
大中型炉体预备碳势快速浅层渗碳工艺.pdf

Jo****63

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

大中型炉体预备碳势快速浅层渗碳工艺.pdf
本发明涉及钢铁工件的渗碳工艺技术领域,尤其是一种大中型炉体预备碳势快速浅层渗碳工艺。该工艺包括在渗碳温度800℃~900℃,控制钢铁工件预备碳势,控制钢铁工件强渗期与扩散期比例,控制钢铁工件出炉碳势收势,以得到期望的渗层深度与组织,有效控制钢铁工件的质量。本发明的意义在于突破了长期以来在大中型设备上一般渗碳深度控制在1.2mm以上、低于0.9mm的浅层渗碳是大中型设备难以涉足并难以控制的盲点,同时为大中型设备浅层渗碳开辟了一条简单实用的途径。

齿轮类零件的高温变碳势快速渗碳处理工艺.pdf
本发明涉及一种齿轮类零件的高温变碳势快速渗碳处理工艺,其步骤如下:一次强渗;一次扩散;二次强渗;二次扩散;降温;淬火;清洗;回火;取出零部件,出炉空冷。本发明的齿轮类零件的高温变碳势快速渗碳处理工艺采用高温变碳势法,在相同材料、零件尺寸和渗层深度的情况下可缩短20-30%的工艺时间,效率提高。

齿轮类零件的变温变碳势快速渗碳处理工艺.pdf
本发明涉及一种齿轮类零件的变温变碳势快速渗碳处理工艺,其步骤如下:一次强渗;一次扩散;二次强渗;二次扩散;三次强渗;三次扩散;降温;淬火;清洗;回火;取出零部件,出炉空冷。本发明的齿轮类零件的变温变碳势快速渗碳处理工艺采用高温变碳势法,在同样材料、零件尺寸和渗层深度的情况下可缩短20-30%的工艺时间,效率提高,且晶相组织更细。
深浅层叠式渗碳淬火工艺.pdf
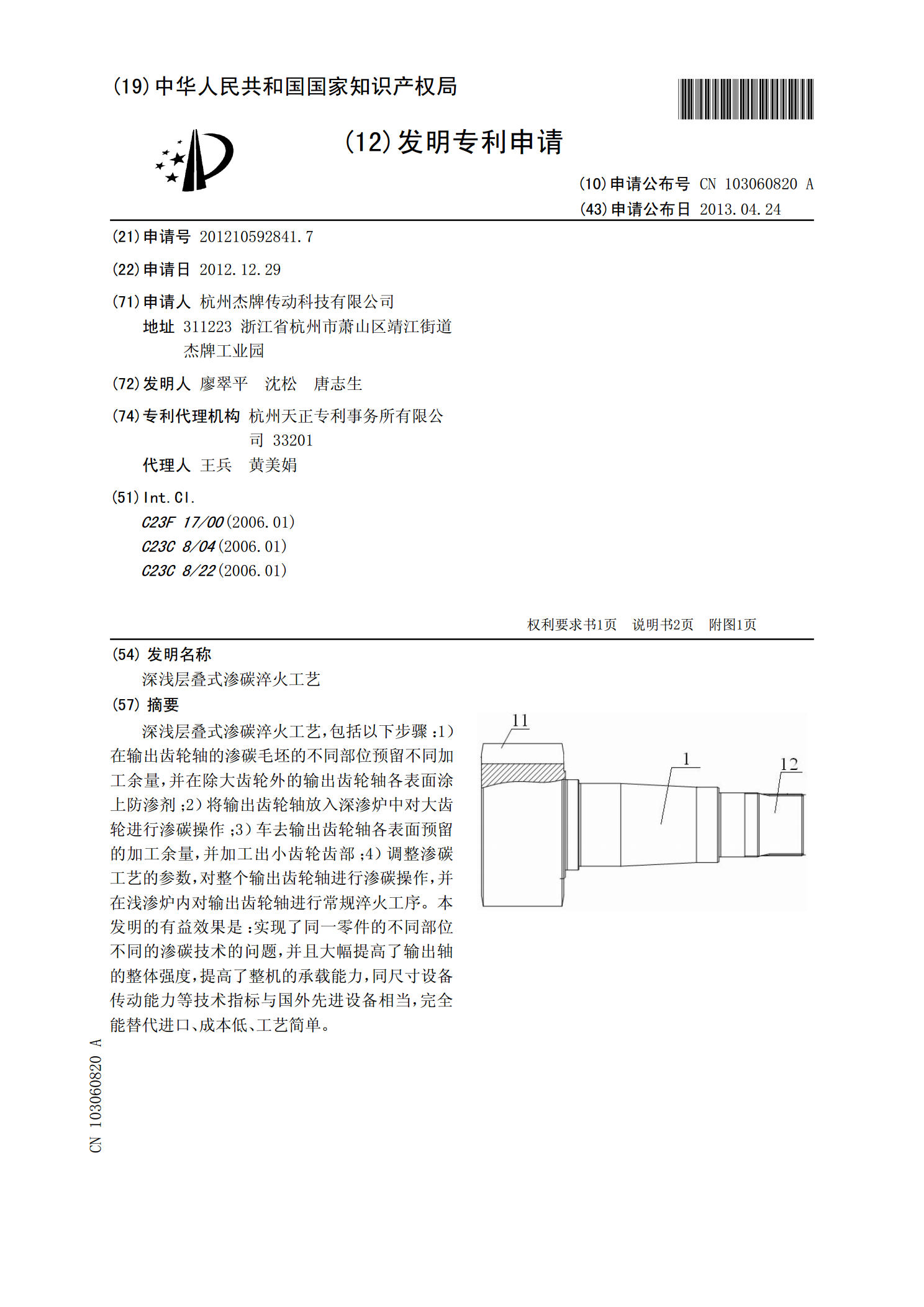
深浅层叠式渗碳淬火工艺,包括以下步骤:1)在输出齿轮轴的渗碳毛坯的不同部位预留不同加工余量,并在除大齿轮外的输出齿轮轴各表面涂上防渗剂;2)将输出齿轮轴放入深渗炉中对大齿轮进行渗碳操作;3)车去输出齿轮轴各表面预留的加工余量,并加工出小齿轮齿部;4)调整渗碳工艺的参数,对整个输出齿轮轴进行渗碳操作,并在浅渗炉内对输出齿轮轴进行常规淬火工序。本发明的有益效果是:实现了同一零件的不同部位不同的渗碳技术的问题,并且大幅提高了输出轴的整体强度,提高了整机的承载能力,同尺寸设备传动能力等技术指标与国外先进设备相当,

快速气体渗碳工艺.docx
快速气体渗碳工艺快速气体渗碳工艺摘要:气体渗碳是一种常用的表面处理方法,通过将碳元素渗入材料表面,提高了其硬度、耐磨性和抗腐蚀性能。快速气体渗碳工艺是一种高效、节能的气体渗碳方法,在工业生产中被广泛应用。本文将介绍快速气体渗碳工艺的原理、优点以及应用领域,以期为读者提供更多了解和认识。关键词:气体渗碳、快速、工艺、表面处理、优点、应用领域1.引言气体渗碳是一种常用的表面处理方法,适用于各种材料的表面强化。通过将碳元素渗入材料表面,可以有效提高材料的硬度、耐磨性和抗腐蚀性能。气体渗碳工艺具有操作简单、效果明