
一种碳/碳硬质复合毡保温桶的制作工艺.pdf

努力****甲寅


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种碳/碳硬质复合毡保温桶的制作工艺.pdf
一种碳/碳硬质复合毡保温桶的制作工艺,由预制、致密、纯化、复合、纯化、修整等步骤构成,其制造的保温桶所包括的材料主要有碳/碳纤维和硬质毡,碳/碳纤维和硬质毡复合形成的保温桶,其保温性能优良、强度高、抗热震新能好。本发明主要用于高温炉的保温桶等制造和加工。
一种制作硬质碳/石墨毡筒材的自动化成型设备及方法.pdf
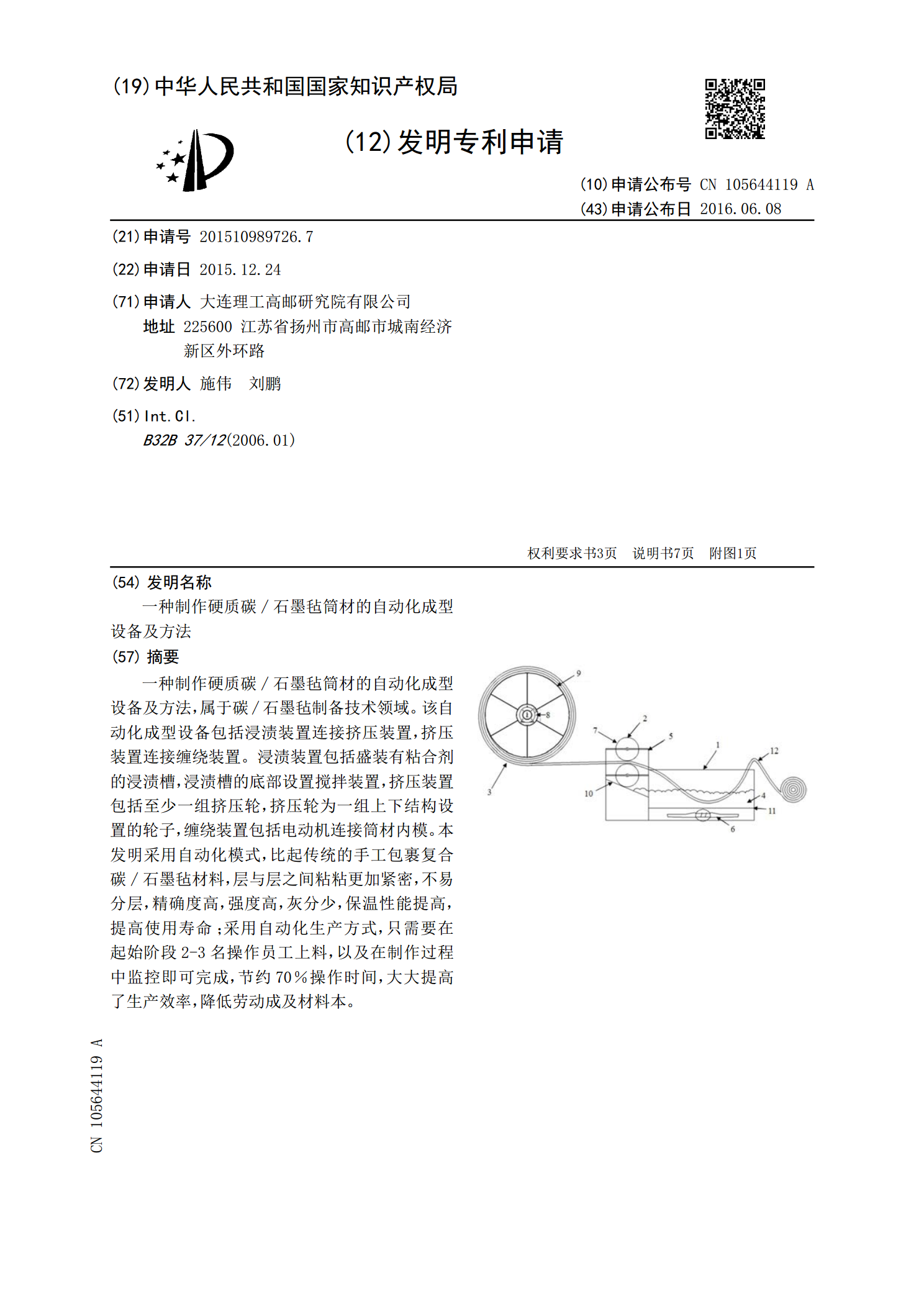
一种制作硬质碳/石墨毡筒材的自动化成型设备及方法,属于碳/石墨毡制备技术领域。该自动化成型设备包括浸渍装置连接挤压装置,挤压装置连接缠绕装置。浸渍装置包括盛装有粘合剂的浸渍槽,浸渍槽的底部设置搅拌装置,挤压装置包括至少一组挤压轮,挤压轮为一组上下结构设置的轮子,缠绕装置包括电动机连接筒材内模。本发明采用自动化模式,比起传统的手工包裹复合碳/石墨毡材料,层与层之间粘粘更加紧密,不易分层,精确度高,强度高,灰分少,保温性能提高,提高使用寿命;采用自动化生产方式,只需要在起始阶段2-3名操作员工上料,以及在制作

毡基碳碳复合材料的研究.docx
毡基碳碳复合材料的研究Title:AStudyonCarbon-CarbonCompositeMaterialsReinforcedwithFelt-likeCarbonFibersAbstract:Carbon-carboncompositematerials(C/C)areknownfortheirexceptionalmechanicalpropertiesandhighthermalstability.Inrecentyears,researchershavebeenexploringvariou

一种碳毡制造工艺及设备.pdf
本发明公开了一种碳毡制造工艺及设备,所述碳毡制造工艺包括以下步骤:S1:将硬碳毡浸泡在去离子水中常温浸泡,浸泡完成的碳毡超声震荡;S2:碳毡进行干燥处理;S3:将酚醛树脂与丙酮溶剂混合,搅拌均匀,取石墨烯材料混合至酚醛树脂与丙酮混合溶液中,制成混合溶剂;S4:碳毡浸入混合溶剂内;S5:将碳毡的上下表面均覆盖一层软碳毡,制成组合件;S6:将组合件置于碳毡制造设备中进行热压固化;S7:将固化后的组合件置于炭化炉中,在氮气保护下进行炭化,得到硬质保温碳毡。采用本发明制成的碳毡具有密度小、导热系数小、碳含量高的优

整体毡碳-碳材料的工艺和性能.docx
整体毡碳-碳材料的工艺和性能标题:整体毡碳-碳材料的工艺和性能引言:毡碳-碳材料是一种由无定形石墨碳和有机纤维经过高温热解生成的复合材料,具有优异的力学性能、导电性能和耐高温性能。本论文旨在探讨整体毡碳-碳材料的工艺和性能,并分析其在航空航天、能源和储能等领域的应用前景。一、整体毡碳-碳材料的制备工艺1.1原料选择和处理:整体毡碳-碳材料的制备通常采用聚丙烯和聚丙烯腈纤维作为有机纤维原料,经过高温碳化、石墨化等步骤得到无定形石墨碳。有机纤维可以通过处理、预氧化等方法提高其焦炭产率和成品质量。1.2毡碳生产