
一种连续真空感应熔铸炉系统.pdf

甲申****66

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种连续真空感应熔铸炉系统.pdf
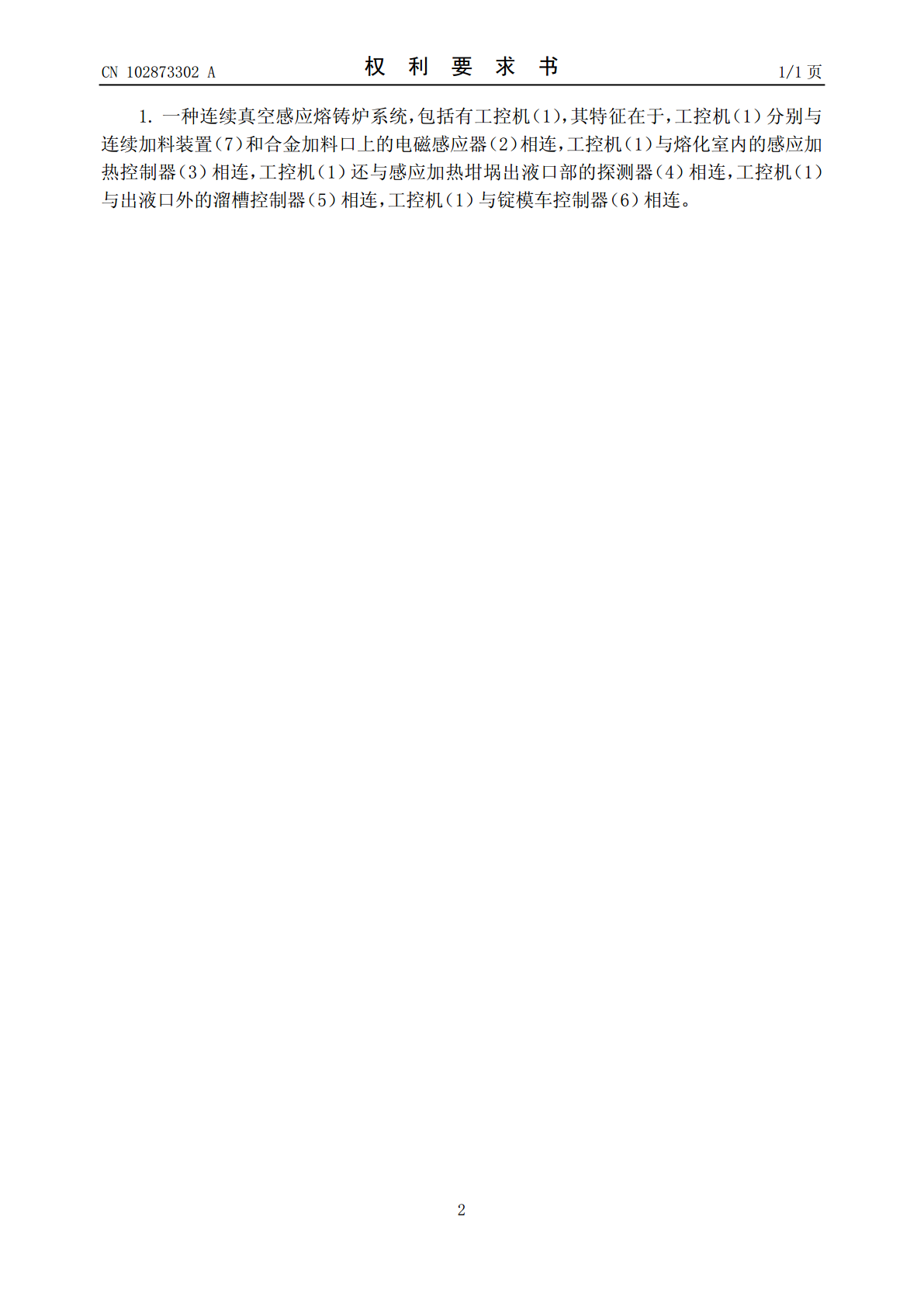
一种连续真空感应熔铸炉系统,包括有工控机,工控机分别与连续加料装置和合金加料口上的电磁感应器相连,工控机与熔化室内的感应加热控制器相连,工控机还与感应加热坩埚出液口部的探测器相连,工控机与出液口外的溜槽控制器相连,工控机与锭模车控制器相连,工控机控制感应加热坩埚装置正上方的连续加料装置,将所熔化的料加入感应加热坩埚内,待探测器测得出液口处的金属液达到设定量时,打开出液口阀门,控制溜槽控制器,将右溜槽移向出液口把金属液导入右浇铸室的锭模内进行铸锭坯,待锭坯冷却后锭模,通过锭模车控制器控制锭模车移出,具有连续
四室卧式连续真空感应熔铸炉.pdf
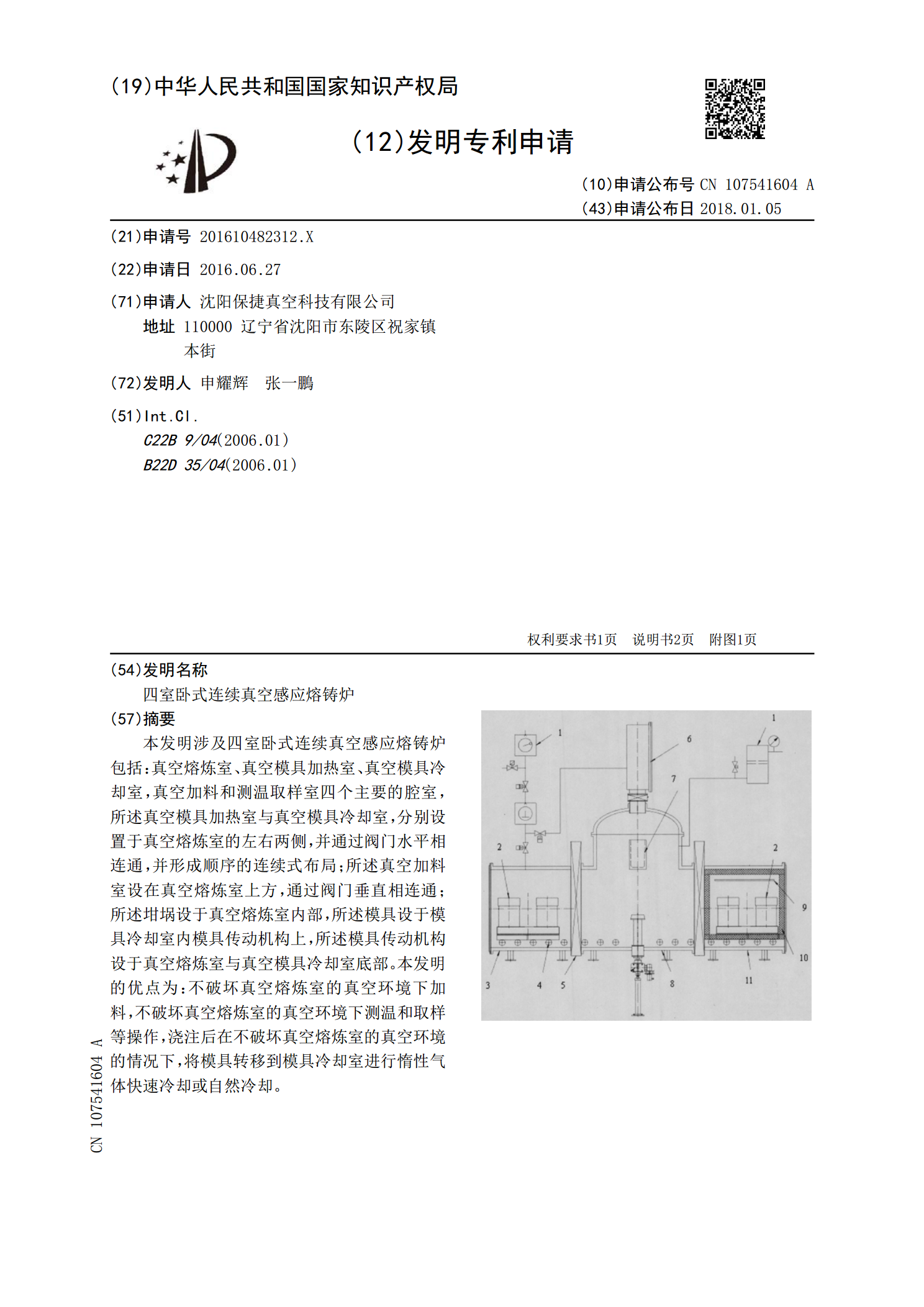
本发明涉及四室卧式连续真空感应熔铸炉包括:真空熔炼室、真空模具加热室、真空模具冷却室,真空加料和测温取样室四个主要的腔室,所述真空模具加热室与真空模具冷却室,分别设置于真空熔炼室的左右两侧,并通过阀门水平相连通,并形成顺序的连续式布局;所述真空加料室设在真空熔炼室上方,通过阀门垂直相连通;所述坩埚设于真空熔炼室内部,所述模具设于模具冷却室内模具传动机构上,所述模具传动机构设于真空熔炼室与真空模具冷却室底部。本发明的优点为:不破坏真空熔炼室的真空环境下加料,不破坏真空熔炼室的真空环境下测温和取样等操作,浇注

一种多用途半连续真空感应熔铸炉.pdf
一种多用途半连续真空感应熔铸炉,包括有熔化室,熔化室上部设有连续加料装置和合金加料口,熔化室内设有感应加热坩埚装置,感应加热坩埚装置设有出液口,感应加热坩埚装置的出液口侧设有溜槽,溜槽下方设有浇铸室,浇铸室内设有锭模,锭模下方设有锭模车,通过连续加料装置将所熔化的料加入感应加热坩埚装置内,待金属熔化后将右溜槽移动到感应加热坩埚装置的出液口处,倾动感应加热坩埚装置,金属液通过右溜槽进入右浇铸室的锭模内进行铸锭坯,待锭坯冷却后锭模通过锭模车移出,进行另一用途下拉铸锭铸造时,通过移动左溜槽使得金属液进入左浇铸室
一种工业硅用半连续真空感应熔铸炉.pdf
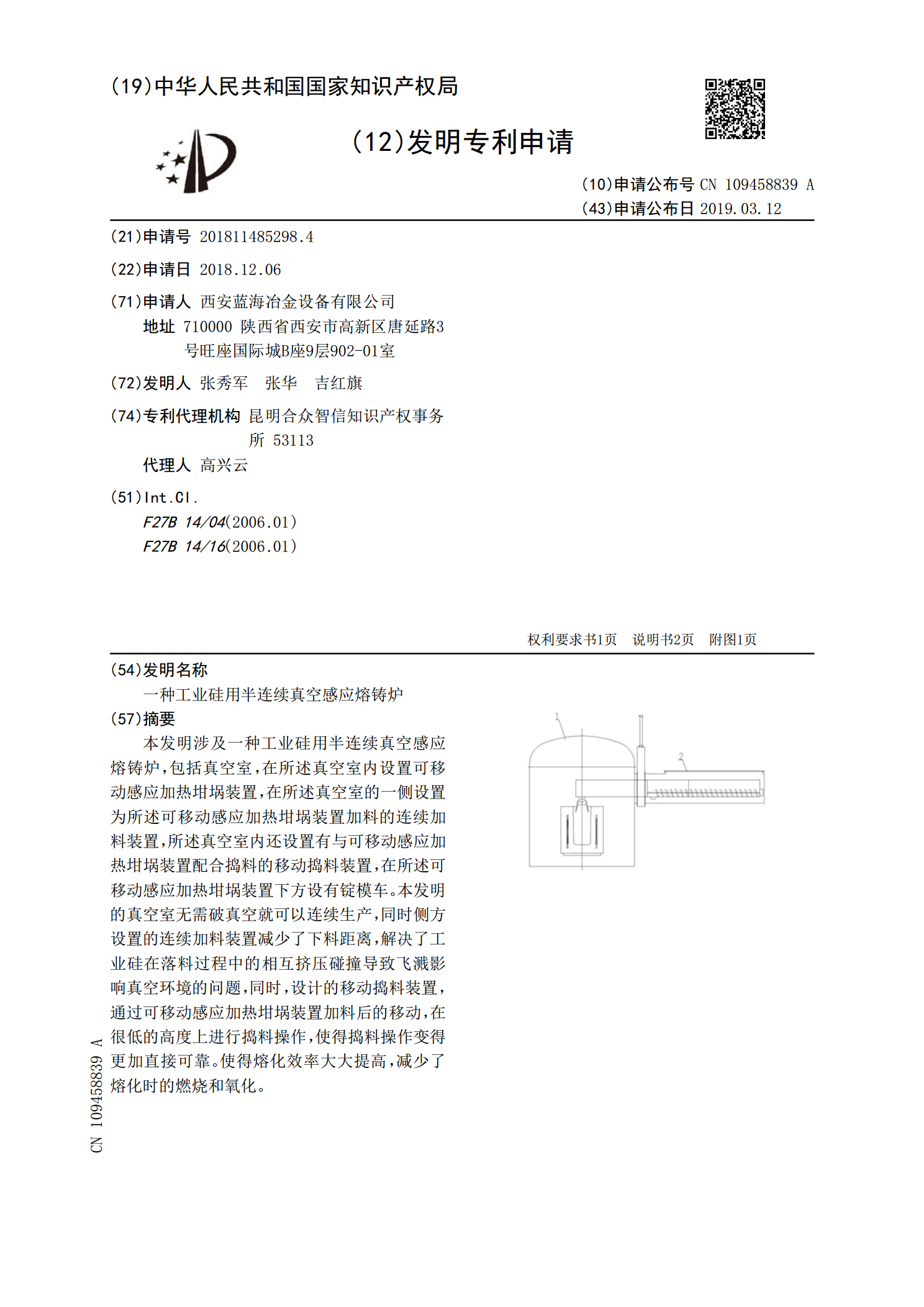
本发明涉及一种工业硅用半连续真空感应熔铸炉,包括真空室,在所述真空室内设置可移动感应加热坩埚装置,在所述真空室的一侧设置为所述可移动感应加热坩埚装置加料的连续加料装置,所述真空室内还设置有与可移动感应加热坩埚装置配合捣料的移动捣料装置,在所述可移动感应加热坩埚装置下方设有锭模车。本发明的真空室无需破真空就可以连续生产,同时侧方设置的连续加料装置减少了下料距离,解决了工业硅在落料过程中的相互挤压碰撞导致飞溅影响真空环境的问题,同时,设计的移动捣料装置,通过可移动感应加热坩埚装置加料后的移动,在很低的高度上进
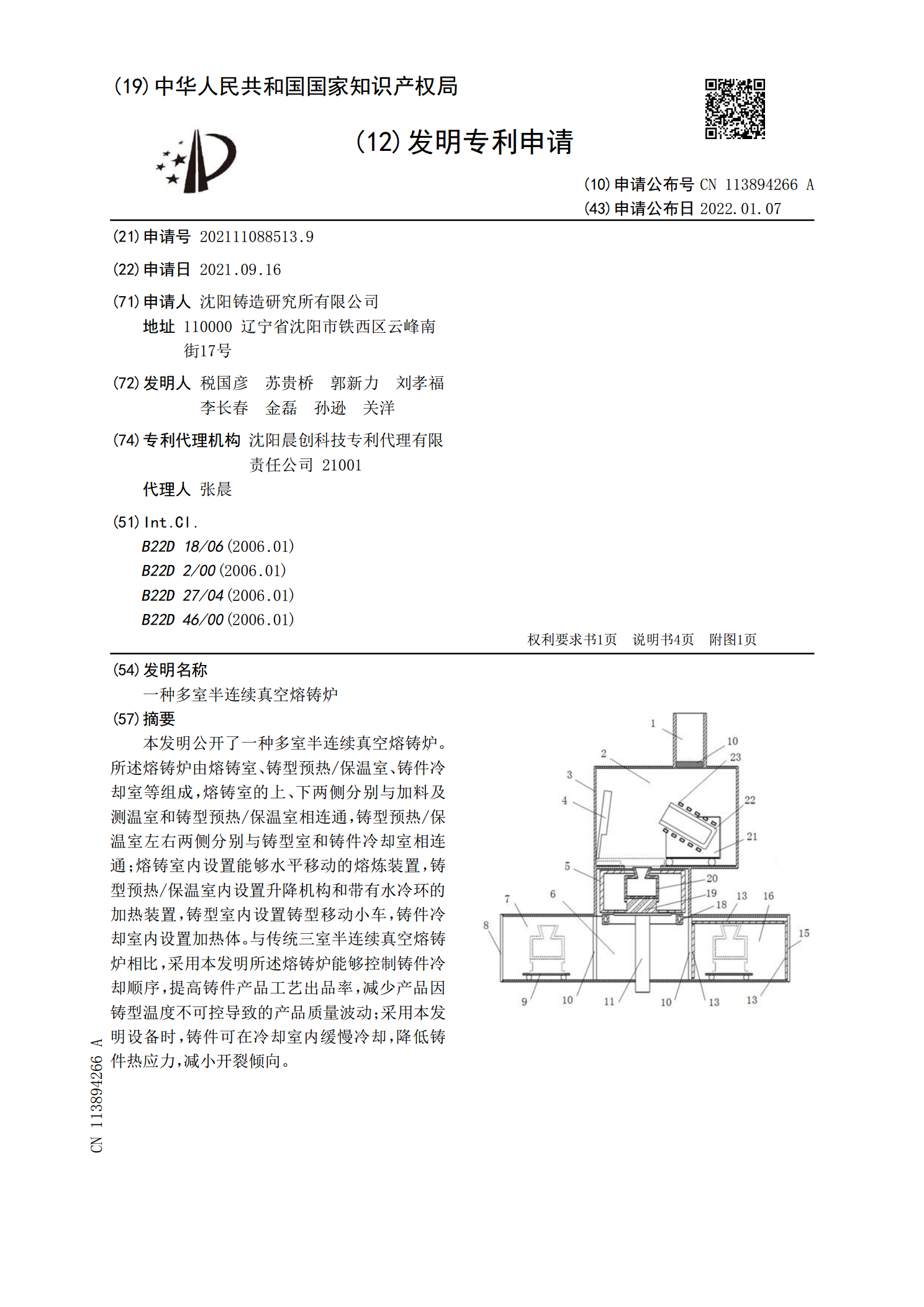
一种多室半连续真空熔铸炉.pdf
本发明公开了一种多室半连续真空熔铸炉。所述熔铸炉由熔铸室、铸型预热/保温室、铸件冷却室等组成,熔铸室的上、下两侧分别与加料及测温室和铸型预热/保温室相连通,铸型预热/保温室左右两侧分别与铸型室和铸件冷却室相连通;熔铸室内设置能够水平移动的熔炼装置,铸型预热/保温室内设置升降机构和带有水冷环的加热装置,铸型室内设置铸型移动小车,铸件冷却室内设置加热体。与传统三室半连续真空熔铸炉相比,采用本发明所述熔铸炉能够控制铸件冷却顺序,提高铸件产品工艺出品率,减少产品因铸型温度不可控导致的产品质量波动;采用本发明设备时