
环形加热炉炉底耐火材料的热态修补方法.pdf

是你****盟主

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
环形加热炉炉底耐火材料的热态修补方法.pdf
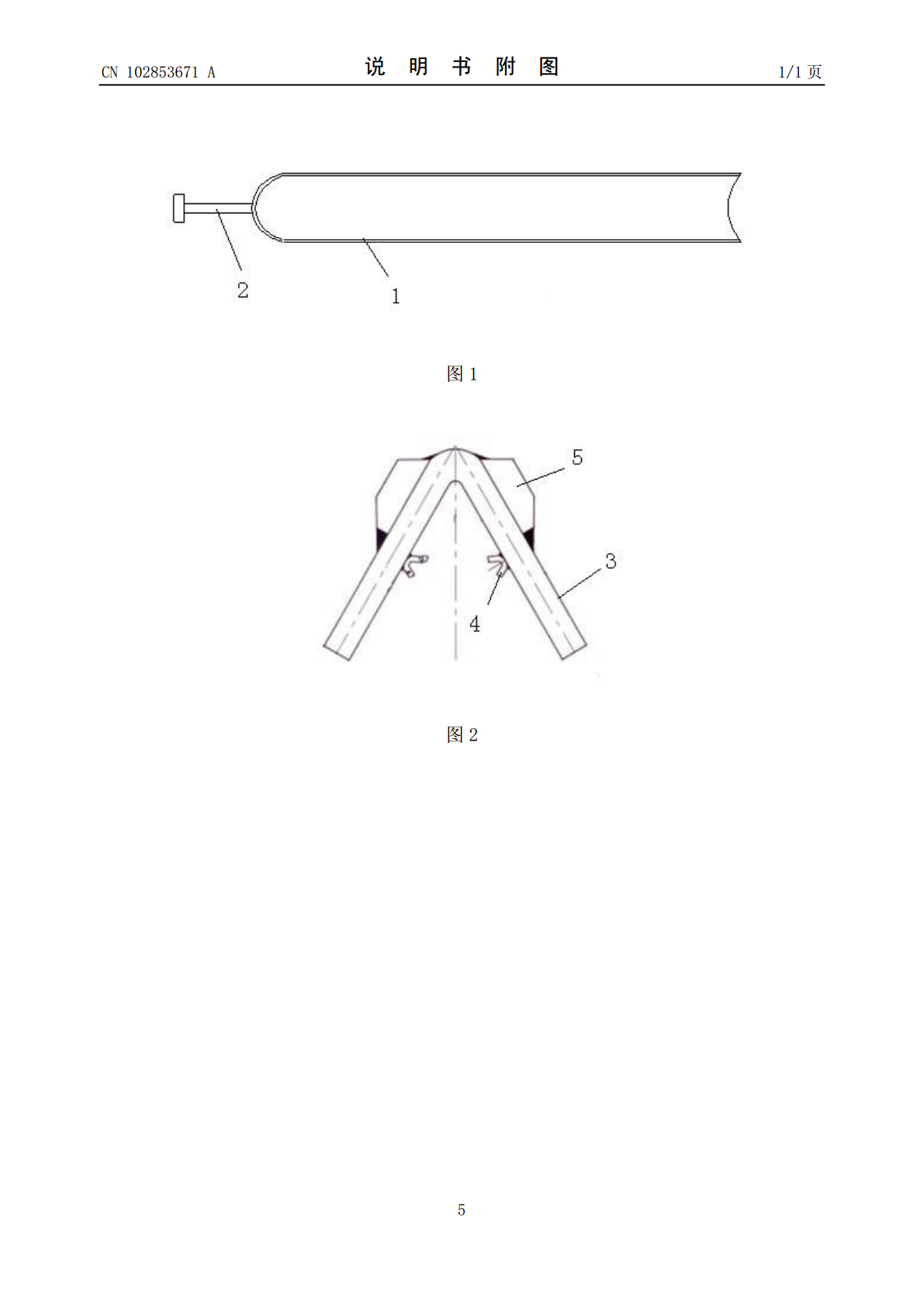
本发明涉及环形加热炉修理,尤其涉及环形加热炉炉底耐火材料的修补方法。一种环形加热炉炉底耐火材料的热态修补方法,所述修补方法包括:炉底温度在900-1100℃,炉底呈静止状态,以长槽状的送料装置将修补料送入炉内,把修补料洒在待修补部位,并用送料装置压实,利用炉温固化即可。本发明能在炉内温度没有下降到常温时就对炉底耐火材料进行修补,快速完成维修。
一种环形加热炉炉底用干式热修补料.pdf
本发明涉及环形加热炉,尤其涉及一种环形加热炉炉底用热修补料。一种环形加热炉炉底用干式热修补料,所述干式热修补料由包含下列含量的组分经烘烤而成:1-3%的粘土;1-3%的硅灰;1-15%的中低温烧结剂;余量为耐火骨料。
环形加热炉炉底砖砌筑的放线方法.pdf
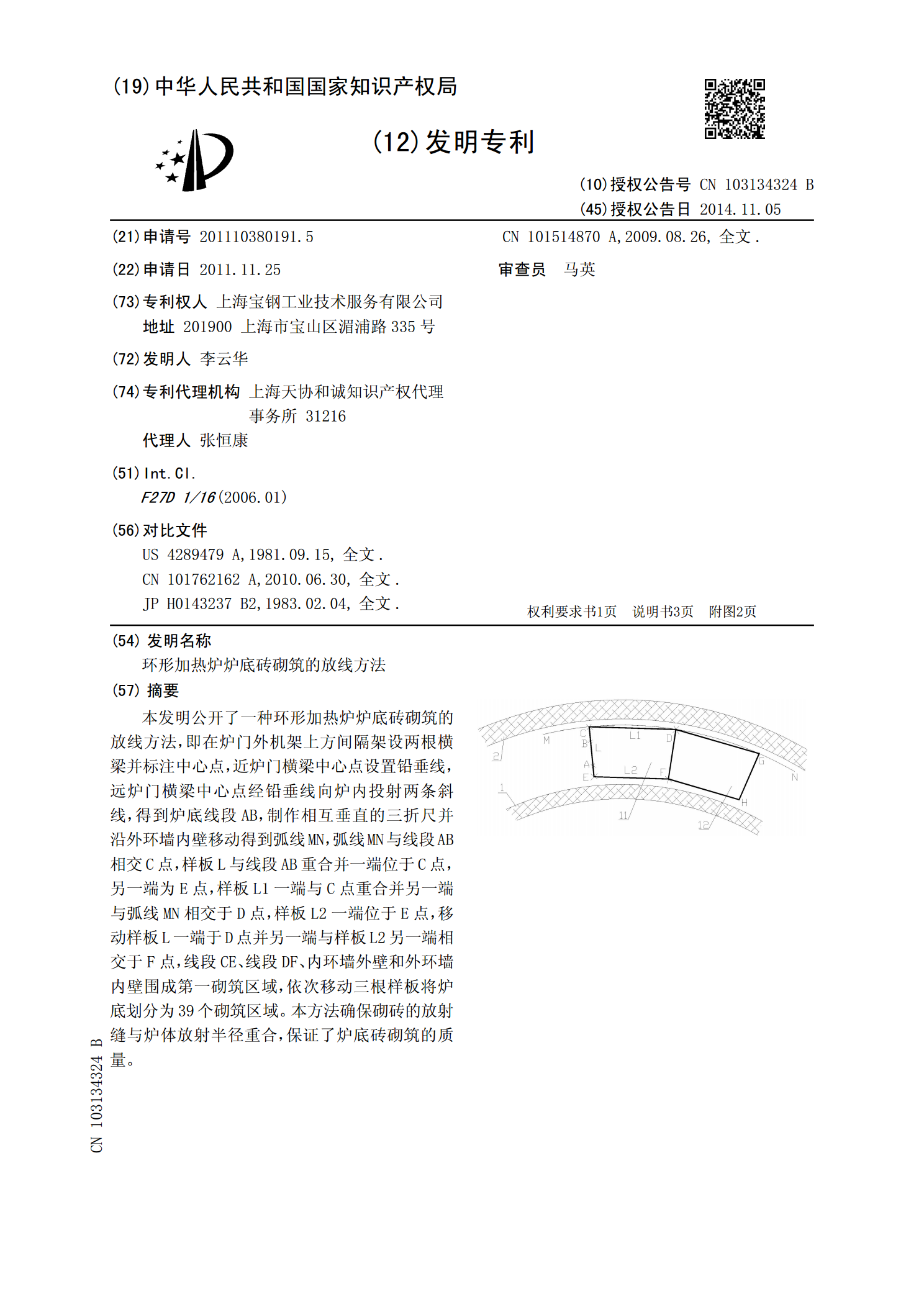
本发明公开了一种环形加热炉炉底砖砌筑的放线方法,即在炉门外机架上方间隔架设两根横梁并标注中心点,近炉门横梁中心点设置铅垂线,远炉门横梁中心点经铅垂线向炉内投射两条斜线,得到炉底线段AB,制作相互垂直的三折尺并沿外环墙内壁移动得到弧线MN,弧线MN与线段AB相交C点,样板L与线段AB重合并一端位于C点,另一端为E点,样板L1一端与C点重合并另一端与弧线MN相交于D点,样板L2一端位于E点,移动样板L一端于D点并另一端与样板L2另一端相交于F点,线段CE、线段DF、内环墙外壁和外环墙内壁围成第一砌筑区域,依次
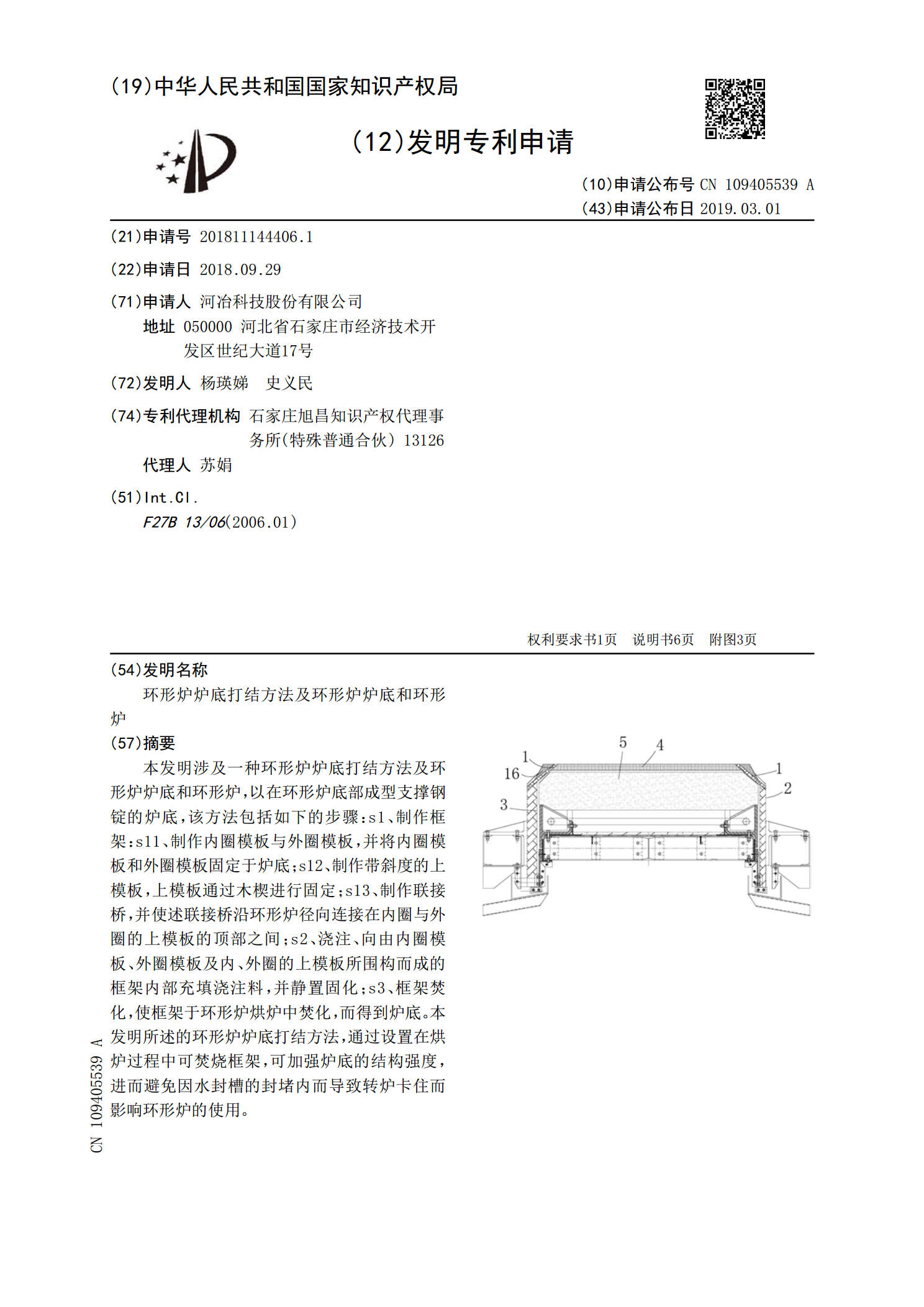
环形炉炉底打结方法及环形炉炉底和环形炉.pdf
本发明涉及一种环形炉炉底打结方法及环形炉炉底和环形炉,以在环形炉底部成型支撑钢锭的炉底,该方法包括如下的步骤:s1、制作框架:s11、制作内圈模板与外圈模板,并将内圈模板和外圈模板固定于炉底;s12、制作带斜度的上模板,上模板通过木楔进行固定;s13、制作联接桥,并使述联接桥沿环形炉径向连接在内圈与外圈的上模板的顶部之间;s2、浇注、向由内圈模板、外圈模板及内、外圈的上模板所围构而成的框架内部充填浇注料,并静置固化;s3、框架焚化,使框架于环形炉烘炉中焚化,而得到炉底。本发明所述的环形炉炉底打结方法,通过
一种焦炉热态修补炭化室炉底砖的方法.pdf
本发明涉及一种焦炉热态修补炭化室炉底砖的方法,属于冶金行业焦炉修补技术领域。技术方案是:按照以下步骤进行操作:①根据炭化室的大小制作一个通廊;②确保相邻燃烧室温度始终不低于850℃;③将制作好的通廊从碳化室的机侧或焦侧炉门推入碳化室;④操作人员进入炭化室通廊,清理碳化室炉底残渣、砌筑炉底砖并灌浆泥料;⑤升高燃烧室的温度,使碳化室通廊内的温度达到900‑950℃;⑥将通廊从碳化室的机侧或焦侧拉出;⑦继续升高燃烧室的温度,直到碳化室内温度满足工艺要求为止。本发明的有益效果是:能够避免炉墙砖因降温幅度大发生晶型