
一种用炉卷机轧制奥氏体不锈钢带的方法.pdf

森林****来了


1/10
2/10
3/10
4/10

5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种用炉卷机轧制奥氏体不锈钢带的方法.pdf
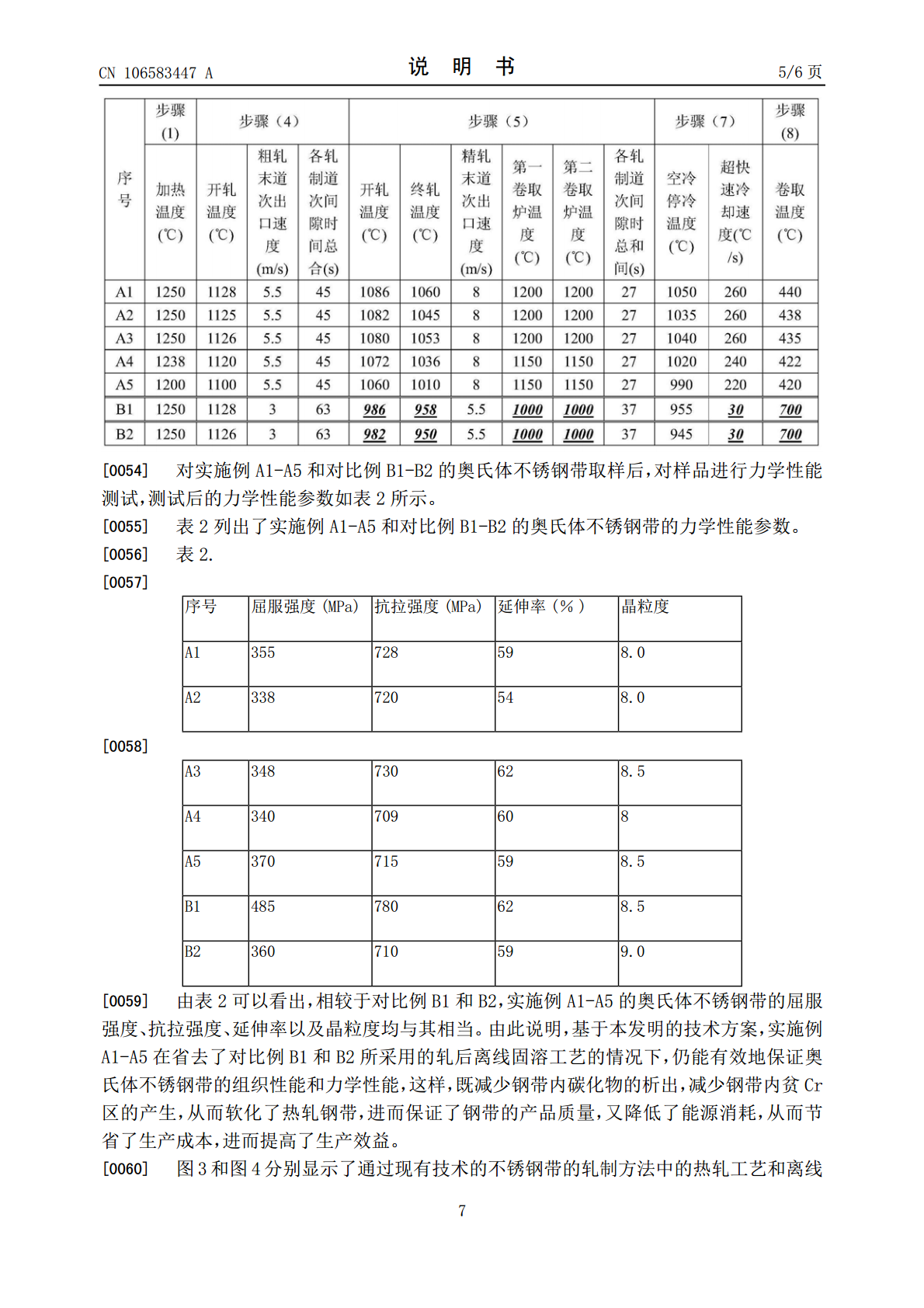
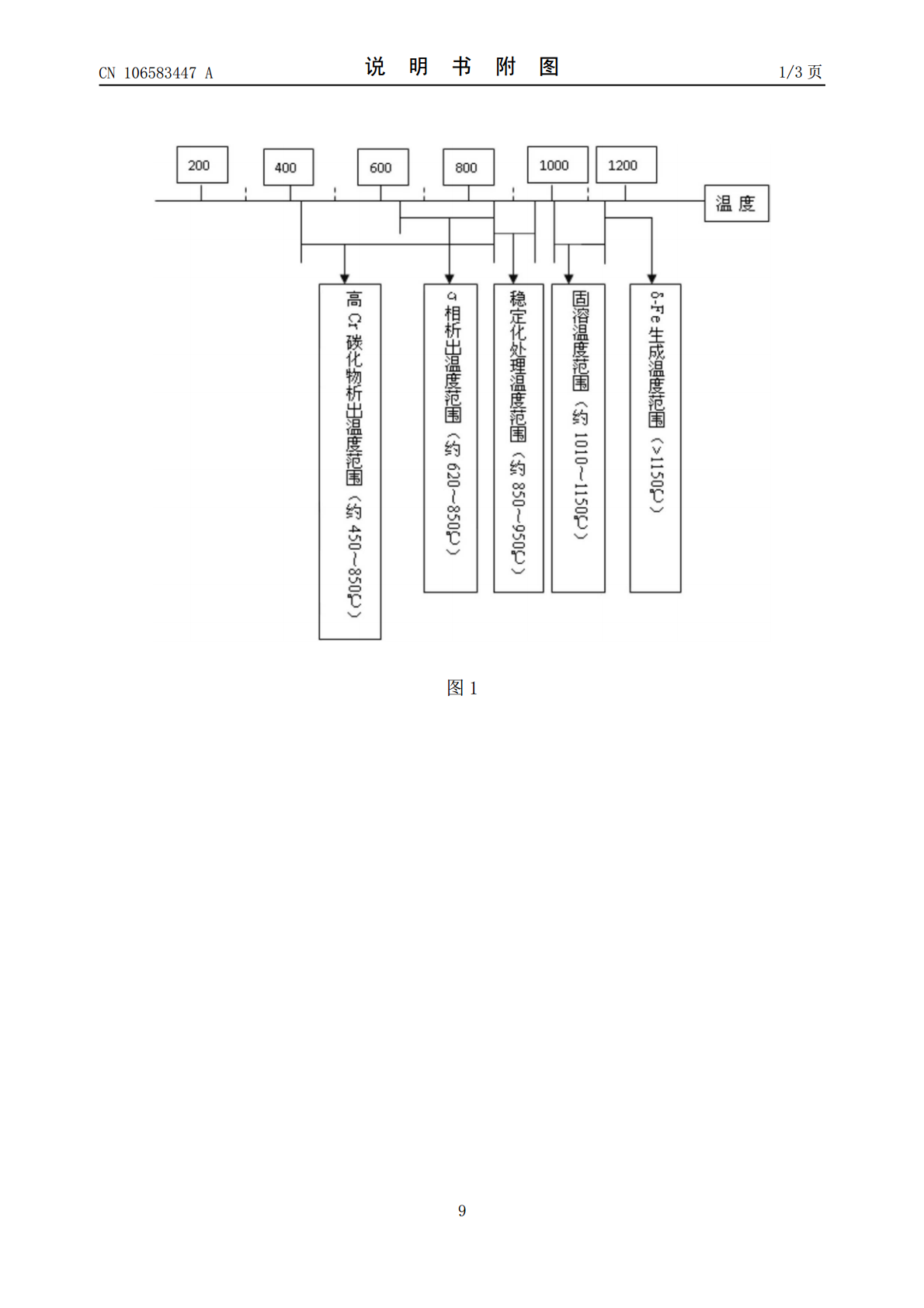
本发明公开了一种用炉卷机轧制奥氏体不锈钢带的方法,其包括步骤:1)加热板坯:控制加热温度为1150-1250℃;2)粗轧:控制粗轧轧制速度为2.5-5.5m/s;3)精轧:控制精轧轧制速度为5-8m/s,同时控制精轧机前、后的卷取炉的温度为1100-1220℃;4)冷却:先空冷至920-1050℃,然后以200-300℃/s的速度快速冷却;5)卷取:控制卷取温度<450℃。本发明所述的用炉卷机轧制奥氏体不锈钢带的方法省去了离线固溶退火工序,确保了轧制的固溶温度,避免了在敏化温度范围内进行卷取,以减少钢带内
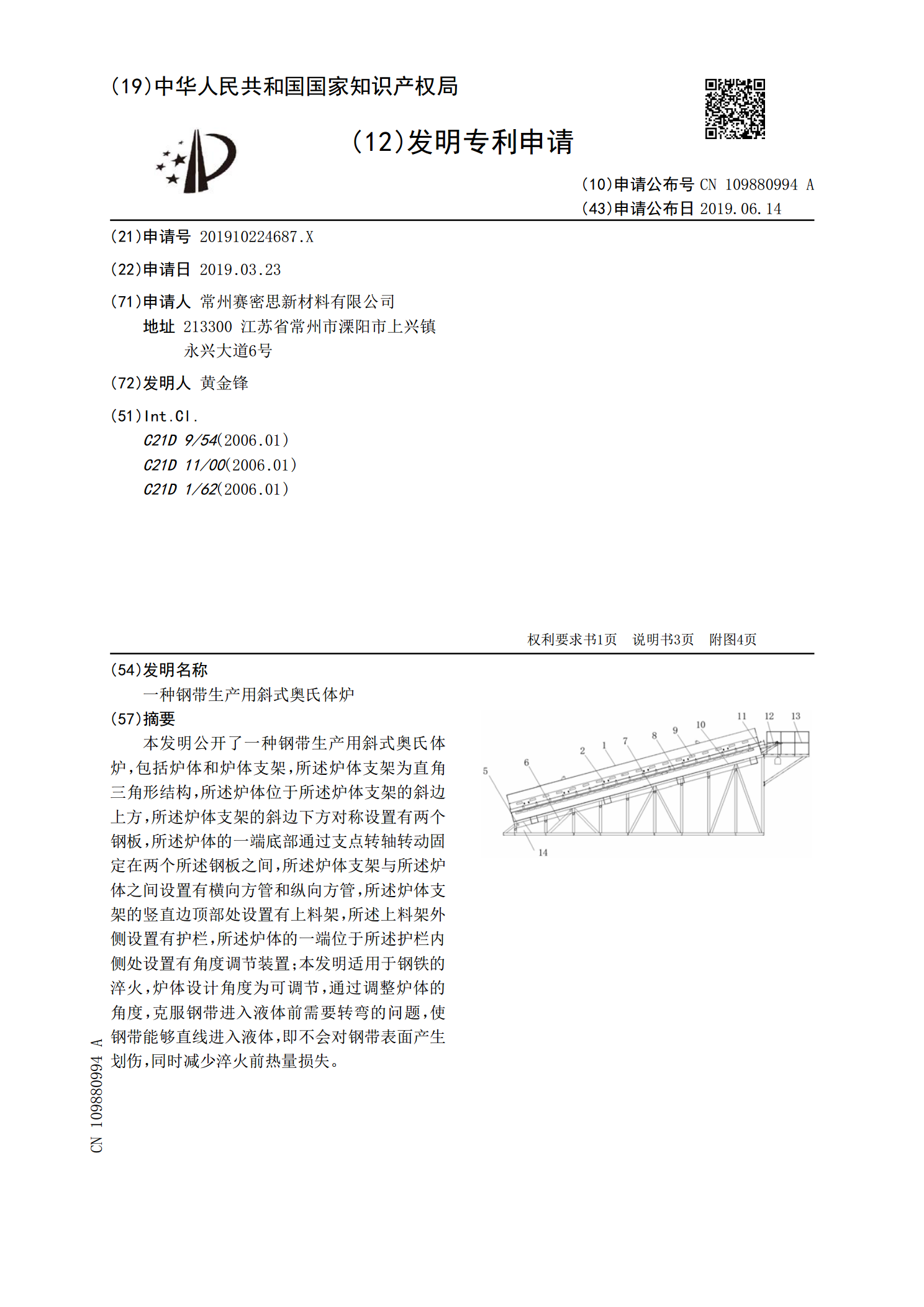
一种钢带生产用斜式奥氏体炉.pdf
本发明公开了一种钢带生产用斜式奥氏体炉,包括炉体和炉体支架,所述炉体支架为直角三角形结构,所述炉体位于所述炉体支架的斜边上方,所述炉体支架的斜边下方对称设置有两个钢板,所述炉体的一端底部通过支点转轴转动固定在两个所述钢板之间,所述炉体支架与所述炉体之间设置有横向方管和纵向方管,所述炉体支架的竖直边顶部处设置有上料架,所述上料架外侧设置有护栏,所述炉体的一端位于所述护栏内侧处设置有角度调节装置;本发明适用于钢铁的淬火,炉体设计角度为可调节,通过调整炉体的角度,克服钢带进入液体前需要转弯的问题,使钢带能够直线
一种装饰用高强奥氏体不锈钢钢带的冷轧生产方法.pdf
一种装饰用高强奥氏体不锈钢钢带的冷轧生产方法,经过半成品轧制、中间退火、成品轧制、成品退火、拉矫等工序,通过合理控制道次变形量、轧制速度、冷却制度等工艺,可以实现厚度钢带轧制,保证板形的同时控制好公差,力学性能可以满足要求。生产出的高强奥氏体不锈钢钢带,其强度高、塑性好、无磁性,高氮奥氏体不锈钢的机械性能范围:屈服强度≥400,抗拉强度≥800,断后延伸率≥25%,硬度方面:≤100HRB,≤260HV;其板面优良,可以达到装饰材料的要求,尤其是装饰管的使用要求。
一种不锈钢带轧制系统.pdf
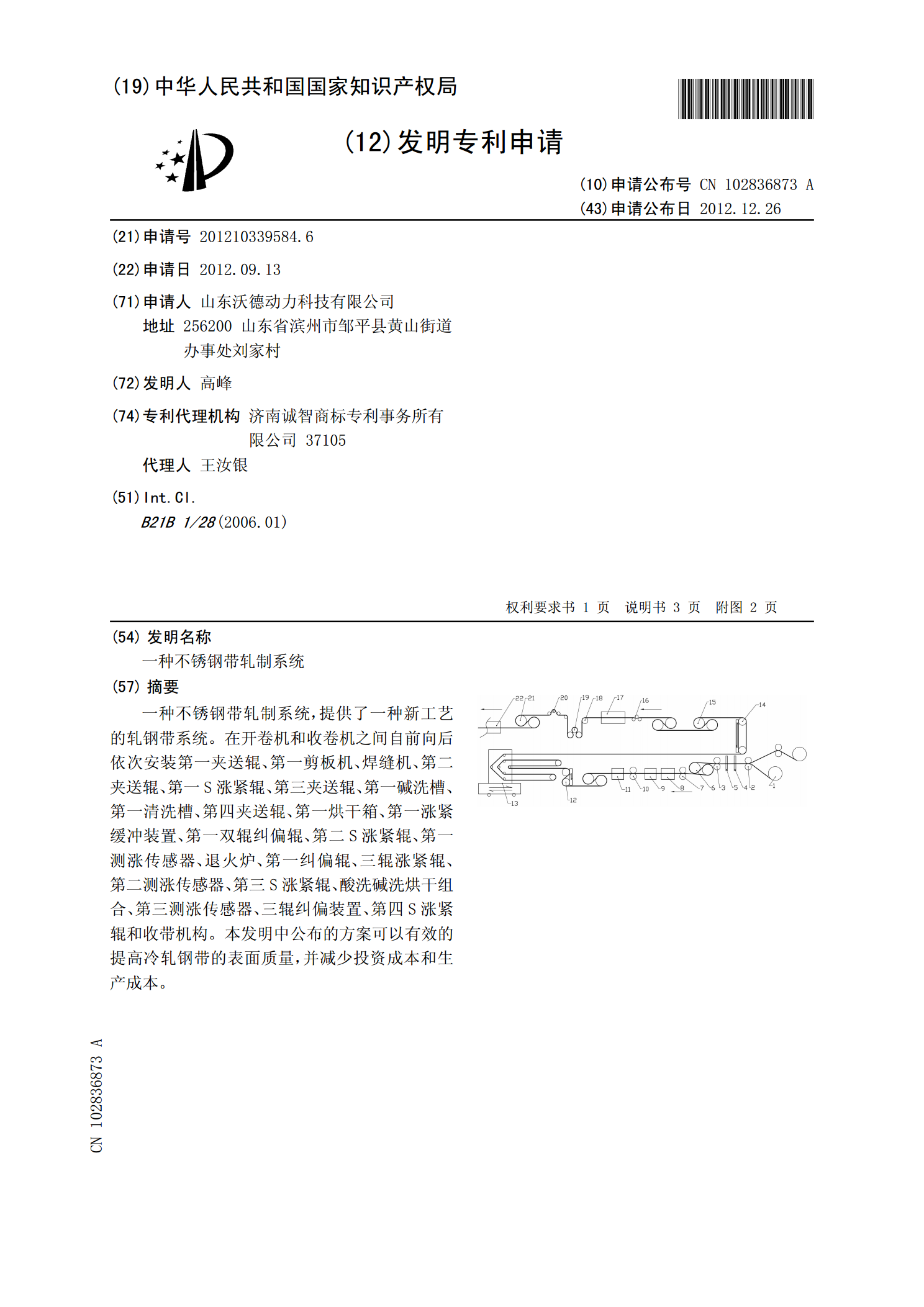
一种不锈钢带轧制系统,提供了一种新工艺的轧钢带系统。在开卷机和收卷机之间自前向后依次安装第一夹送辊、第一剪板机、焊缝机、第二夹送辊、第一S涨紧辊、第三夹送辊、第一碱洗槽、第一清洗槽、第四夹送辊、第一烘干箱、第一涨紧缓冲装置、第一双辊纠偏辊、第二S涨紧辊、第一测涨传感器、退火炉、第一纠偏辊、三辊涨紧辊、第二测涨传感器、第三S涨紧辊、酸洗碱洗烘干组合、第三测涨传感器、三辊纠偏装置、第四S涨紧辊和收带机构。本发明中公布的方案可以有效的提高冷轧钢带的表面质量,并减少投资成本和生产成本。

一种焊接用奥氏体不锈钢盘条的高线轧制方法.pdf
本发明公开了一种焊接用奥氏体不锈钢盘条的高线轧制方法,制备步骤如下:1)坯料准备;2)加热处理,分预热段、加热段、均热段三段加热,炉内残氧量≤5%;3)高速轧制,分6道次粗轧、6道次中轧、4道次预精轧、10道次精轧四个阶段,最大压下量≤40%;4)Stelmor控制冷却,风冷段前段为缓冷段,后段为强制风冷段。本发明可实现高速连轧,最高轧速达100m/s,大大提高了奥氏体不锈钢盘条的轧制生产效率。本发明的高线轧制方法能防止奥氏体不锈钢盘条轧制开裂,改善表面质量,并使盘条强度≤650MPa,延伸率≥40%,从