
一种在线更换高炉铁口冷却壁的方法.pdf

努力****元恺


1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种在线更换高炉铁口冷却壁的方法.pdf
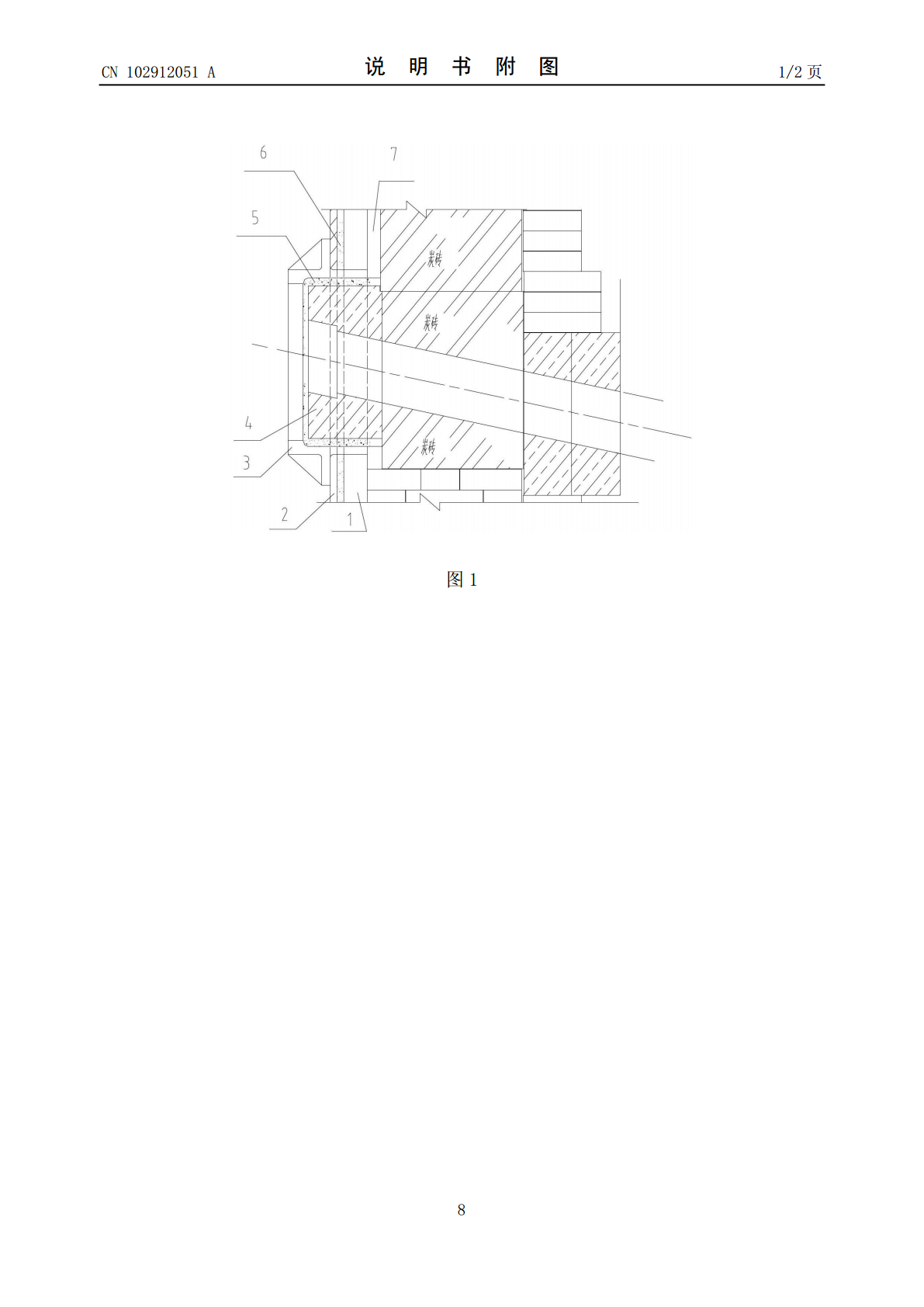
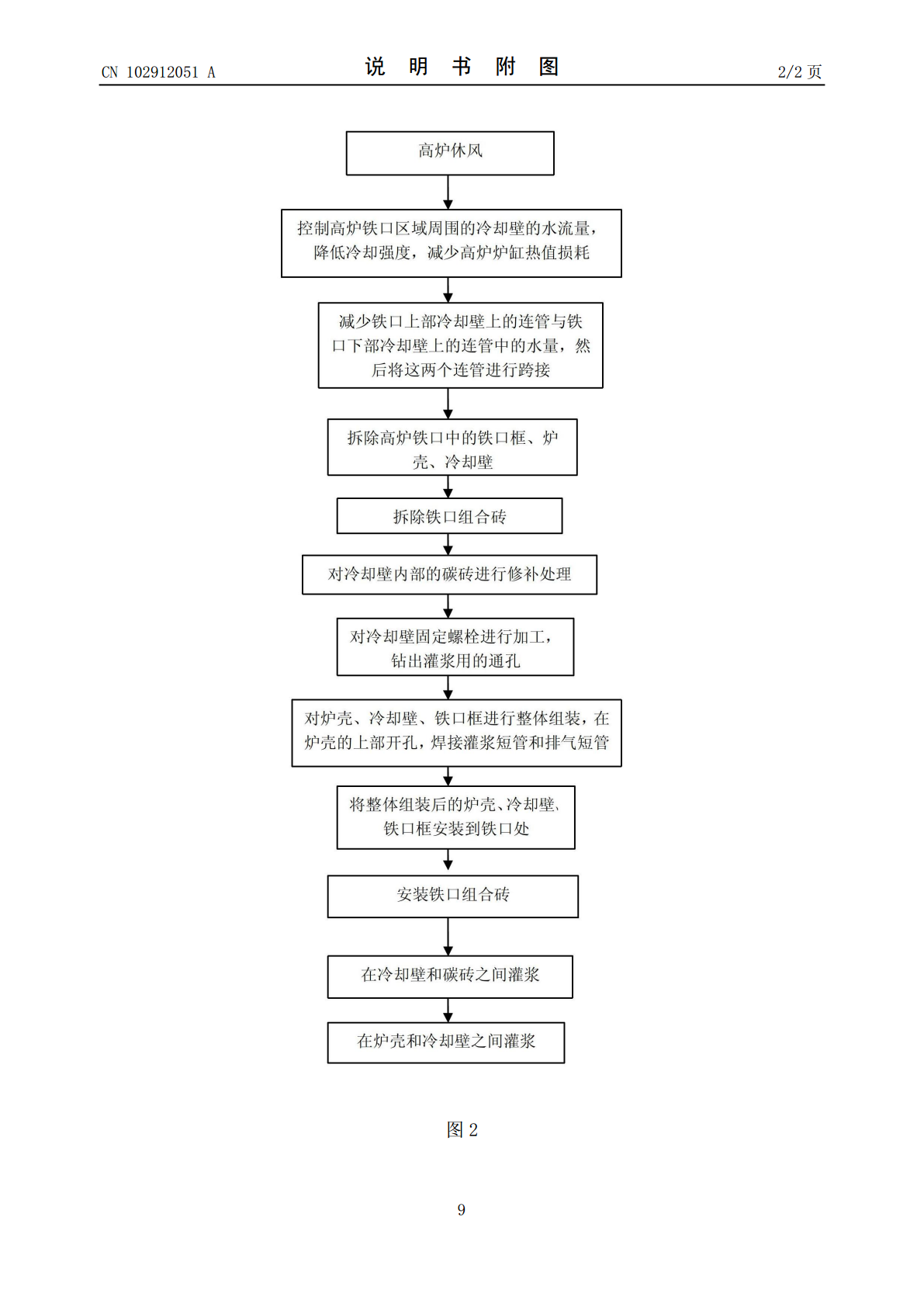
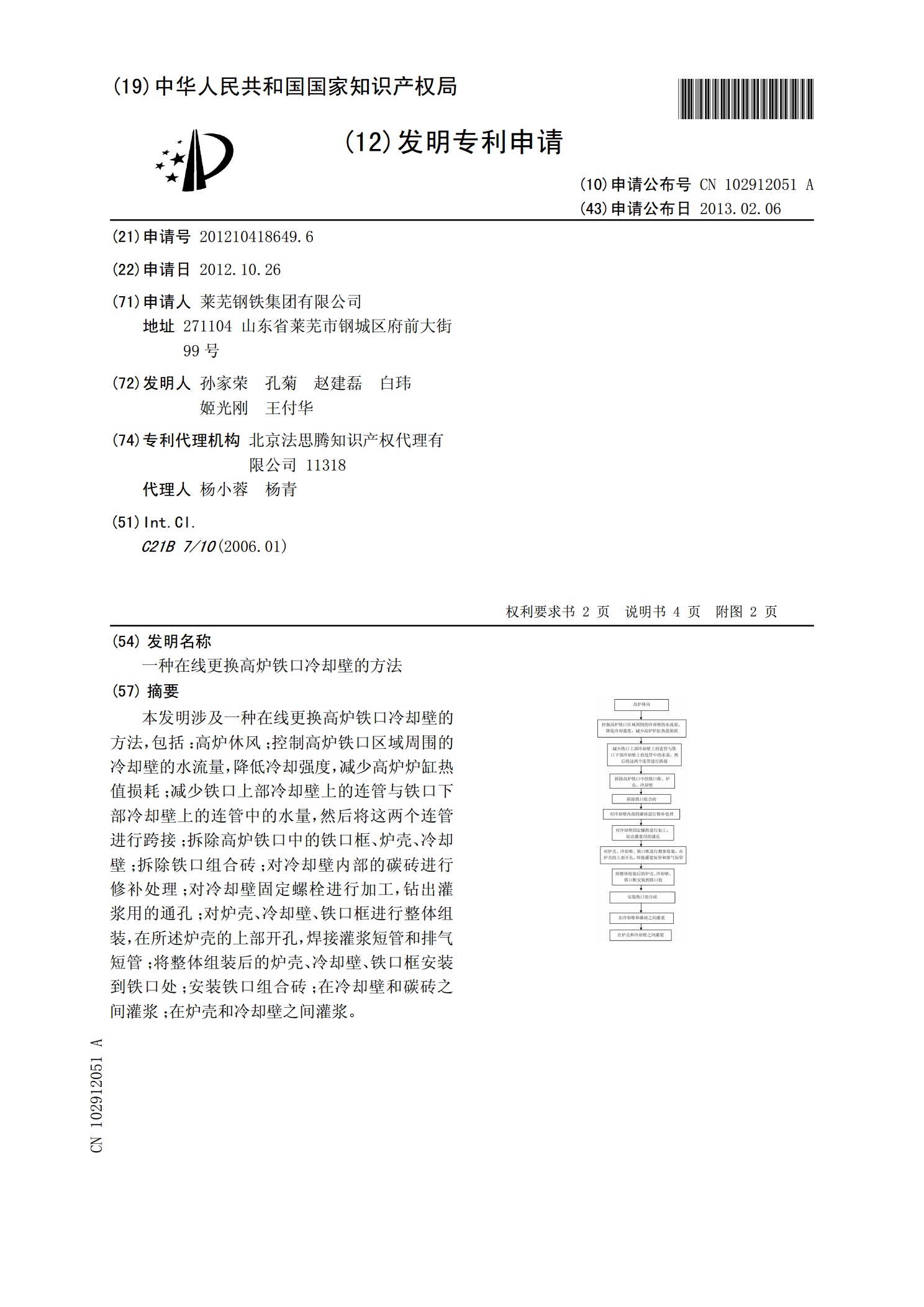
本发明涉及一种在线更换高炉铁口冷却壁的方法,包括:高炉休风;控制高炉铁口区域周围的冷却壁的水流量,降低冷却强度,减少高炉炉缸热值损耗;减少铁口上部冷却壁上的连管与铁口下部冷却壁上的连管中的水量,然后将这两个连管进行跨接;拆除高炉铁口中的铁口框、炉壳、冷却壁;拆除铁口组合砖;对冷却壁内部的碳砖进行修补处理;对冷却壁固定螺栓进行加工,钻出灌浆用的通孔;对炉壳、冷却壁、铁口框进行整体组装,在所述炉壳的上部开孔,焊接灌浆短管和排气短管;将整体组装后的炉壳、冷却壁、铁口框安装到铁口处;安装铁口组合砖;在冷却壁和碳砖
更换高炉冷却壁的方法.pdf
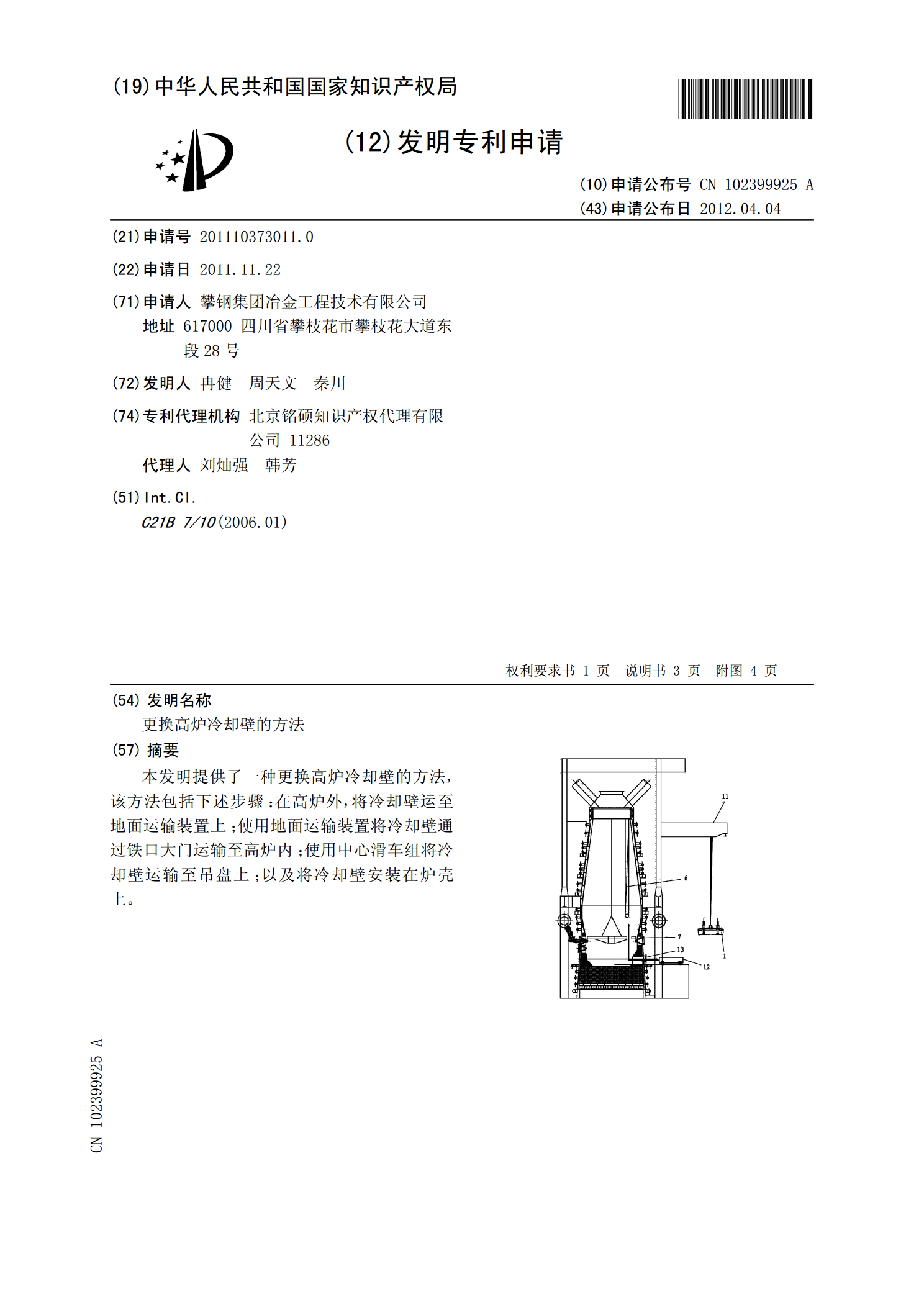
本发明提供了一种更换高炉冷却壁的方法,该方法包括下述步骤:在高炉外,将冷却壁运至地面运输装置上;使用地面运输装置将冷却壁通过铁口大门运输至高炉内;使用中心滑车组将冷却壁运输至吊盘上;以及将冷却壁安装在炉壳上。
一种高炉冷却壁的更换方法.pdf
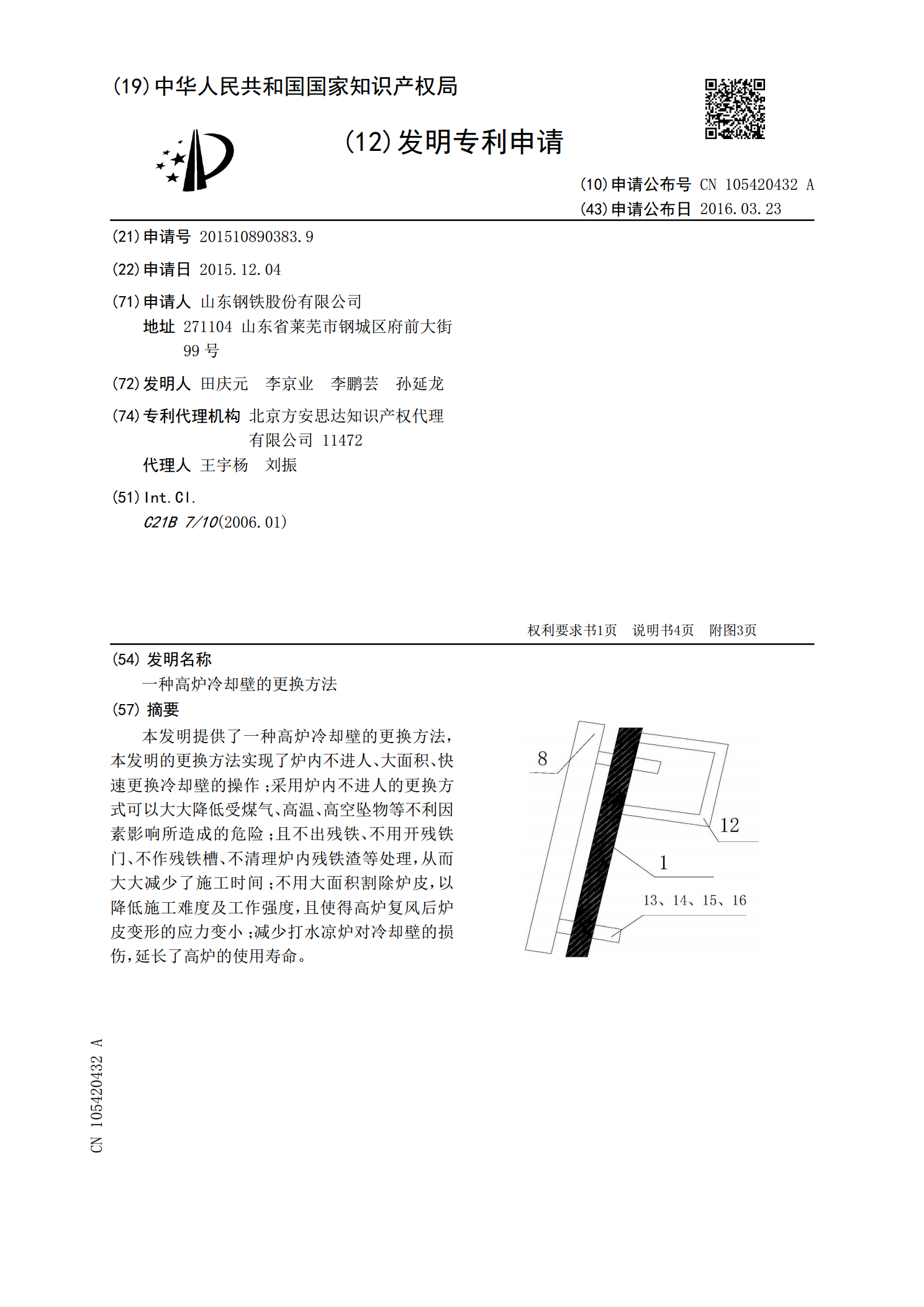
本发明提供了一种高炉冷却壁的更换方法,本发明的更换方法实现了炉内不进人、大面积、快速更换冷却壁的操作;采用炉内不进人的更换方式可以大大降低受煤气、高温、高空坠物等不利因素影响所造成的危险;且不出残铁、不用开残铁门、不作残铁槽、不清理炉内残铁渣等处理,从而大大减少了施工时间;不用大面积割除炉皮,以降低施工难度及工作强度,且使得高炉复风后炉皮变形的应力变小;减少打水凉炉对冷却壁的损伤,延长了高炉的使用寿命。
一种可以整体更换的铁口冷却壁及更换方法.pdf
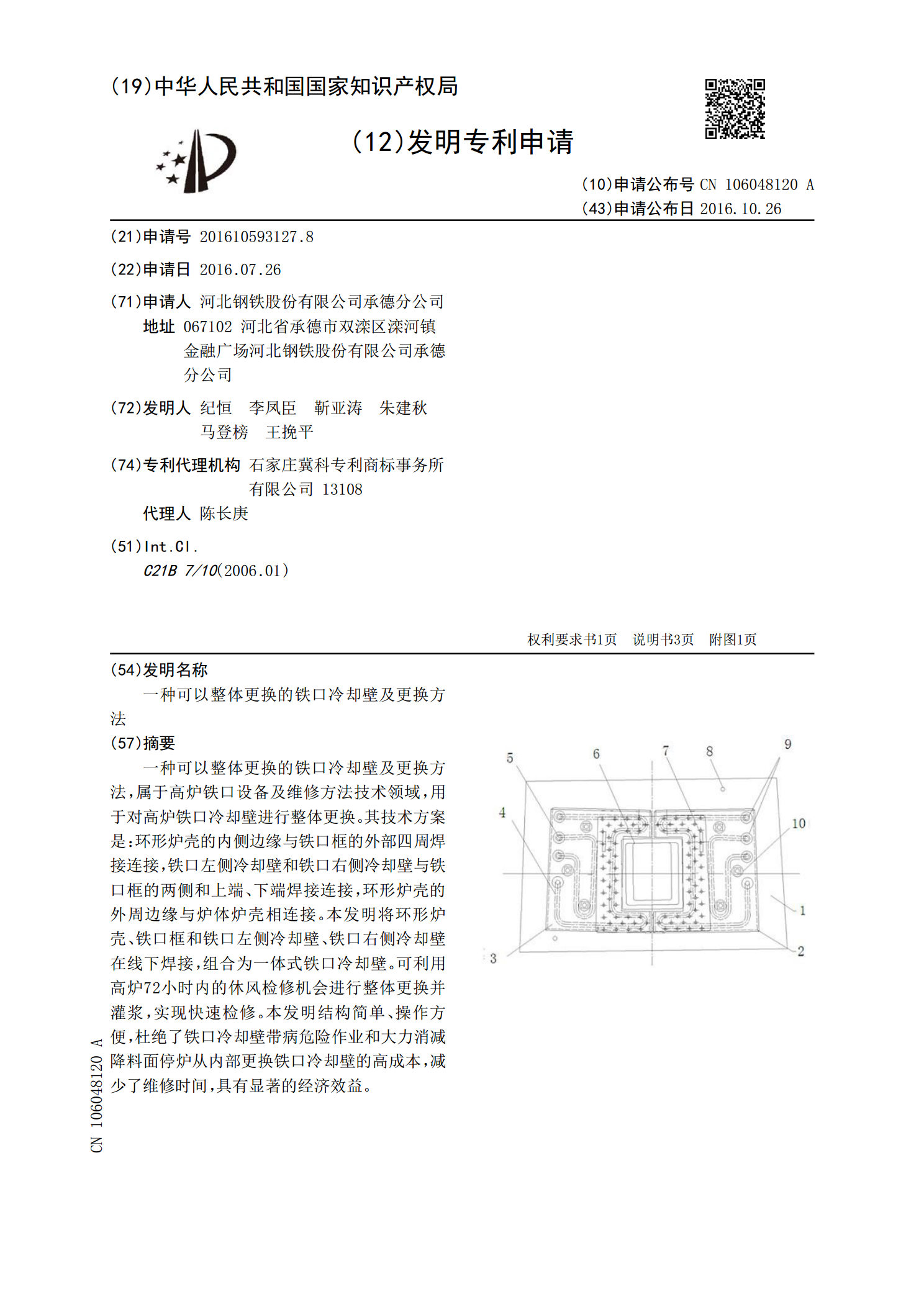
一种可以整体更换的铁口冷却壁及更换方法,属于高炉铁口设备及维修方法技术领域,用于对高炉铁口冷却壁进行整体更换。其技术方案是:环形炉壳的内侧边缘与铁口框的外部四周焊接连接,铁口左侧冷却壁和铁口右侧冷却壁与铁口框的两侧和上端、下端焊接连接,环形炉壳的外周边缘与炉体炉壳相连接。本发明将环形炉壳、铁口框和铁口左侧冷却壁、铁口右侧冷却壁在线下焊接,组合为一体式铁口冷却壁。可利用高炉72小时内的休风检修机会进行整体更换并灌浆,实现快速检修。本发明结构简单、操作方便,杜绝了铁口冷却壁带病危险作业和大力消减降料面停炉从内
一种高炉冷却壁的更换方法.pdf
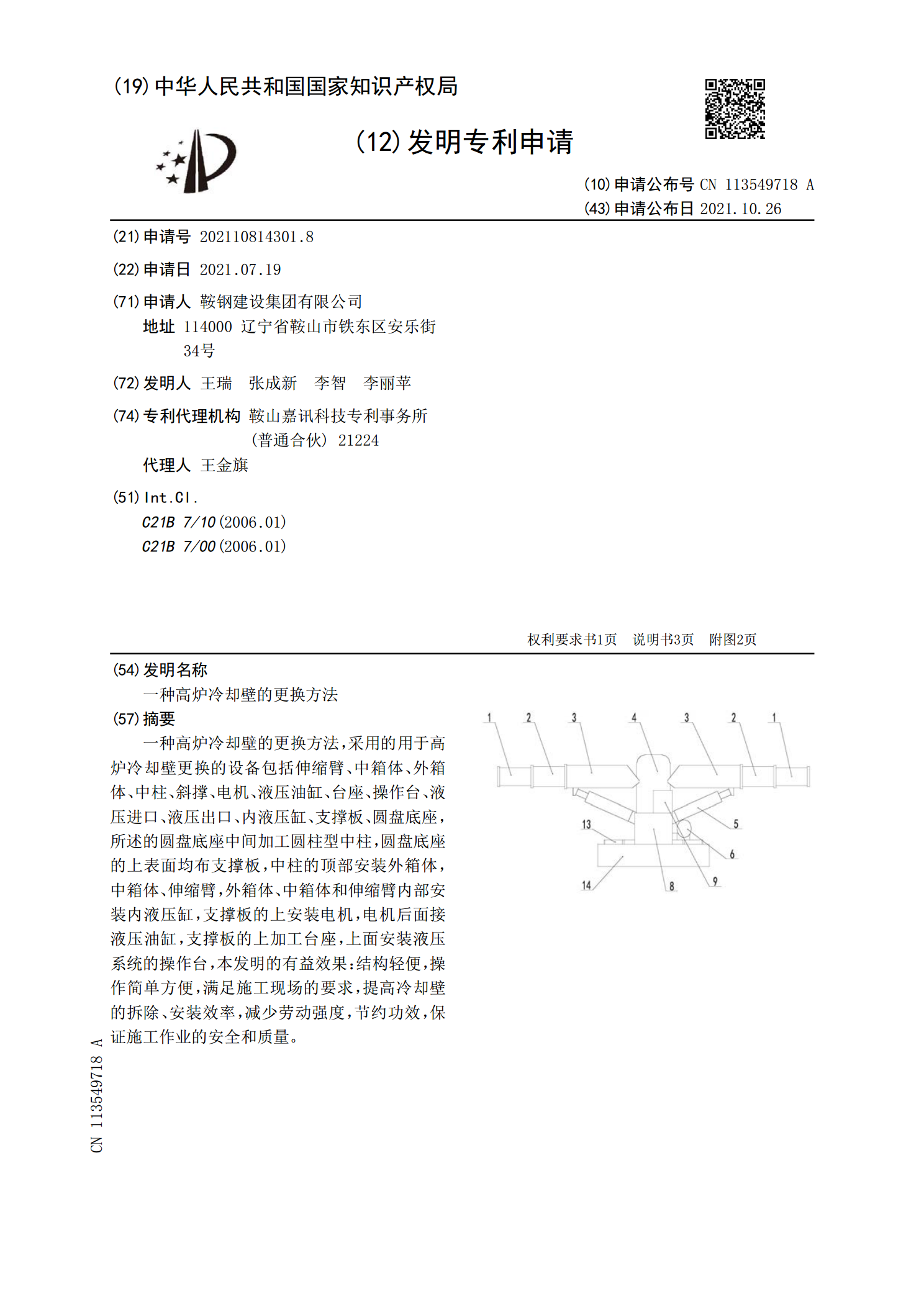
一种高炉冷却壁的更换方法,采用的用于高炉冷却壁更换的设备包括伸缩臂、中箱体、外箱体、中柱、斜撑、电机、液压油缸、台座、操作台、液压进口、液压出口、内液压缸、支撑板、圆盘底座,所述的圆盘底座中间加工圆柱型中柱,圆盘底座的上表面均布支撑板,中柱的顶部安装外箱体,中箱体、伸缩臂,外箱体、中箱体和伸缩臂内部安装内液压缸,支撑板的上安装电机,电机后面接液压油缸,支撑板的上加工台座,上面安装液压系统的操作台,本发明的有益效果:结构轻便,操作简单方便,满足施工现场的要求,提高冷却壁的拆除、安装效率,减少劳动强度,节约功