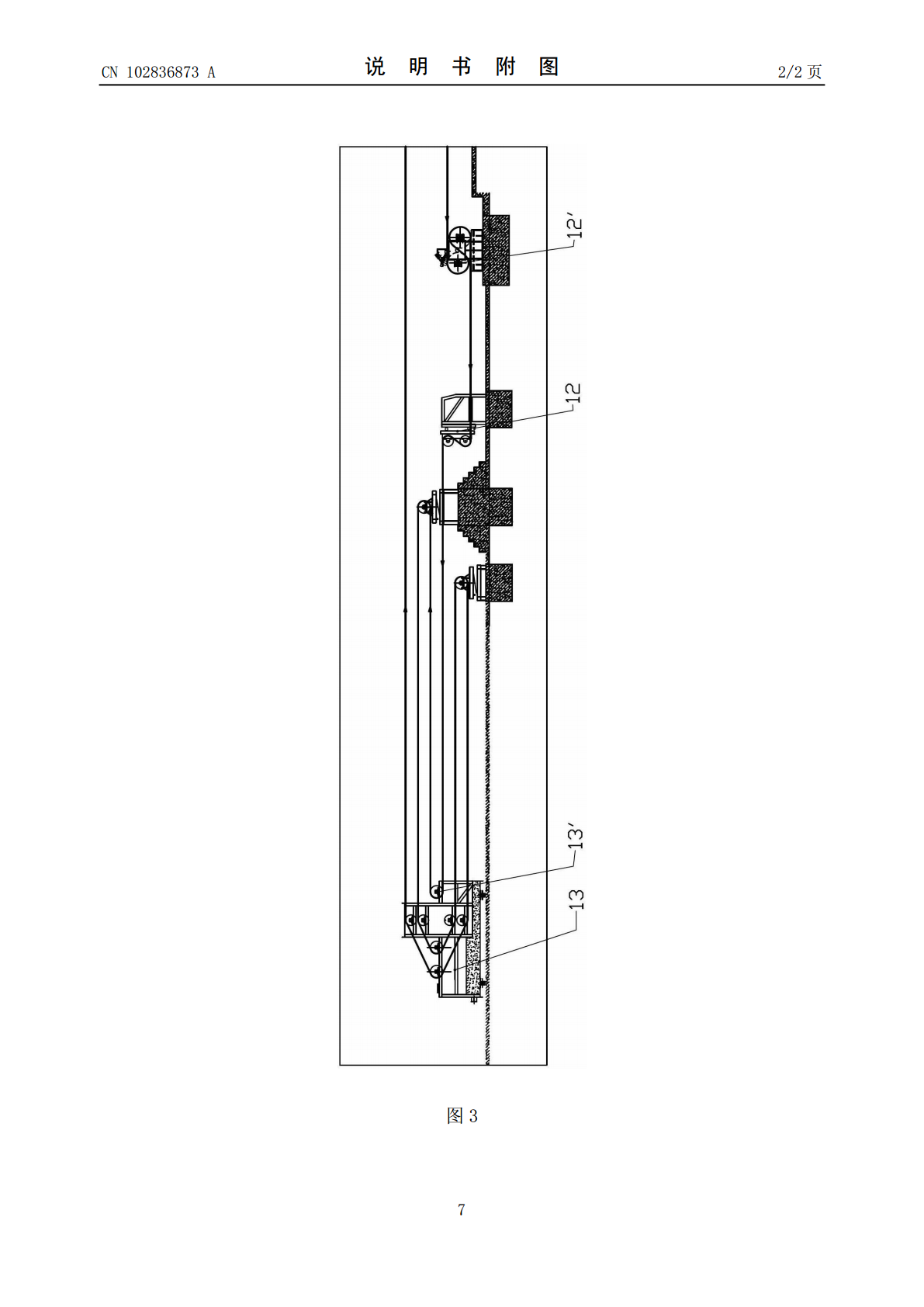
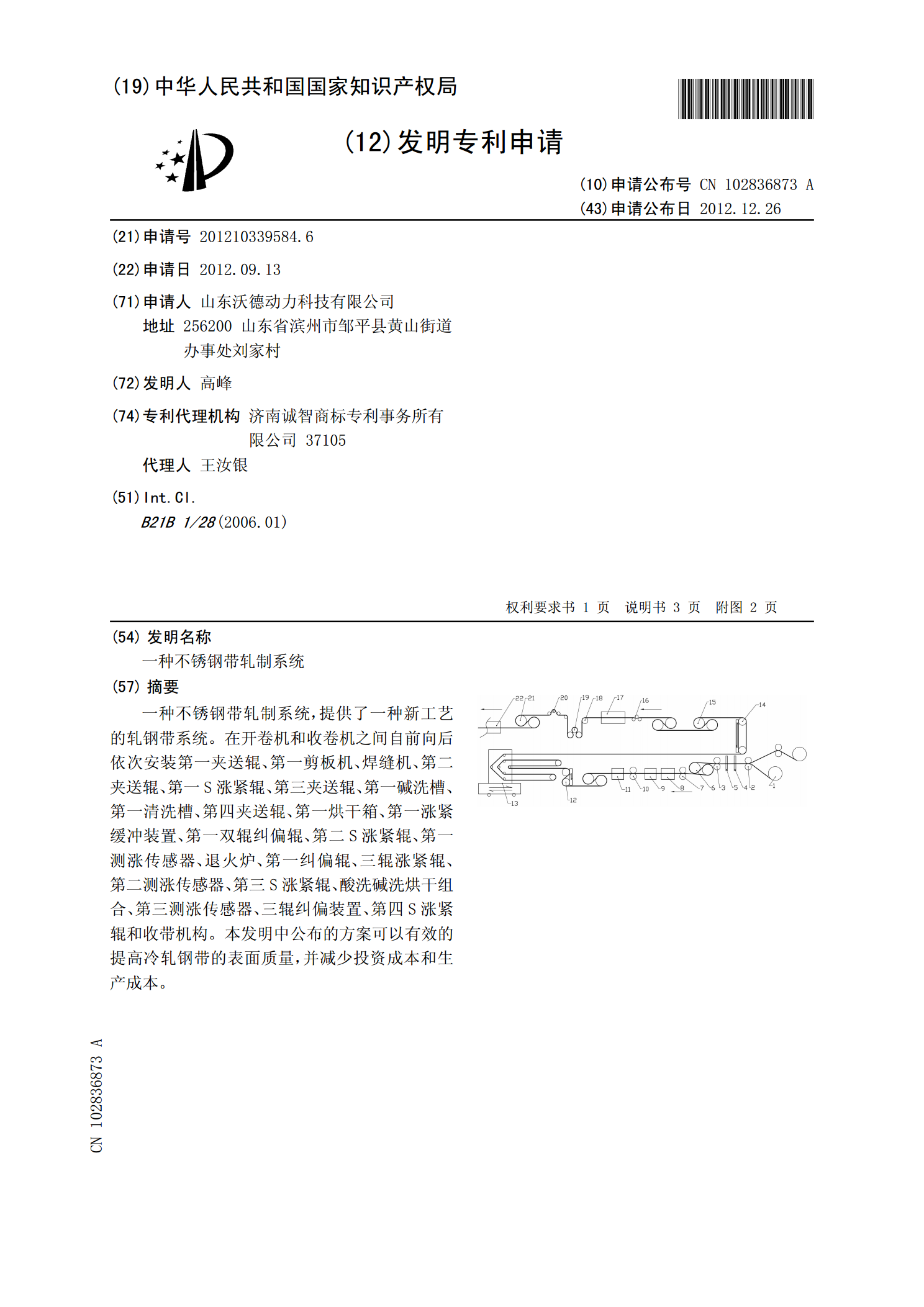
一种不锈钢带轧制系统,提供了一种新工艺的轧钢带系统。在开卷机和收卷机之间自前向后依次安装第一夹送辊、第一剪板机、焊缝机、第二夹送辊、第一S涨紧辊、第三夹送辊、第一碱洗槽、第一清洗槽、第四夹送辊、第一烘干箱、第一涨紧缓冲装置、第一双辊纠偏辊、第二S涨紧辊、第一测涨传感器、退火炉、第一纠偏辊、三辊涨紧辊、第二测涨传感器、第三S涨紧辊、酸洗碱洗烘干组合、第三测涨传感器、三辊纠偏装置、第四S涨紧辊和收带机构。本发明中公布的方案可以有效的提高冷轧钢带的表面质量,并减少投资成本和生产成本。
超薄不锈钢带轧制喷砂设备及方法.pdf
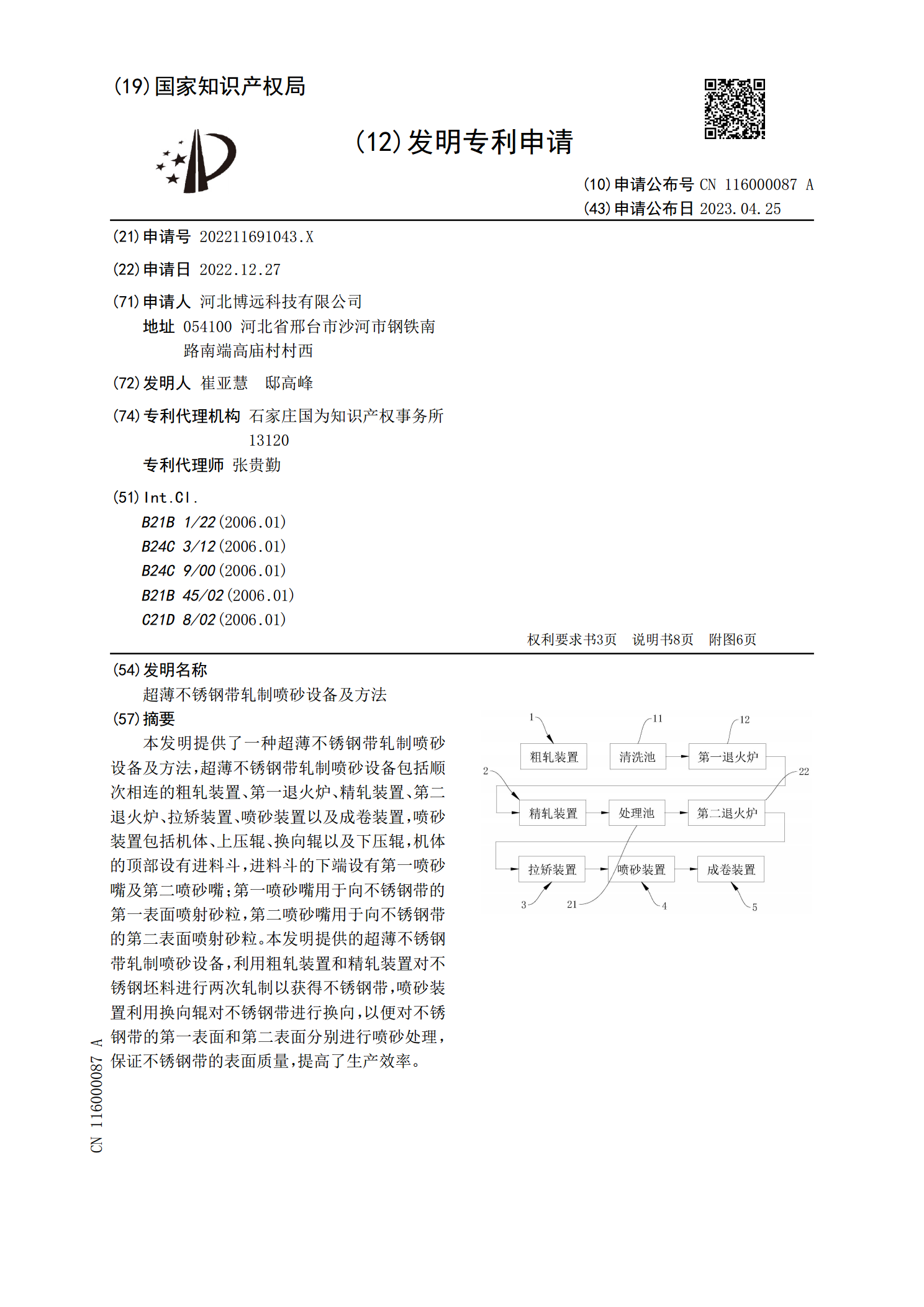
本发明提供了一种超薄不锈钢带轧制喷砂设备及方法,超薄不锈钢带轧制喷砂设备包括顺次相连的粗轧装置、第一退火炉、精轧装置、第二退火炉、拉矫装置、喷砂装置以及成卷装置,喷砂装置包括机体、上压辊、换向辊以及下压辊,机体的顶部设有进料斗,进料斗的下端设有第一喷砂嘴及第二喷砂嘴;第一喷砂嘴用于向不锈钢带的第一表面喷射砂粒,第二喷砂嘴用于向不锈钢带的第二表面喷射砂粒。本发明提供的超薄不锈钢带轧制喷砂设备,利用粗轧装置和精轧装置对不锈钢坯料进行两次轧制以获得不锈钢带,喷砂装置利用换向辊对不锈钢带进行换向,以便对不锈钢带的

一种用炉卷机轧制奥氏体不锈钢带的方法.pdf
本发明公开了一种用炉卷机轧制奥氏体不锈钢带的方法,其包括步骤:1)加热板坯:控制加热温度为1150-1250℃;2)粗轧:控制粗轧轧制速度为2.5-5.5m/s;3)精轧:控制精轧轧制速度为5-8m/s,同时控制精轧机前、后的卷取炉的温度为1100-1220℃;4)冷却:先空冷至920-1050℃,然后以200-300℃/s的速度快速冷却;5)卷取:控制卷取温度<450℃。本发明所述的用炉卷机轧制奥氏体不锈钢带的方法省去了离线固溶退火工序,确保了轧制的固溶温度,避免了在敏化温度范围内进行卷取,以减少钢带内
一种钢带轧制设备.pdf
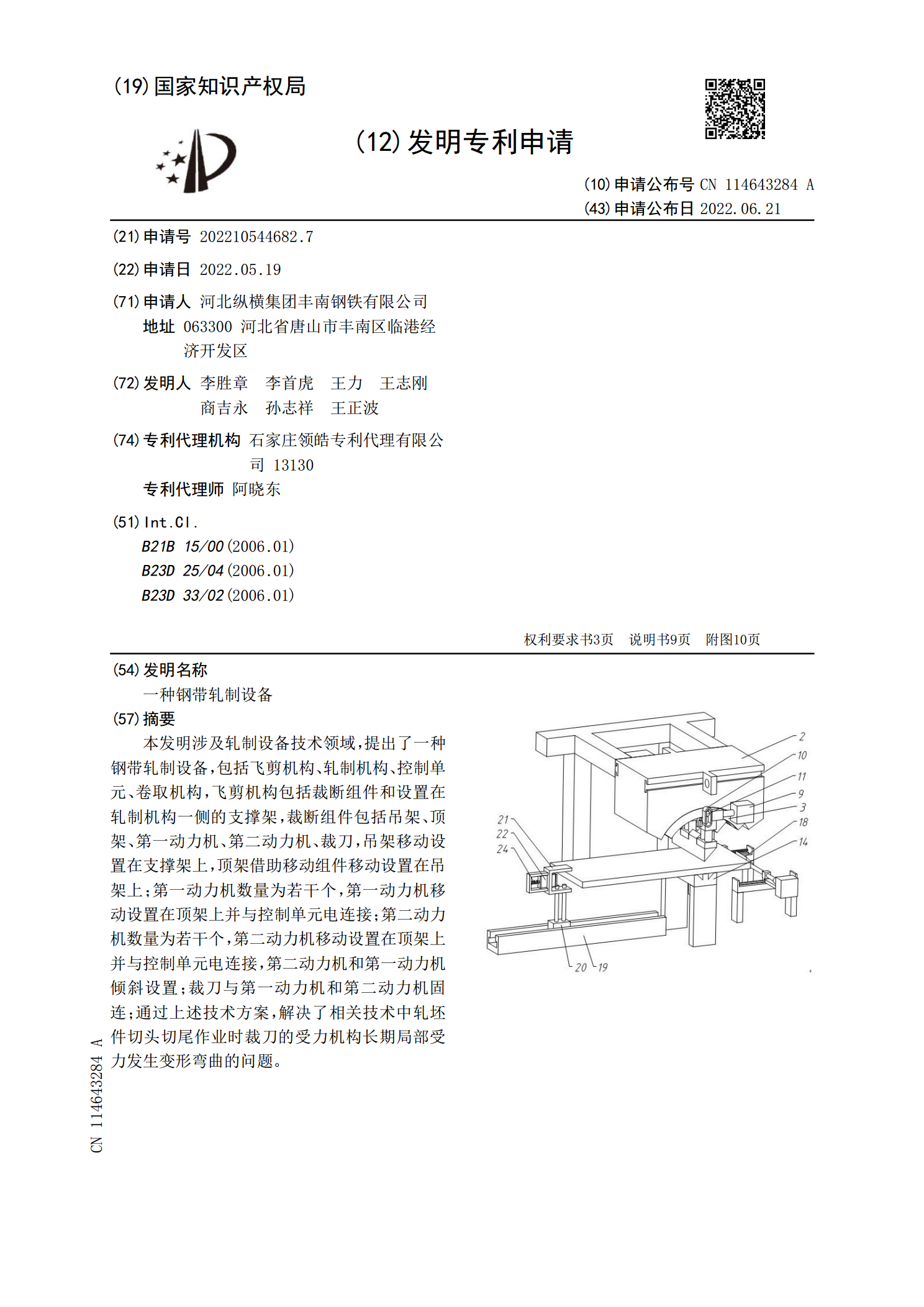
本发明涉及轧制设备技术领域,提出了一种钢带轧制设备,包括飞剪机构、轧制机构、控制单元、卷取机构,飞剪机构包括裁断组件和设置在轧制机构一侧的支撑架,裁断组件包括吊架、顶架、第一动力机、第二动力机、裁刀,吊架移动设置在支撑架上,顶架借助移动组件移动设置在吊架上;第一动力机数量为若干个,第一动力机移动设置在顶架上并与控制单元电连接;第二动力机数量为若干个,第二动力机移动设置在顶架上并与控制单元电连接,第二动力机和第一动力机倾斜设置;裁刀与第一动力机和第二动力机固连;通过上述技术方案,解决了相关技术中轧坯件切头切
一种不锈钢带高效去毛刺系统.pdf
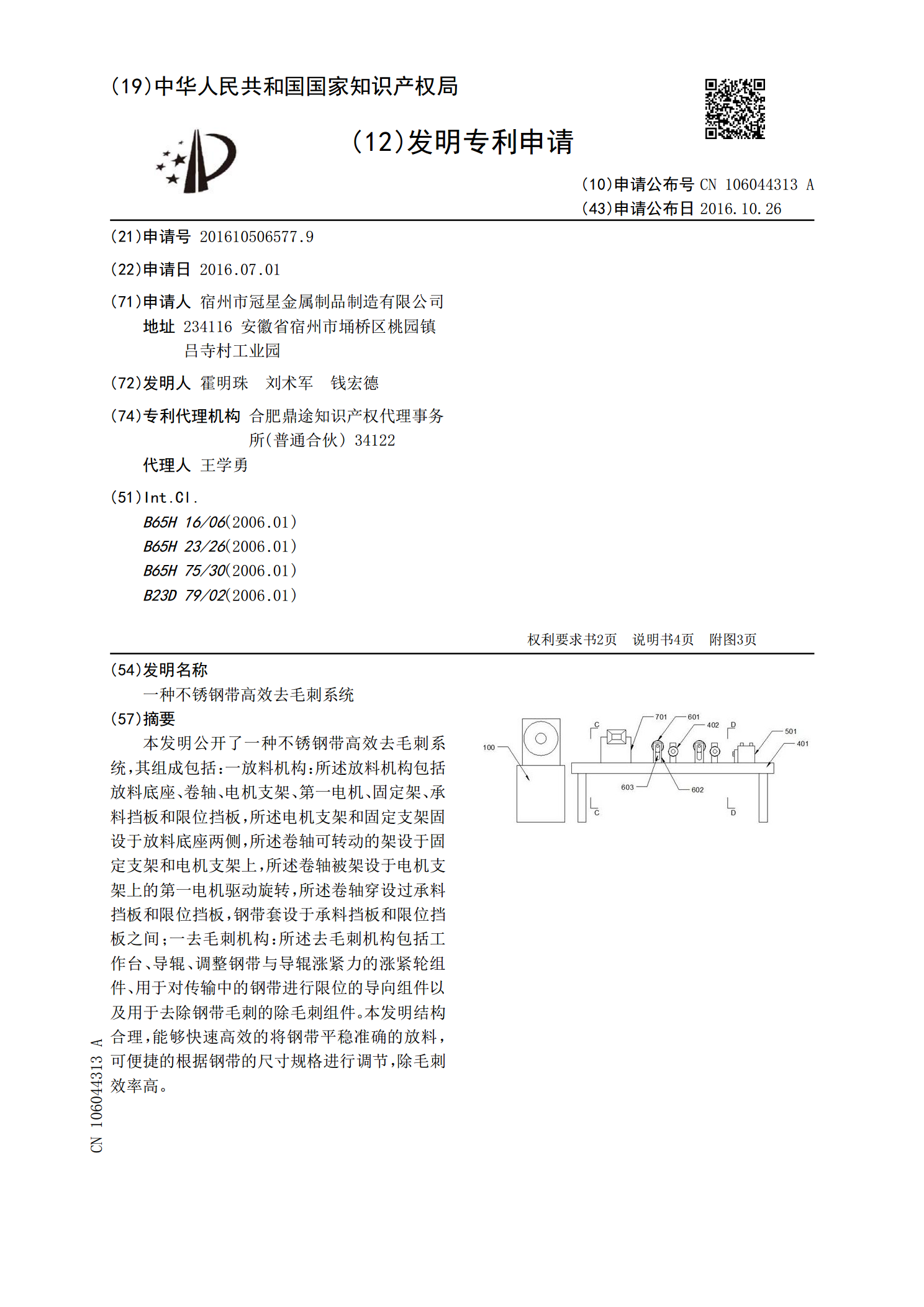
本发明公开了一种不锈钢带高效去毛刺系统,其组成包括:一放料机构:所述放料机构包括放料底座、卷轴、电机支架、第一电机、固定架、承料挡板和限位挡板,所述电机支架和固定支架固设于放料底座两侧,所述卷轴可转动的架设于固定支架和电机支架上,所述卷轴被架设于电机支架上的第一电机驱动旋转,所述卷轴穿设过承料挡板和限位挡板,钢带套设于承料挡板和限位挡板之间;一去毛刺机构:所述去毛刺机构包括工作台、导辊、调整钢带与导辊涨紧力的涨紧轮组件、用于对传输中的钢带进行限位的导向组件以及用于去除钢带毛刺的除毛刺组件。本发明结构合理,