
大型铝合金轮毂锻造工艺.pdf

岚风****55

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型铝合金轮毂锻造工艺.pdf
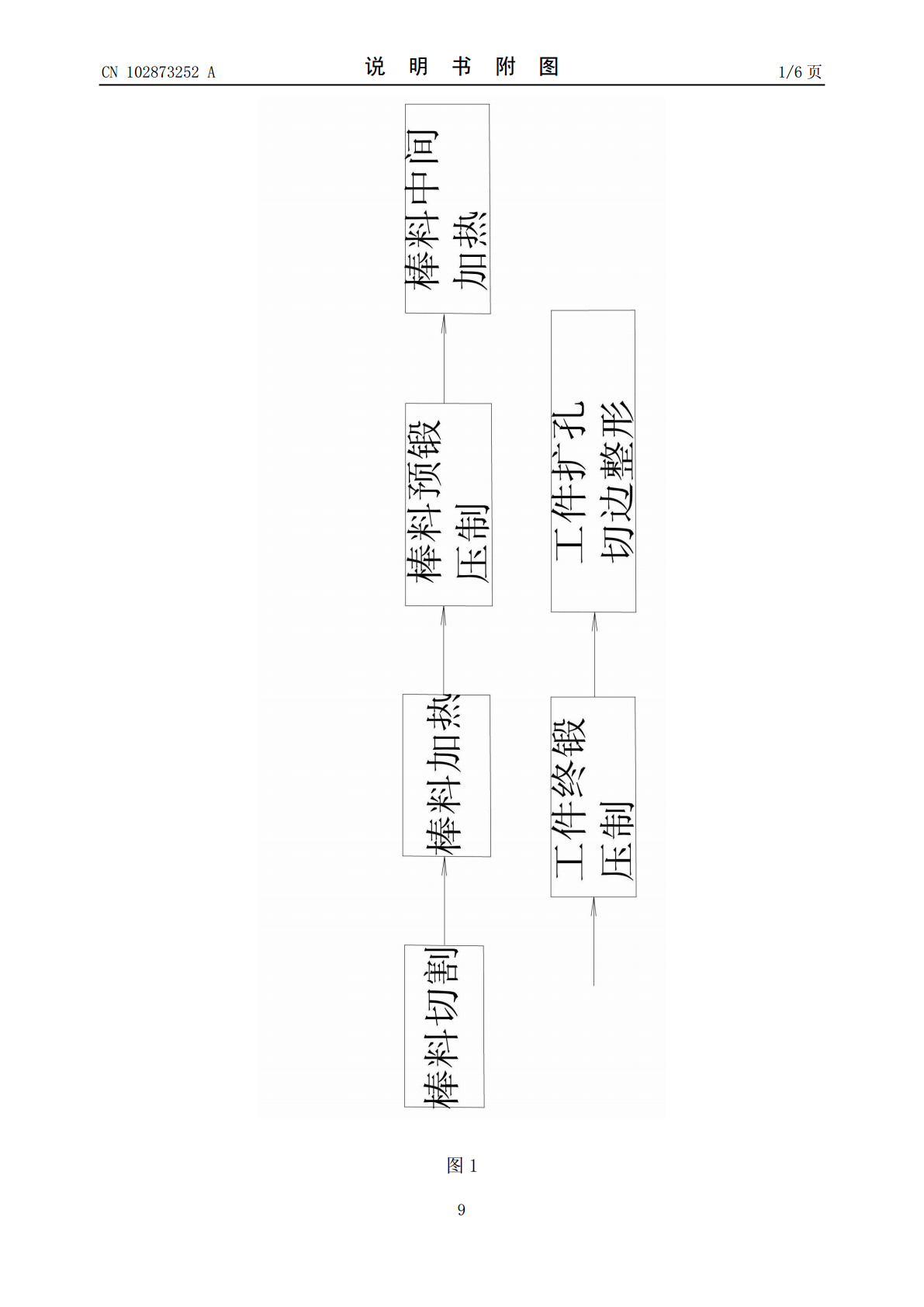
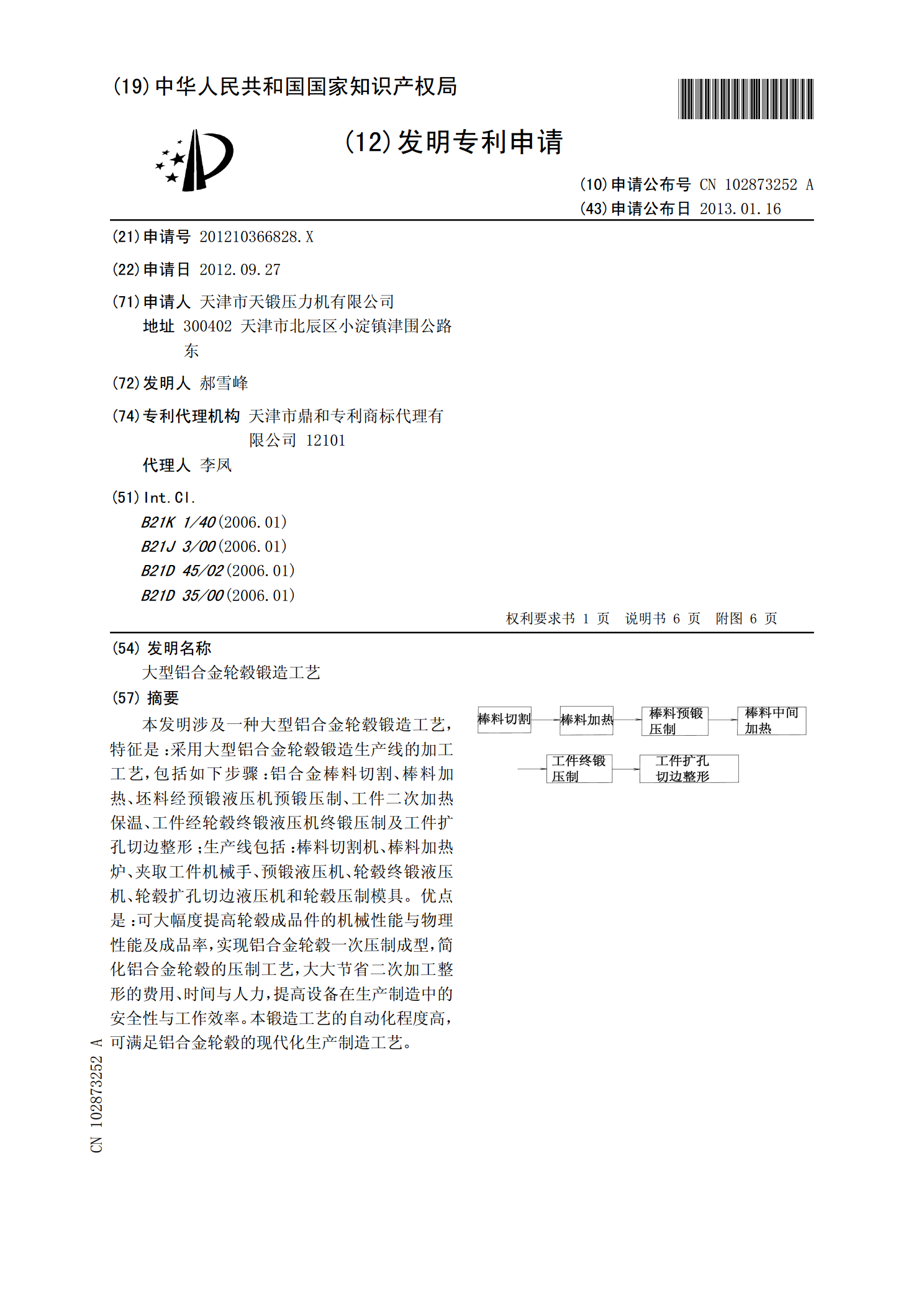
本发明涉及一种大型铝合金轮毂锻造工艺,特征是:采用大型铝合金轮毂锻造生产线的加工工艺,包括如下步骤:铝合金棒料切割、棒料加热、坯料经预锻液压机预锻压制、工件二次加热保温、工件经轮毂终锻液压机终锻压制及工件扩孔切边整形;生产线包括:棒料切割机、棒料加热炉、夹取工件机械手、预锻液压机、轮毂终锻液压机、轮毂扩孔切边液压机和轮毂压制模具。优点是:可大幅度提高轮毂成品件的机械性能与物理性能及成品率,实现铝合金轮毂一次压制成型,简化铝合金轮毂的压制工艺,大大节省二次加工整形的费用、时间与人力,提高设备在生产制造中的安
大型铝合金轮毂等温锻造生产线.pdf
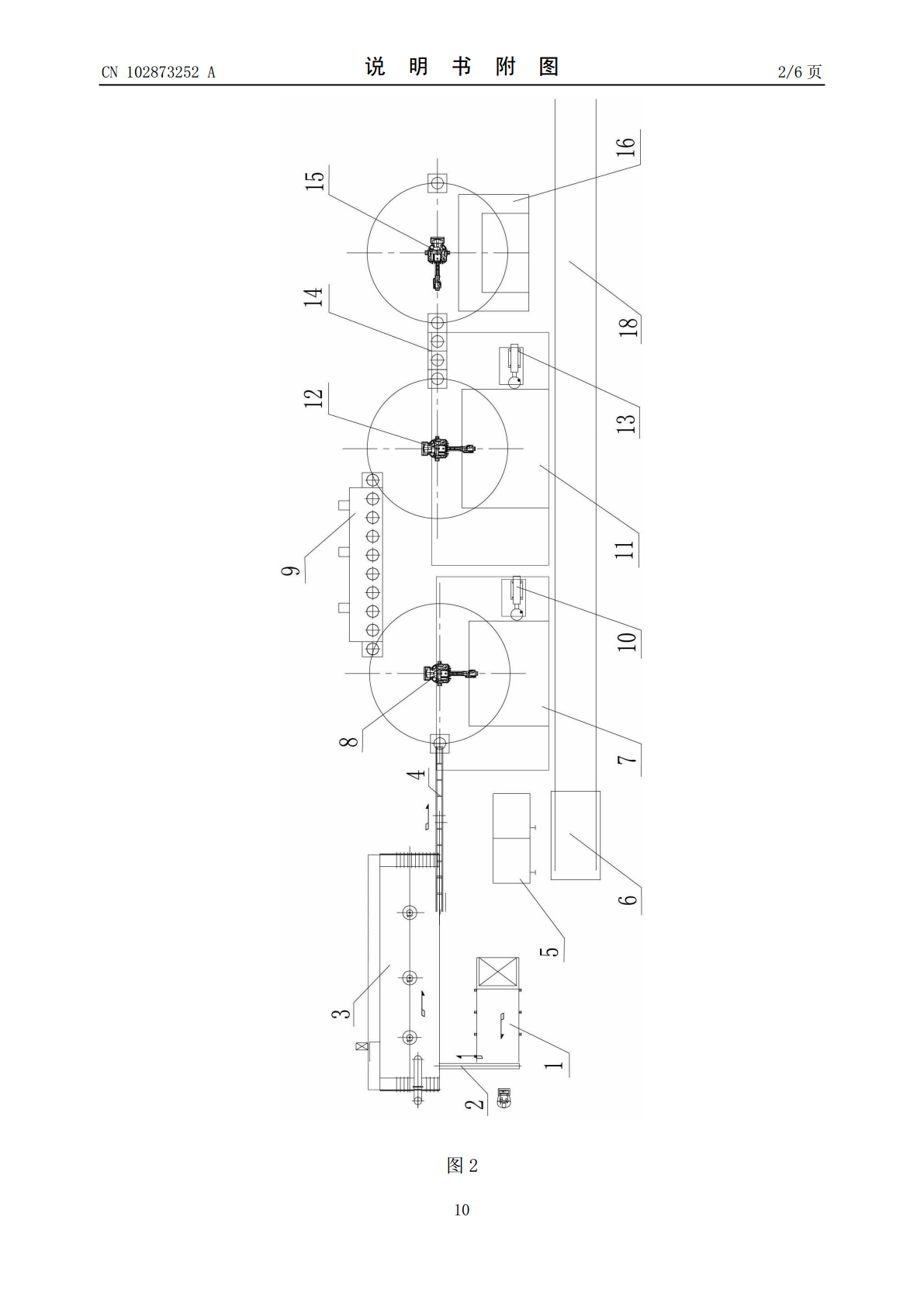
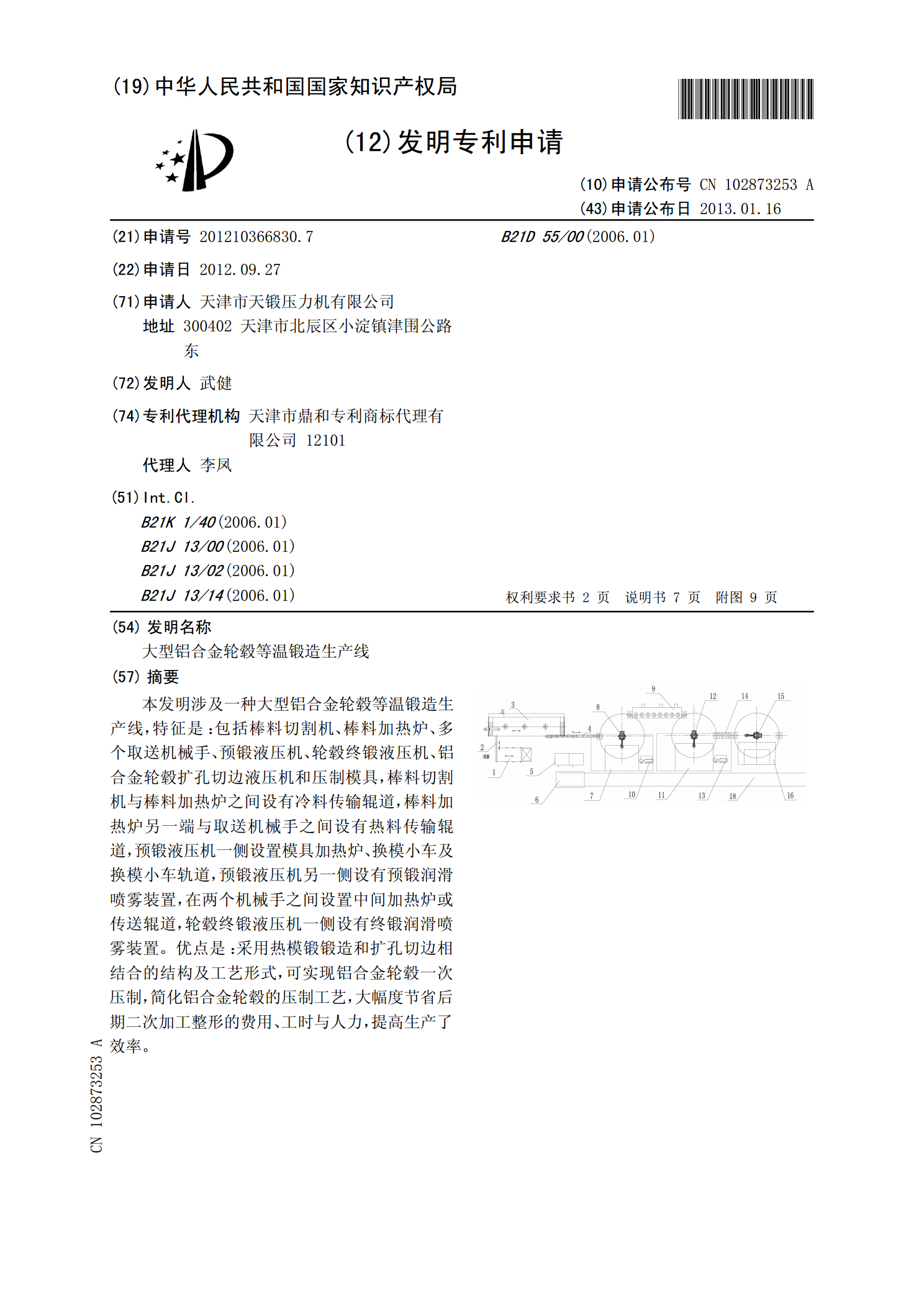
本发明涉及一种大型铝合金轮毂等温锻造生产线,特征是:包括棒料切割机、棒料加热炉、多个取送机械手、预锻液压机、轮毂终锻液压机、铝合金轮毂扩孔切边液压机和压制模具,棒料切割机与棒料加热炉之间设有冷料传输辊道,棒料加热炉另一端与取送机械手之间设有热料传输辊道,预锻液压机一侧设置模具加热炉、换模小车及换模小车轨道,预锻液压机另一侧设有预锻润滑喷雾装置,在两个机械手之间设置中间加热炉或传送辊道,轮毂终锻液压机一侧设有终锻润滑喷雾装置。优点是:采用热模锻锻造和扩孔切边相结合的结构及工艺形式,可实现铝合金轮毂一次压制,

锻造铝合金轮毂加工工艺性分析.docx
锻造铝合金轮毂加工工艺性分析论文题目:锻造铝合金轮毂加工工艺性分析摘要:随着汽车工业的迅速发展,铝合金轮毂作为一种重要的轮胎附件,在提高车辆性能、减轻车辆重量、降低车辆油耗等方面发挥着重要作用。本论文通过对锻造铝合金轮毂加工工艺进行性分析,总结了目前常见的铝合金轮毂加工工艺,包括锻造工艺、前工艺、后工艺以及数值模拟分析等。并在此基础上,讨论了铝合金轮毂加工工艺存在的问题以及未来的发展方向。通过对铝合金轮毂加工工艺的深入研究,可以为铝合金轮毂的生产提供技术支持和参考,促进轮毂行业的进一步发展。1.引言随着汽

锻造轮毂专用铝合金洁净度处理工艺.pdf
一种锻造轮毂专用铝合金洁净度处理工艺,在铝液流槽上依次设置有除气箱、第一级过滤箱、第二级过滤箱,在除气箱的下端设置有第三残液流孔;在第一级过滤箱内设置有第一过滤板,在第一级过滤箱的下端设置有第二残液流孔;在第二级过滤箱内设置有第二过滤板,在第二级过滤箱的下端设置有第一残液流孔;在除气箱的上方设置有可升降的活动机构,在活动机构的中部设置有氩气管道,在活动机构的下端依次设置有三个石墨转子,石墨转子的内部设置有气体通道,氩气管道分别与三个石墨转子内部的气体通道相连通,石墨转的上端连接有电机,石墨转子的下端设置有
锻造铝合金轮毂表面等离子热喷涂工艺.pdf
一种锻造铝合金轮毂表面等离子热喷涂工艺,其特征在于,包括以下步骤:S1:净化处理;S2:局部粗化处理;S3:预热;S4:等离子喷涂:选用200‑300目三氧化二铝陶瓷粉末作为涂层材料,采用等离子喷枪产生的等离子喷流,把数微米至数十微米的三氧化二铝陶瓷粉末加热并加速,在熔融或接近熔融状态下喷向经过S3处理的轮毂的胎圈座位置表面形成涂层,喷涂过程中采用压缩空气对所述轮毂进行强制冷却,喷涂距离为100‑120mm,涂层厚度为0.1‑0.2mm,送粉量为8g/s,粒子速度为250‑280m/s;S5:封孔,采用环