
齿轮类零件的高温变碳势快速渗碳处理工艺.pdf

猫巷****雪凝


1/7
2/7
3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮类零件的高温变碳势快速渗碳处理工艺.pdf
本发明涉及一种齿轮类零件的高温变碳势快速渗碳处理工艺,其步骤如下:一次强渗;一次扩散;二次强渗;二次扩散;降温;淬火;清洗;回火;取出零部件,出炉空冷。本发明的齿轮类零件的高温变碳势快速渗碳处理工艺采用高温变碳势法,在相同材料、零件尺寸和渗层深度的情况下可缩短20-30%的工艺时间,效率提高。

齿轮类零件的变温变碳势快速渗碳处理工艺.pdf
本发明涉及一种齿轮类零件的变温变碳势快速渗碳处理工艺,其步骤如下:一次强渗;一次扩散;二次强渗;二次扩散;三次强渗;三次扩散;降温;淬火;清洗;回火;取出零部件,出炉空冷。本发明的齿轮类零件的变温变碳势快速渗碳处理工艺采用高温变碳势法,在同样材料、零件尺寸和渗层深度的情况下可缩短20-30%的工艺时间,效率提高,且晶相组织更细。
齿轮的快速渗碳处理工艺.pdf
本发明公开了一种齿轮的快速渗碳处理工艺,包括如下步骤:四次强渗;四次扩散;零件随炉降温至855~860℃,并保持45~50min,降温过程中维持炉内碳势为0.82~0.85%CP;将零件在855~860℃进行油淬,淬火油温度为90~100℃;清洗去除零部件表面油渍,清洗液温度控制在65~70℃;将零件在210~220℃进行低温回火,时间200~230min;取出零部件,出炉空冷。本发明提供的齿轮的快速渗碳处理工艺,其采用高温变碳势法提高生产效率。

大中型炉体预备碳势快速浅层渗碳工艺.pdf
本发明涉及钢铁工件的渗碳工艺技术领域,尤其是一种大中型炉体预备碳势快速浅层渗碳工艺。该工艺包括在渗碳温度800℃~900℃,控制钢铁工件预备碳势,控制钢铁工件强渗期与扩散期比例,控制钢铁工件出炉碳势收势,以得到期望的渗层深度与组织,有效控制钢铁工件的质量。本发明的意义在于突破了长期以来在大中型设备上一般渗碳深度控制在1.2mm以上、低于0.9mm的浅层渗碳是大中型设备难以涉足并难以控制的盲点,同时为大中型设备浅层渗碳开辟了一条简单实用的途径。
一种高温渗碳齿轮复合预备热处理工艺.pdf
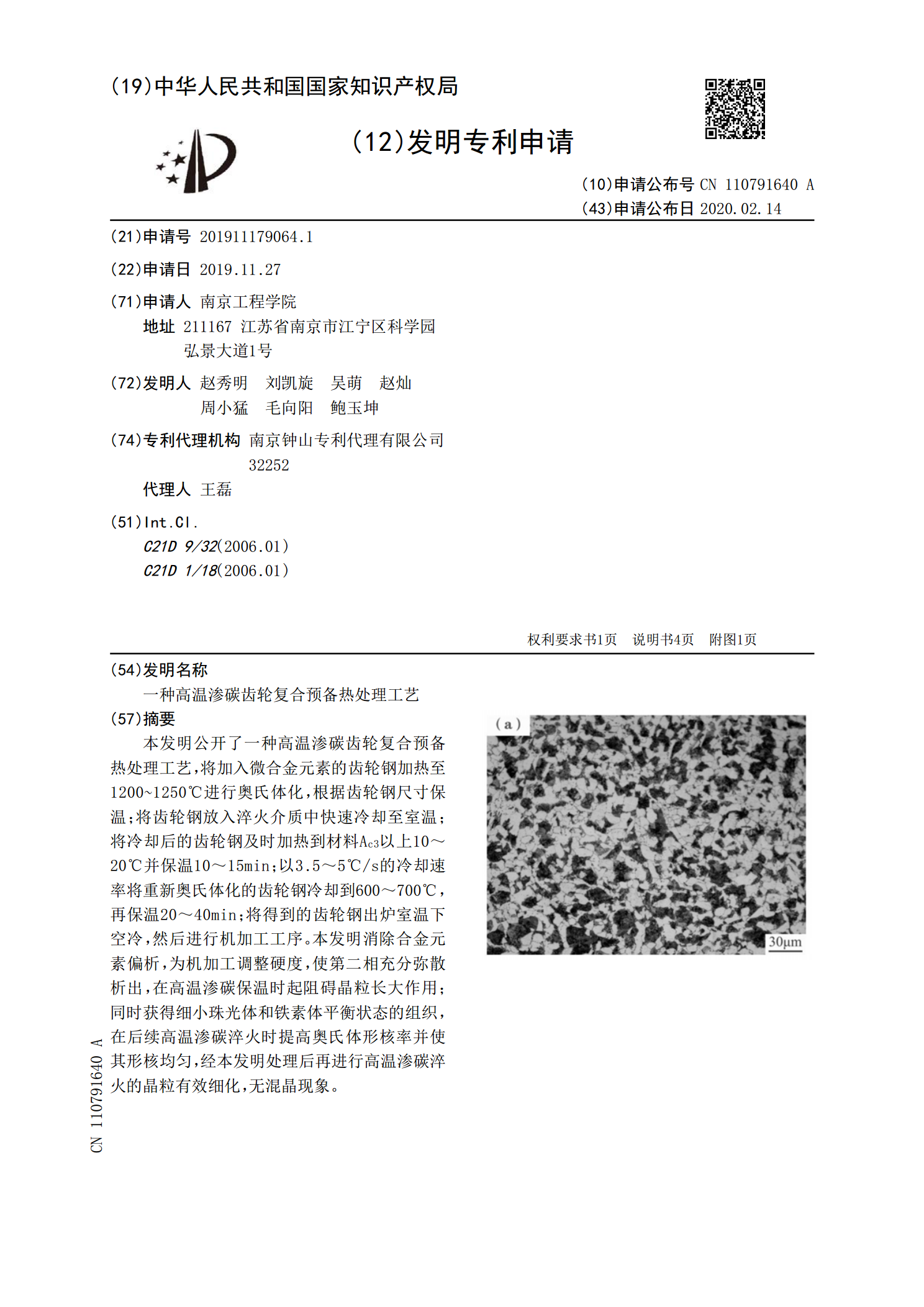
本发明公开了一种高温渗碳齿轮复合预备热处理工艺,将加入微合金元素的齿轮钢加热至1200~1250℃进行奥氏体化,根据齿轮钢尺寸保温;将齿轮钢放入淬火介质中快速冷却至室温;将冷却后的齿轮钢及时加热到材料A