
1Cr12马氏体不锈钢压紧弹簧锻件的调质处理工艺方法.pdf

一吃****书竹

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
1Cr12马氏体不锈钢压紧弹簧锻件的调质处理工艺方法.pdf
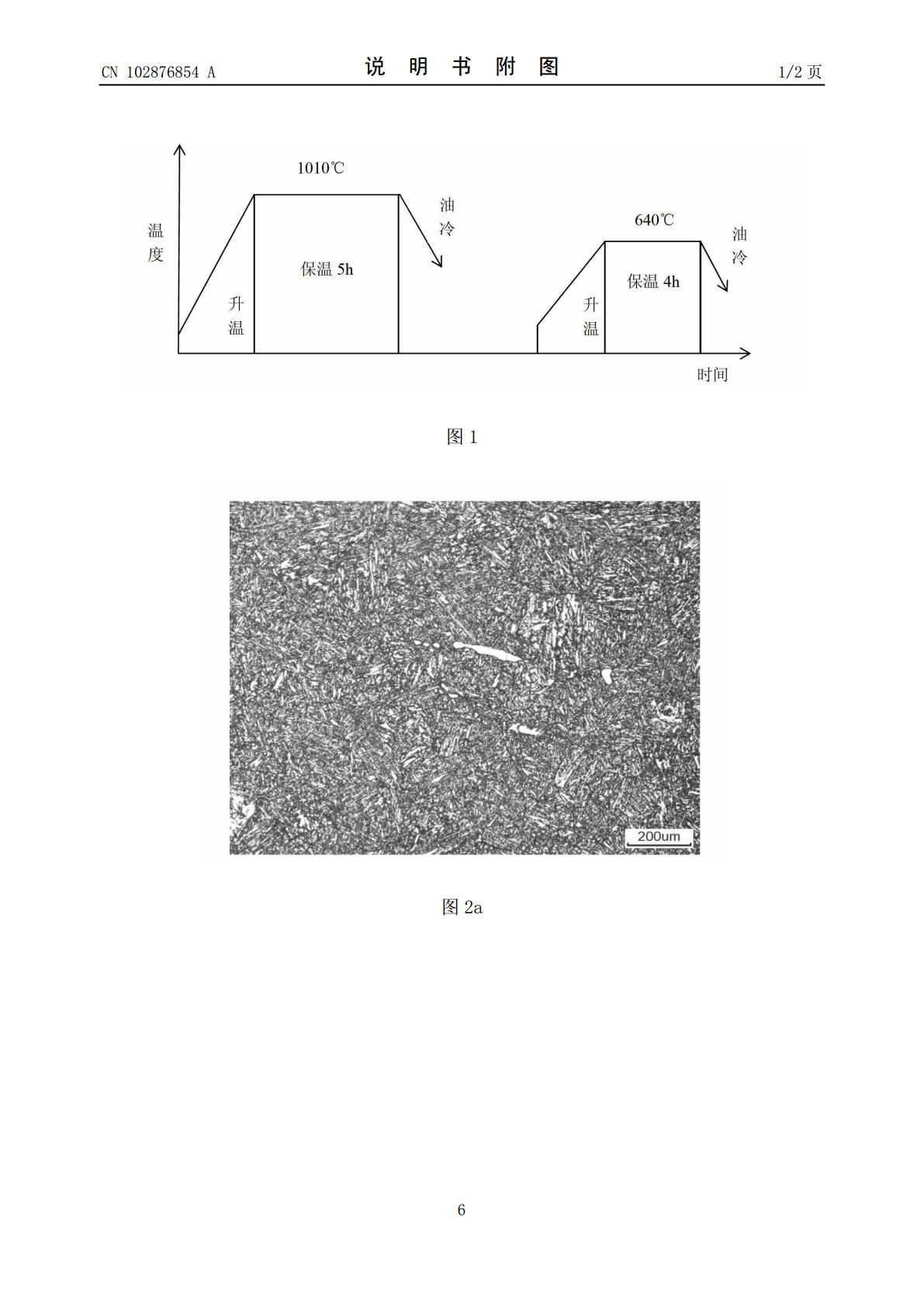
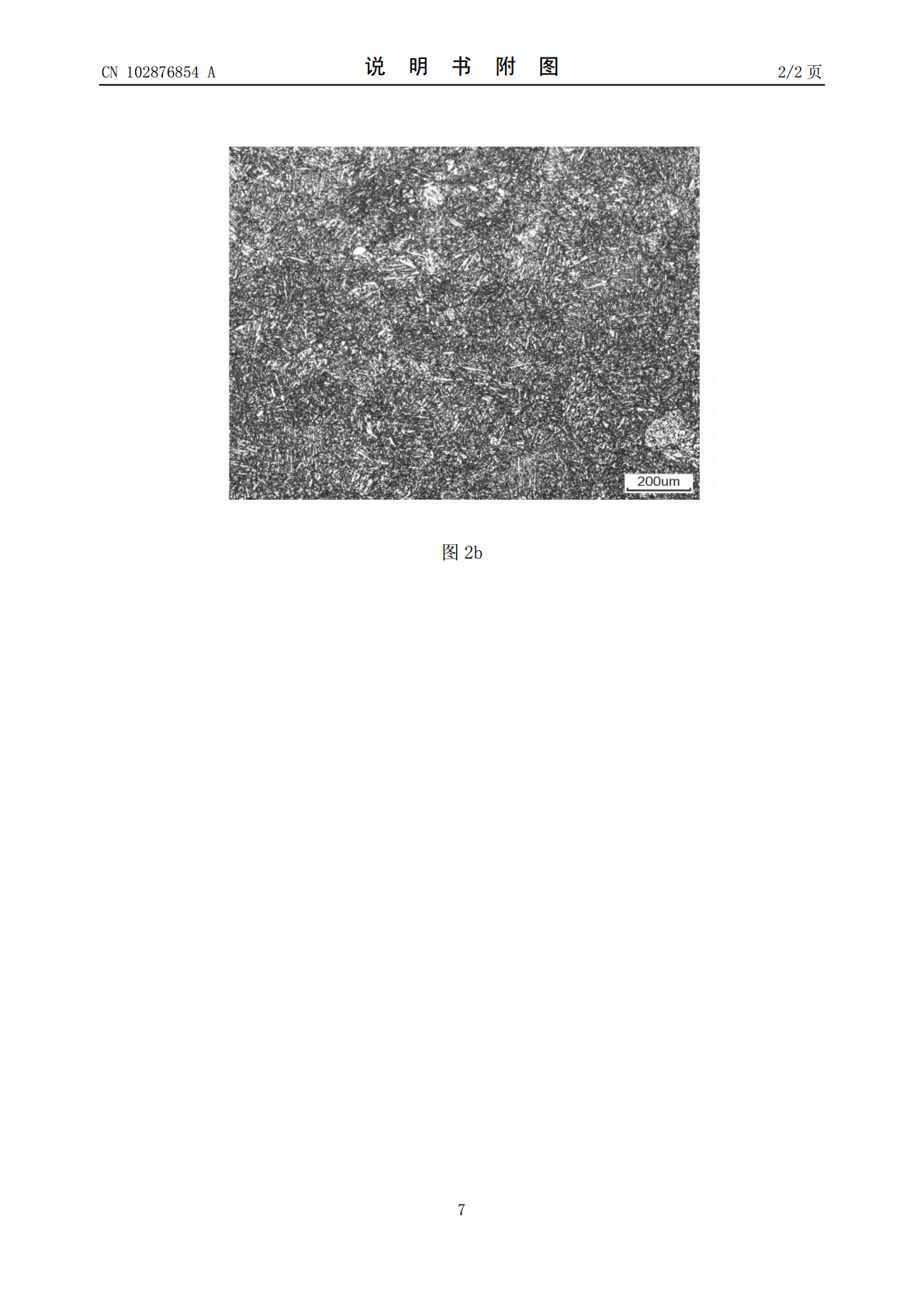
本发明涉及一种核岛堆内使用的1Cr12马氏体不锈钢压紧弹簧锻件的调质处理工艺方法,包括以下步骤:升温:使炉具升至预定温度;保温:待炉具的温度稳定后,将锻件放进炉内,开始计时保温;淬火:保温时间到后,将锻件从炉具中取出,放入油槽中淬火至锻件表面温度低于100℃;高温回火:将淬火后的锻件放入炉具中回火,保温后放入油槽中,冷却至室温。本发明的油淬工艺避免了晶粒在高温下生长至过大的问题,使晶粒的尺寸控制在一定的范围内;另一方面,通过控制淬火的温度和保温时间,获得一种比较均匀的组织,最终优化材料的纵向综合力学性能。
核电压紧弹性环用马氏体不锈钢锻件的热处理方法.pdf
本发明公开了一种核电压紧弹性环用马氏体不锈钢锻件的热处理方法,用于对AP1000核电堆内构件压紧弹性环用F6NM马氏体不锈钢锻件进行性能热处理,采用电加热环形炉,电加热环形炉的温度控制精度为±10℃;包括如下步骤:第一步,正火;第二步,第一次回火;第三步,第二次回火。本发明采用正火+两次回火的热处理工艺,能够获得回火马氏体+少量奥氏体的混合组织,从而获得良好的强度和韧性,所得到的F6NM压紧弹性环锻件能够符合AP1000核电堆内构件锻件规范的性能要求。
一种马氏体不锈钢环形锻件及其热处理工艺.pdf
一种马氏体不锈钢环形锻件及其热处理工艺,属于核电用大锻件制造技术领域。环坯的化学成分按重量百分比为:C:0.01~0.12%,Si:≤0.8%,Mn:0.20~1.40%,P:≤0.030%,S:≤0.030%,Cr:10.0~16.0%,Ni:4.0~7.0%,Mo:0.2~1.1%,V:0.10~0.30%,Co:≤0.08%,Cu:≤0.04%,余量为Fe。将锻造后的环形锻件表面覆盖石棉毡,保证环形锻件降温速度为5~30℃/分钟,保持红热状态装入退火炉,装炉时炉温为690~710℃。将环形锻件在炉中
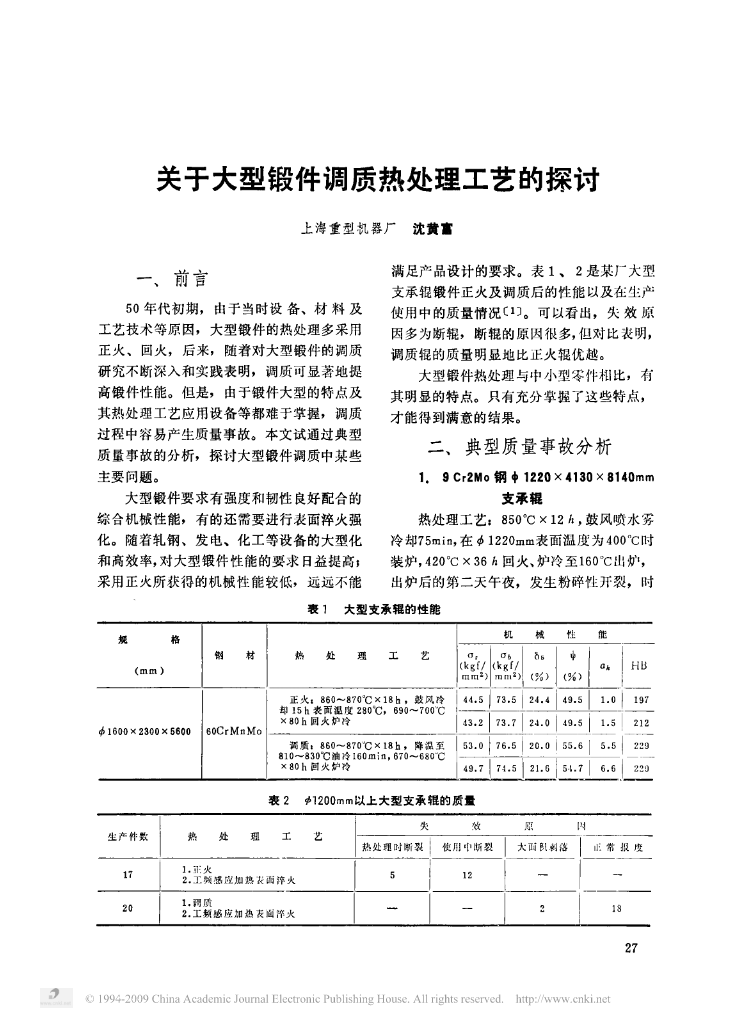
关于大型锻件调质热处理工艺的探讨.pdf
关于大型锻件调质热处理工艺的探讨上海重型机器厂沈黄,。、、足是厂型一前言满产品设计的要求表某大支承辊锻件正火及调质后的性能以及在生产,、年代初期由于当时设备材料及使用中的质量情况〔〕。可以看出,失效原,工艺技术等原因大型锻件的热处理多采用因多为断辊,断辊的原因很多,但对比表明,、,,正火回火后来随着对大型锻件的调质调质辊的质量明显地比正火辊优越。,研究不断深入和实践表明调质可显著地提大型锻件热处理与中小型零件相比,有。,高锻件性能但是由于锻件大型的特点及其明显的特点。只有充分掌握了这些特点,,其热处理工艺
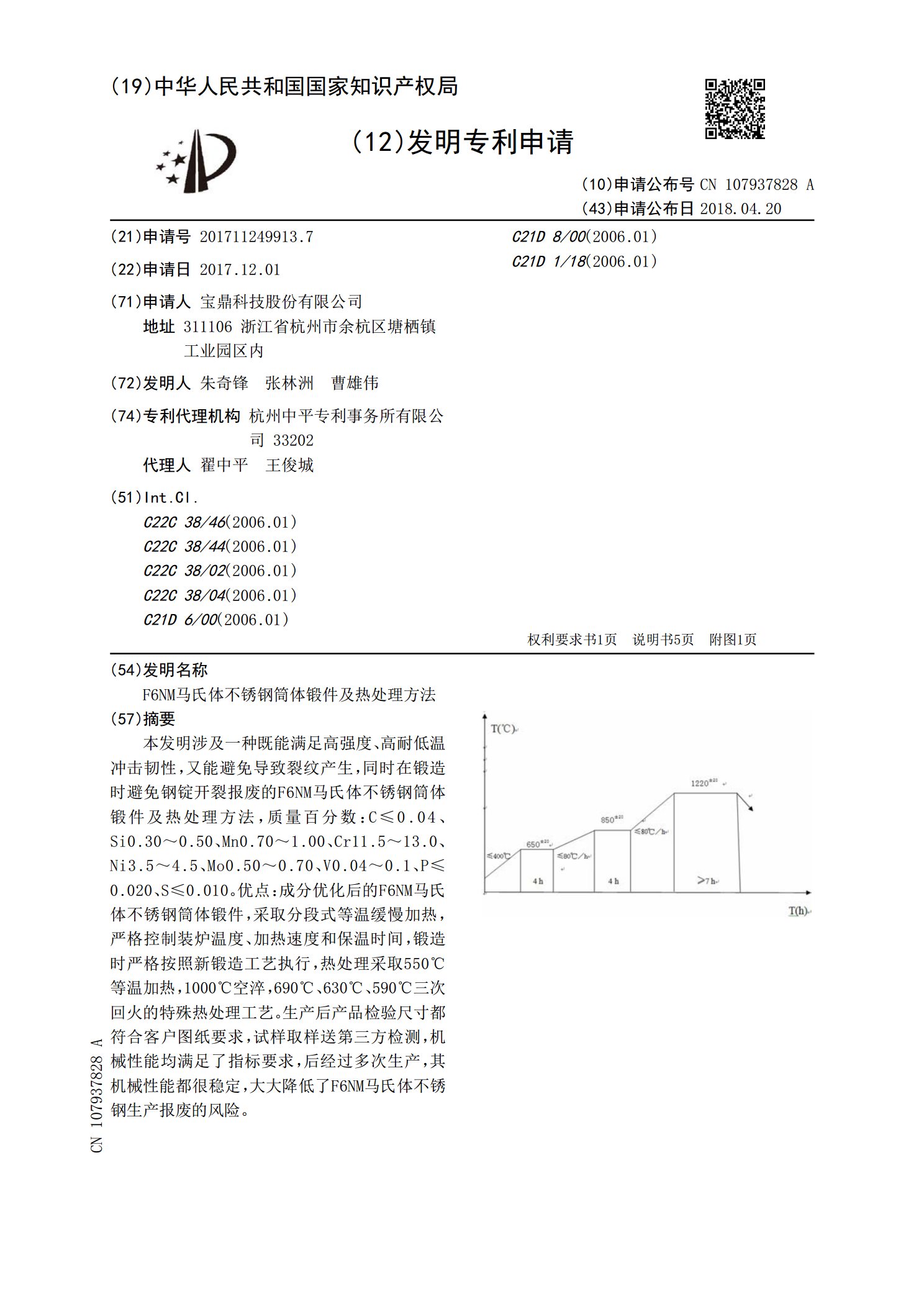
F6NM马氏体不锈钢筒体锻件及热处理方法.pdf
本发明涉及一种既能满足高强度、高耐低温冲击韧性,又能避免导致裂纹产生,同时在锻造时避免钢锭开裂报废的F6NM马氏体不锈钢筒体锻件及热处理方法,质量百分数:C≤0.04、Si0.30~0.50、Mn0.70~1.00、Cr11.5~13.0、Ni3.5~4.5、Mo0.50~0.70、V0.04~0.1、P≤0.020、S≤0.010。优点:成分优化后的F6NM马氏体不锈钢筒体锻件,采取分段式等温缓慢加热,严格控制装炉温度、加热速度和保温时间,锻造时严格按照新锻造工艺执行,热处理采取550℃等温加热,100