
一种热成型弹簧的热处理工艺.pdf

玉怡****文档

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种热成型弹簧的热处理工艺.pdf
一种热成型弹簧的热处理工艺,其特征在于:所述的热成型弹簧的热处理工艺,是针对线材直径小于15mm的弹簧,采用热成型处理,在成型之后需要热处理;退火与正火处理:球化退火和软化退火处理,硬度在≤225HBS;淬火、回火处理;淬火介质选择:合金钢使用油淬火介质,截面面积大于100平方毫米的使用水淬火;回火处理时选用带风机的回火炉,增加回火的均匀性,回火温度为450~550℃,回火之后采用水冷或油冷的快速冷却方式。本发明的优点:本发明所述的热成型弹簧的热处理工艺,操作简单,弹簧的热处理效果好,成品率高,弹簧成品的
一种弹簧热处理工艺.pdf
一种弹簧热处理工艺,该工艺为两次处理,即首先将成形弹簧置于中频感应炉内进行中频感应淬火后,随感应炉自然冷却;然后再次加温,运用高闪点淬火油,将上述经中频淬火后的弹簧进行油淬,再自然冷却。本发明所述弹簧通过上述中频淬火和油淬热处理工艺,可细化其奥氏体晶粒,使弹簧中心获得20%~30%的下贝氏体、板条状马氏体及少量残余奥氏体组织,进一步提高弹簧塑性、韧性及疲劳强度,满足使用要求。
一种弹簧热处理工艺.pdf
本发明涉及弹簧制造的技术领域,尤其是涉及一种弹簧热处理工艺。针对现有技术存在的不足,本发明的目的是提供一种弹簧热处理工艺,步骤如下:在炉中5min内加热弹簧至700℃~750℃,保温2h后冷却至室温;向炉内充入渗碳气氛后5min内加热弹簧至900℃~950℃,而后淬火,控制弹簧进入淬火冷却剂的温度在Ar3以上;弹簧淬火冷到250℃~300℃时取出空冷1~2h后回火,回火温度430℃~450℃,时间80~90分钟。本发明解决了弹簧淬火后硬度不足和太脆的问题。
一种弹簧热处理工艺.pdf
本发明公开了一种弹簧热处理工艺,将弹簧毛坯放入到渗碳炉中,然后升温至915‑925
一种热冲压成型工艺.pdf
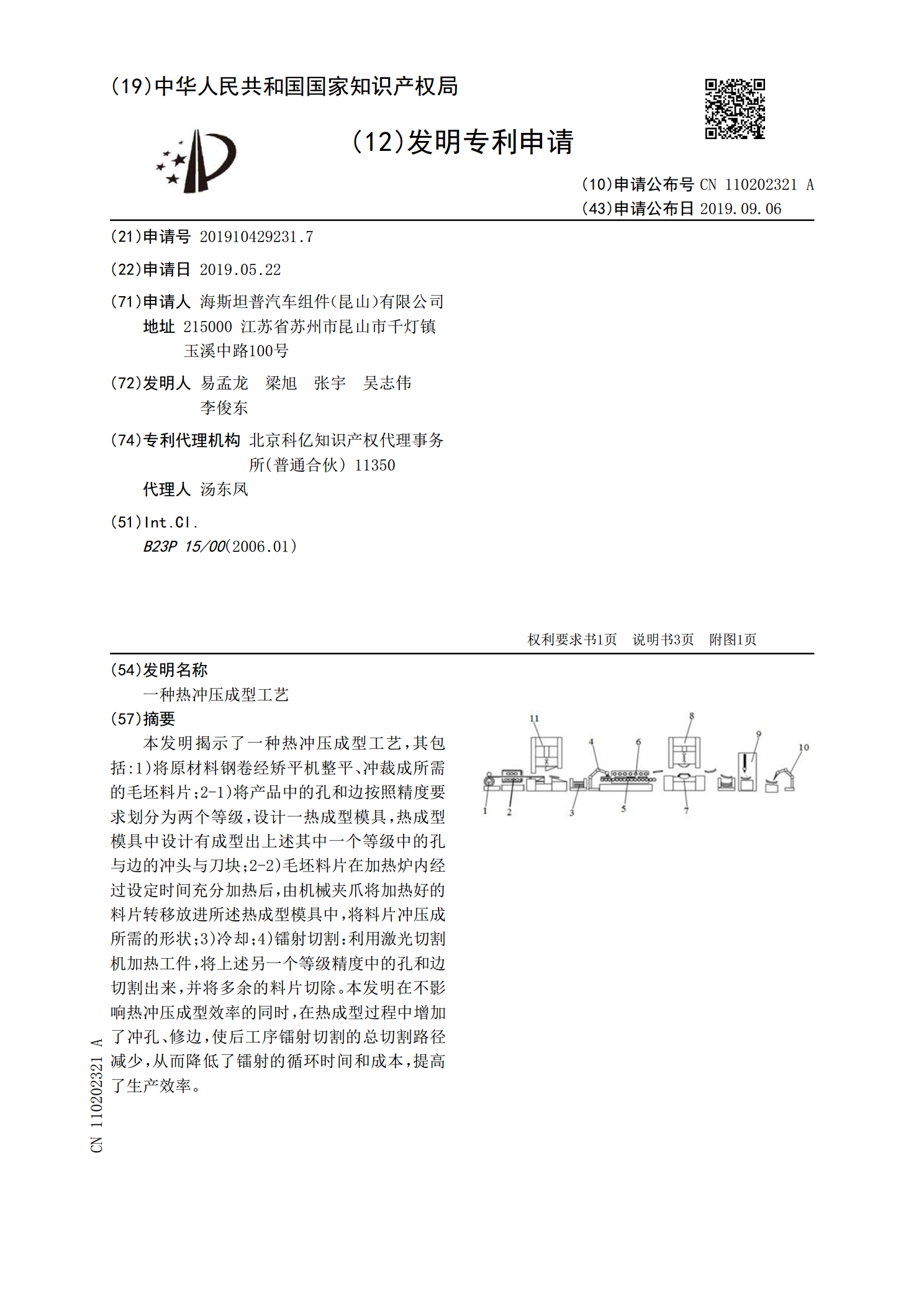
本发明揭示了一种热冲压成型工艺,其包括:1)将原材料钢卷经矫平机整平、冲裁成所需的毛坯料片;2‑1)将产品中的孔和边按照精度要求划分为两个等级,设计一热成型模具,热成型模具中设计有成型出上述其中一个等级中的孔与边的冲头与刀块;2‑2)毛坯料片在加热炉内经过设定时间充分加热后,由机械夹爪将加热好的料片转移放进所述热成型模具中,将料片冲压成所需的形状;3)冷却;4)镭射切割:利用激光切割机加热工件,将上述另一个等级精度中的孔和边切割出来,并将多余的料片切除。本发明在不影响热冲压成型效率的同时,在热成型过程中增