
大型铝合金轮毂等温锻造生产线.pdf

邻家****ng

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型铝合金轮毂等温锻造生产线.pdf
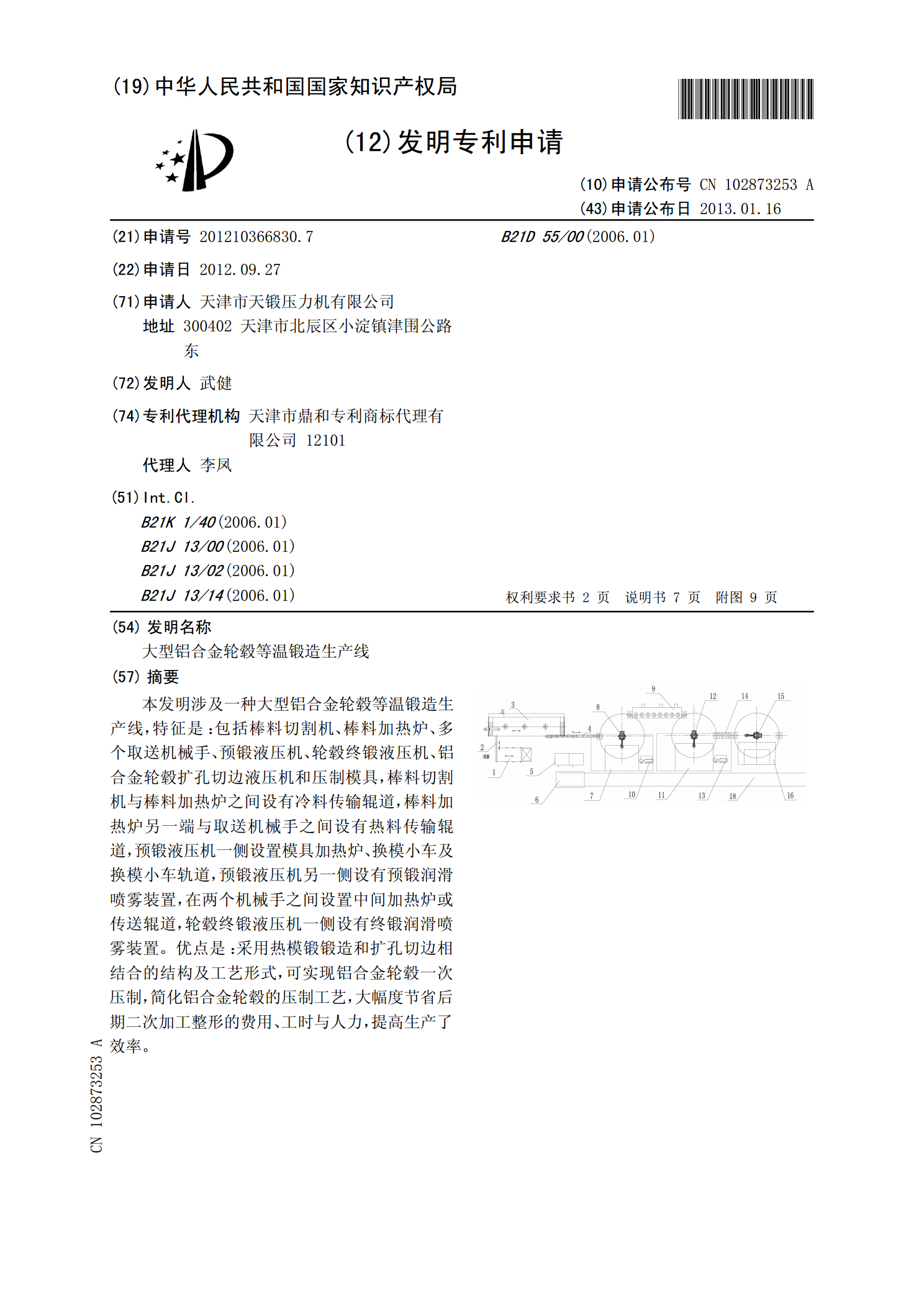
本发明涉及一种大型铝合金轮毂等温锻造生产线,特征是:包括棒料切割机、棒料加热炉、多个取送机械手、预锻液压机、轮毂终锻液压机、铝合金轮毂扩孔切边液压机和压制模具,棒料切割机与棒料加热炉之间设有冷料传输辊道,棒料加热炉另一端与取送机械手之间设有热料传输辊道,预锻液压机一侧设置模具加热炉、换模小车及换模小车轨道,预锻液压机另一侧设有预锻润滑喷雾装置,在两个机械手之间设置中间加热炉或传送辊道,轮毂终锻液压机一侧设有终锻润滑喷雾装置。优点是:采用热模锻锻造和扩孔切边相结合的结构及工艺形式,可实现铝合金轮毂一次压制,
大型铝合金轮毂锻造工艺.pdf
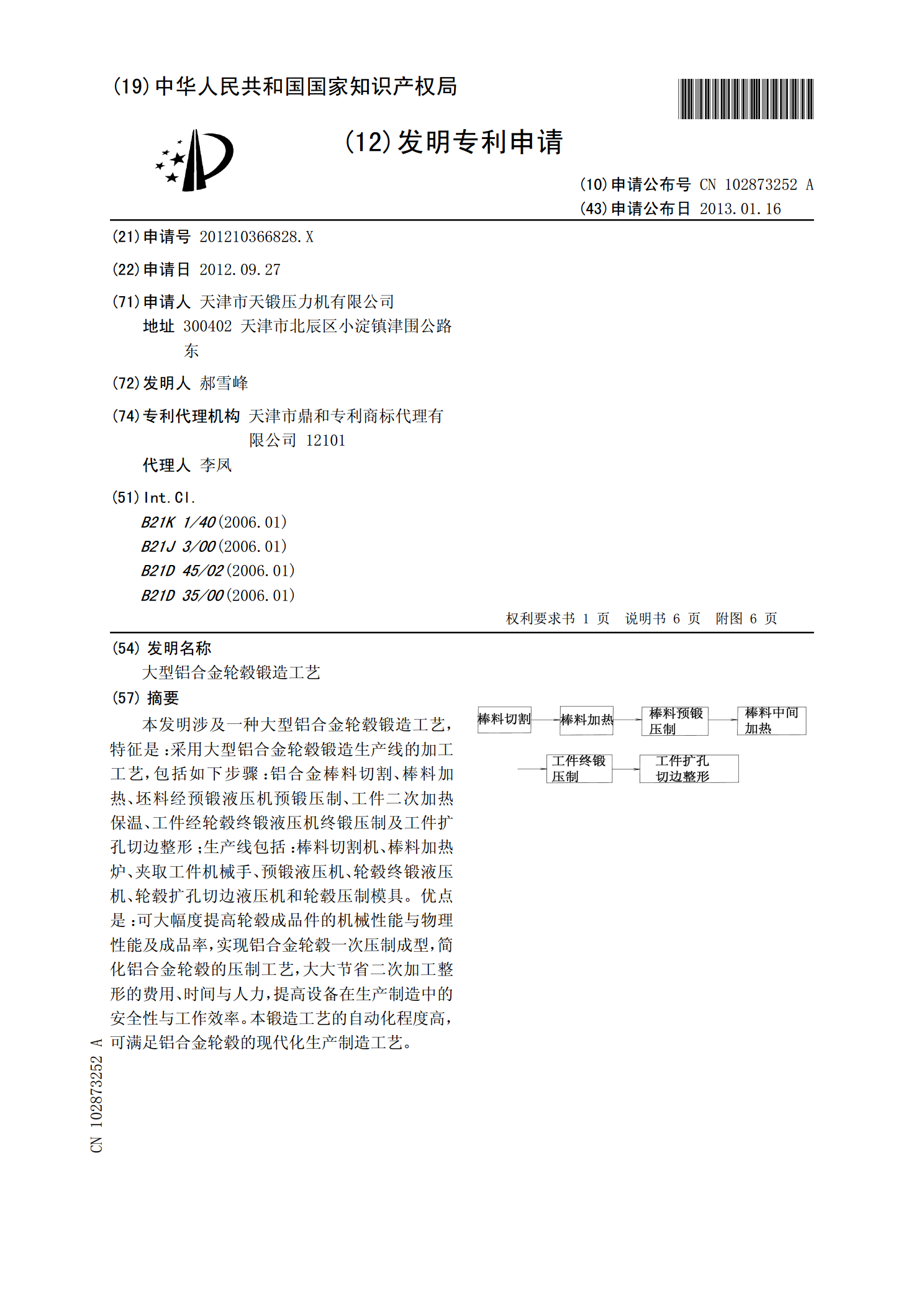
本发明涉及一种大型铝合金轮毂锻造工艺,特征是:采用大型铝合金轮毂锻造生产线的加工工艺,包括如下步骤:铝合金棒料切割、棒料加热、坯料经预锻液压机预锻压制、工件二次加热保温、工件经轮毂终锻液压机终锻压制及工件扩孔切边整形;生产线包括:棒料切割机、棒料加热炉、夹取工件机械手、预锻液压机、轮毂终锻液压机、轮毂扩孔切边液压机和轮毂压制模具。优点是:可大幅度提高轮毂成品件的机械性能与物理性能及成品率,实现铝合金轮毂一次压制成型,简化铝合金轮毂的压制工艺,大大节省二次加工整形的费用、时间与人力,提高设备在生产制造中的安

汽车轮毂等温锻造及旋压成形工艺.pdf
本发明涉及一种汽车轮毂等温锻造及旋压成形工艺,该工艺解决了传统的金属型铸造毛坯成形方法易产生缩孔、疏松、机械性能较低等铸造缺陷,克服了汽车轮毂加工余量大,生产成本高,难以得到广泛应用的不足。其技术方案如下:将铝合金棒切割成坯料→坯料预热到460℃--500℃并保温1小时→在锻压机下经过3-4次锻压,制成预锻毛坯→模具预热→将预锻毛坯料放入1500t级锻压机下的锻造模具中(模具温度控制在400-450℃),再次进行等温锻压2-3次,使铝合金轮毂初次成形→旋压精密成形。该成形工艺提高了产品制造精度和强度,属精
锻造铝合金轮毂的制造方法.pdf
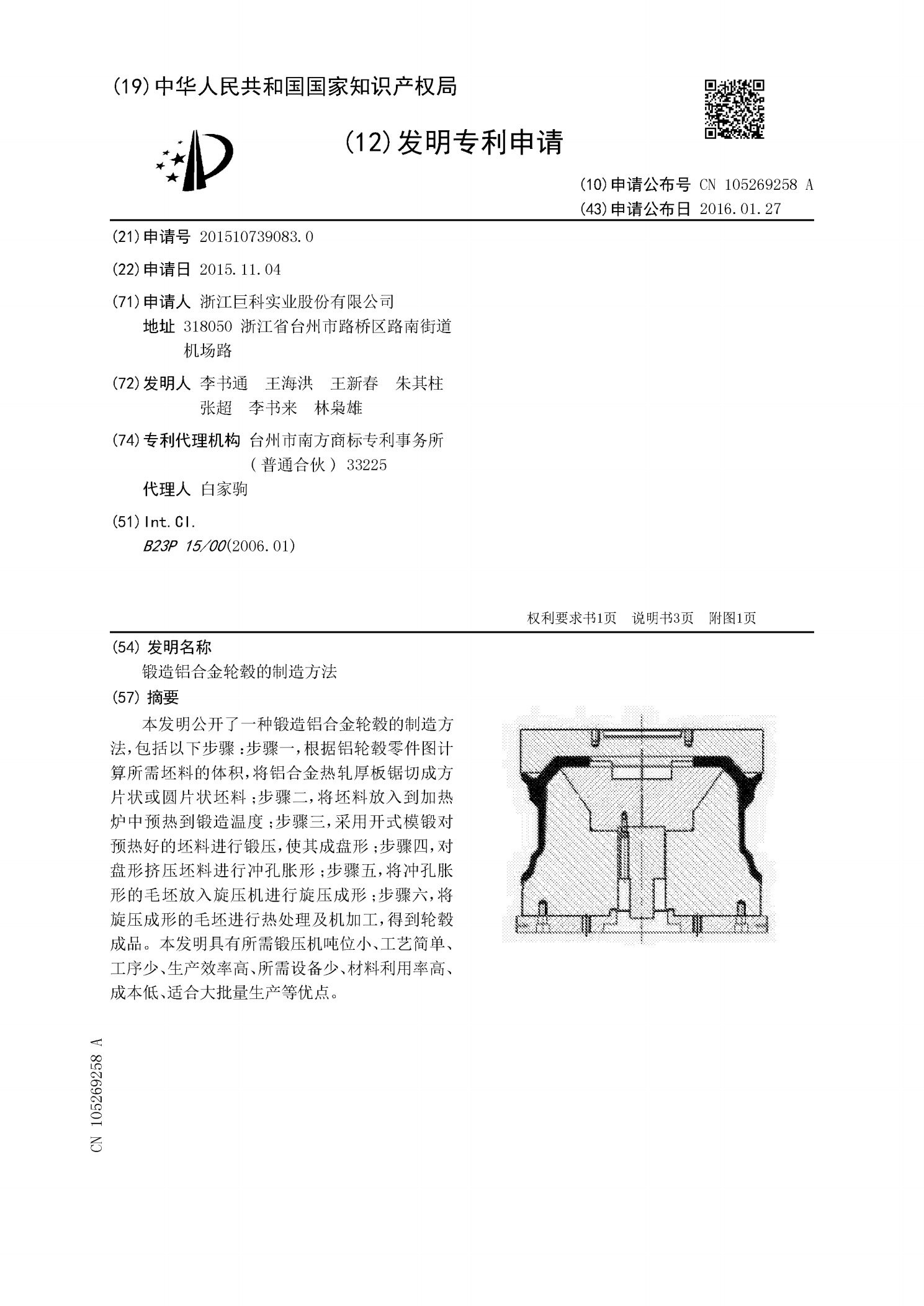
本发明公开了一种锻造铝合金轮毂的制造方法,包括以下步骤:步骤一,根据铝轮毂零件图计算所需坯料的体积,将铝合金热轧厚板锯切成方片状或圆片状坯料;步骤二,将坯料放入到加热炉中预热到锻造温度;步骤三,采用开式模锻对预热好的坯料进行锻压,使其成盘形;步骤四,对盘形挤压坯料进行冲孔胀形;步骤五,将冲孔胀形的毛坯放入旋压机进行旋压成形;步骤六,将旋压成形的毛坯进行热处理及机加工,得到轮毂成品。本发明具有所需锻压机吨位小、工艺简单、工序少、生产效率高、所需设备少、材料利用率高、成本低、适合大批量生产等优点。
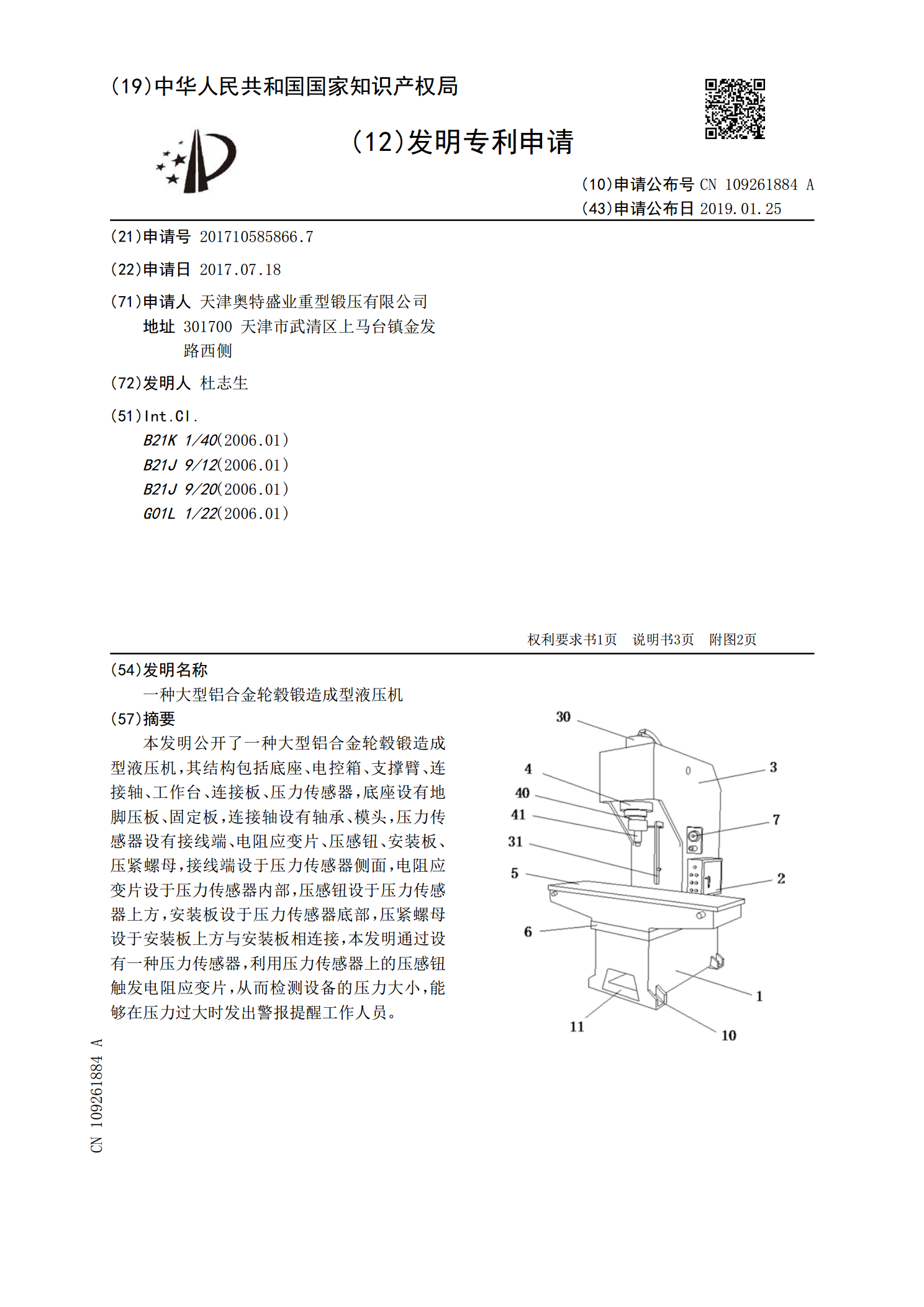
一种大型铝合金轮毂锻造成型液压机.pdf
本发明公开了一种大型铝合金轮毂锻造成型液压机,其结构包括底座、电控箱、支撑臂、连接轴、工作台、连接板、压力传感器,底座设有地脚压板、固定板,连接轴设有轴承、模头,压力传感器设有接线端、电阻应变片、压感钮、安装板、压紧螺母,接线端设于压力传感器侧面,电阻应变片设于压力传感器内部,压感钮设于压力传感器上方,安装板设于压力传感器底部,压紧螺母设于安装板上方与安装板相连接,本发明通过设有一种压力传感器,利用压力传感器上的压感钮触发电阻应变片,从而检测设备的压力大小,能够在压力过大时发出警报提醒工作人员。