
一种合金铸钢轧辊生产工艺.pdf

莉娜****ua


1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种合金铸钢轧辊生产工艺.pdf
本发明提供了一种合金铸钢轧辊生产工艺,包括以下步骤:(1)、冶炼;(2)、铸造;(3)、热处理,高温扩散处理,将高合金铸钢轧辊加热到Ac3以上,150-250℃保温30‑50分钟;(4)、加工,采用两顶尖方法加工轧辊平面和两头颈,两头颈直径留0.5‑0.8mm余量,两头颈辊颈台阶用钢直尺和样板测量;(5)性能、探伤检测。本发明的合金铸钢轧辊生产工艺,对工艺和参数进行了优化,提高了轧辊辊身性能,延长了使用寿命,降低了生产成本。

轧辊用合金铸钢热疲劳性能的研究.docx
轧辊用合金铸钢热疲劳性能的研究轧辊用合金铸钢热疲劳性能的研究摘要:轧辊是冶金工业中的重要设备之一,在高温和高压的工作环境下承受着巨大的载荷,因此轧辊的材料需要具备优异的热疲劳性能。本文针对轧辊用合金铸钢的热疲劳性能进行了研究。研究表明,通过合理的合金设计和热处理工艺可以显著提高轧辊材料的热疲劳寿命。关键词:轧辊;合金铸钢;热疲劳性能;合金设计;热处理工艺1.引言轧辊是冶金工业中常见的设备之一,主要用于对金属材料进行连续压制和变形加工。由于工作环境的特殊性,轧辊需要在高温和高压的条件下工作,因此其材料需要具

轧辊用合金铸钢热疲劳性能的研究.docx
轧辊用合金铸钢热疲劳性能的研究轧辊是冶金、矿山、钢铁等行业中常用的设备之一,在生产过程中承受了巨大的热和力的负荷。由于长时间的工作负荷和高温环境的作用,轧辊容易受到热疲劳的影响,导致破裂、变形和失效等问题。因此,对轧辊用合金铸钢材料的热疲劳性能进行研究具有重要的理论和实际意义。首先,热疲劳性能是材料在高温条件下承受热循环作用后性能变化的能力。其研究可以通过实验和数值模拟相结合的方式进行。实验上,可以通过设计合适的试验装置,将轧辊样品暴露在高温环境中,模拟实际生产工况下的热循环作用,并通过测量样品的力学性能

一种铸钢轧辊的制备工艺.pdf
本发明涉及一种铸钢轧辊的制备工艺。本发明首先对合金外层、芯部成份进行精确配组并分别进行中频炉熔炼,当合金外层、芯部的具体成份经炉前光谱检测和精调符合标准工艺具体要求时,将合金外层、芯部进行分别精炼,当合金外层熔炼达到设定要求时出钢,将出钢的钢水浇入到高速旋转的离心机铸型内,合金外层钢水的浇铸温度为1430-1460℃,当合金外层钢水凝固后下机并马上进行立式组箱,向其内冲洗浇注芯部铁水,从而使得合金外层和芯部完全冶金熔合,结合处没有碳偏聚及缩松缺陷。本发明的轧辊耐磨性和韧性好、抗事故能力强、使用寿命长,避免
一种铸钢轧辊的浇注方法.pdf
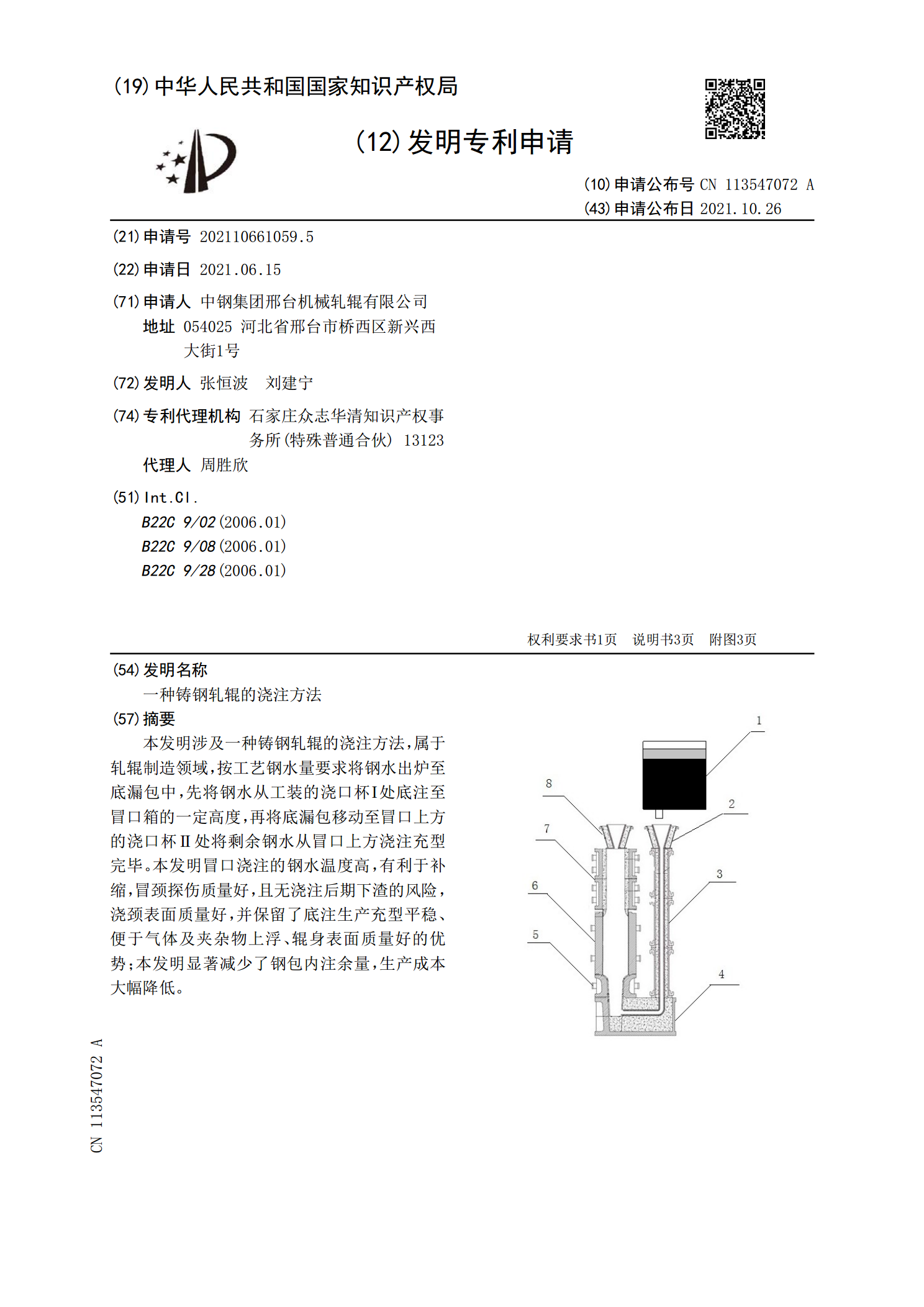
本发明涉及一种铸钢轧辊的浇注方法,属于轧辊制造领域,按工艺钢水量要求将钢水出炉至底漏包中,先将钢水从工装的浇口杯Ⅰ处底注至冒口箱的一定高度,再将底漏包移动至冒口上方的浇口杯Ⅱ处将剩余钢水从冒口上方浇注充型完毕。本发明冒口浇注的钢水温度高,有利于补缩,冒颈探伤质量好,且无浇注后期下渣的风险,浇颈表面质量好,并保留了底注生产充型平稳、便于气体及夹杂物上浮、辊身表面质量好的优势;本发明显著减少了钢包内注余量,生产成本大幅降低。