
一种铸钢节点的生产工艺.pdf

mm****酱吖

1/6
2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸钢节点的生产工艺.pdf
本发明公开了一种铸钢节点的生产工艺,它包括以下步骤:S1、炉料配备及金属液的冶炼;S2、造型工艺,采用α-set造型法选用碱酚醛树脂、固化剂、砂子造型;S3、浇注工序,浇注采用单注孔底注式钢包,采用卧浇卧冷;S4、热处理工序,采用井式热处理炉。本发明的有益效果是:提供了一种节点的铸造生产工艺,一次浇注成型,可根据设计要求,设计出多种形状的节点,生产的铸钢节点空间角度一致性好,机械性能优异,且便于现场施工安装;使用碱酚醛树脂和固化剂的砂型,其退让性好、溃散性好、再生效率高,节约成本。

浅谈铸钢节点生产工艺要求-铸钢生产工艺.docx
浅谈铸钢节点生产工艺要求:铸钢生产工艺摘要:铸钢节点构造复杂,外形尺寸大,重量较重,属特殊超大超重节点,制作精度要求高。针对铸钢节点类型多、铸造工艺复杂、要求高等特点,制订铸钢节点生产工艺要求,以确保工程质量。关键词:铸钢节点;铸造工艺;工艺要求。Abstract:largecaststeelnodes,withcomplexstructures,largeoveralldimensionsandheavierweights,theyareofakindofspecialoversizedandoverw

一种合金铸钢轧辊生产工艺.pdf
本发明提供了一种合金铸钢轧辊生产工艺,包括以下步骤:(1)、冶炼;(2)、铸造;(3)、热处理,高温扩散处理,将高合金铸钢轧辊加热到Ac3以上,150-250℃保温30‑50分钟;(4)、加工,采用两顶尖方法加工轧辊平面和两头颈,两头颈直径留0.5‑0.8mm余量,两头颈辊颈台阶用钢直尺和样板测量;(5)性能、探伤检测。本发明的合金铸钢轧辊生产工艺,对工艺和参数进行了优化,提高了轧辊辊身性能,延长了使用寿命,降低了生产成本。

板式铸钢节点静力性能试验研究.docx
板式铸钢节点静力性能试验研究摘要:本文针对板式铸钢节点的静力性能进行了试验研究,以探究其在工程实际中的应用价值。试验结果表明,板式铸钢节点具有良好的承载能力和韧性,可以用于各类工程结构中。本文详细分析了试验流程和结果,为工程设计提供了科学依据。关键词:板式铸钢节点、静力性能、试验研究、承载能力、韧性、工程实际应用一、引言板式铸钢节点是一种常见的工程结构连接件,广泛应用于各种建筑和桥梁等工程中。其具有优良的材料性能和结构设计,能够承受较大的荷载和变形,相比传统节点具有良好的抗震性能,并且拥有较高的韧性,这些
钢结构梁柱连接用铸钢节点.pdf
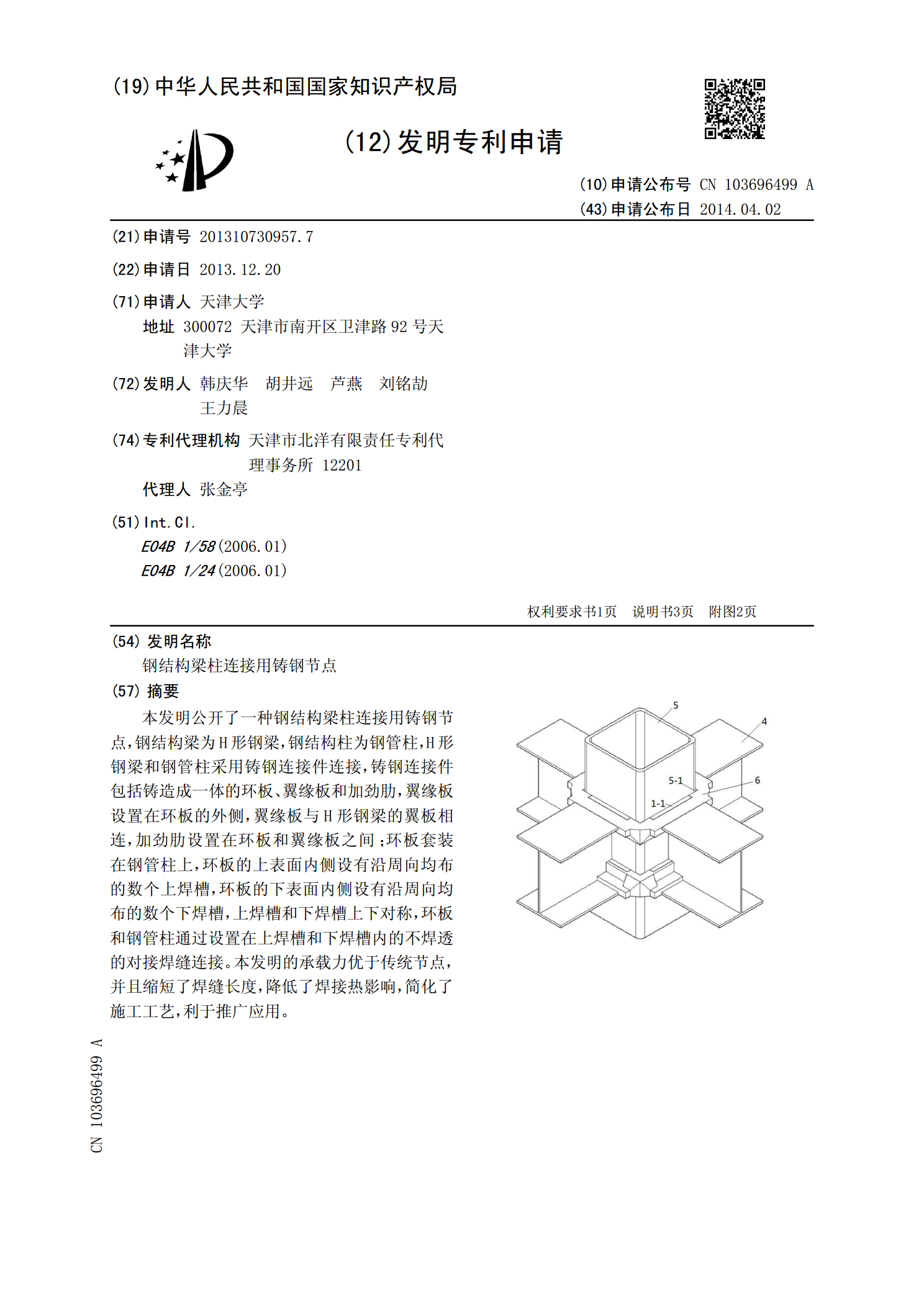
本发明公开了一种钢结构梁柱连接用铸钢节点,钢结构梁为H形钢梁,钢结构柱为钢管柱,H形钢梁和钢管柱采用铸钢连接件连接,铸钢连接件包括铸造成一体的环板、翼缘板和加劲肋,翼缘板设置在环板的外侧,翼缘板与H形钢梁的翼板相连,加劲肋设置在环板和翼缘板之间;环板套装在钢管柱上,环板的上表面内侧设有沿周向均布的数个上焊槽,环板的下表面内侧设有沿周向均布的数个下焊槽,上焊槽和下焊槽上下对称,环板和钢管柱通过设置在上焊槽和下焊槽内的不焊透的对接焊缝连接。本发明的承载力优于传统节点,并且缩短了焊缝长度,降低了焊接热影响,简化