
一种低合金中厚钢板的生产方法.pdf

甲申****66

1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为:转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.020~0.040,Nb=0.014~0.016,CEV≤0.30。钢板仍然保留了传统Q345D钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,不加入Ni,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的组成成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.020~0.040,Nb=0.014~0.016,CEV≤0.30。本发明钢板仍然保留了传统Q345B钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高了2

一种低合金中厚钢板的生产方法.pdf
一种低合金中厚钢板的生产方法,工艺路线为转炉炼钢→炉外精炼→连铸→加热→轧制→加速冷却。钢的组成成分质量百分比为:C=0.15~0.17,Si=0.20~0.40,Mn=0.55~0.65,P≤0.020,S≤0.020,Al=0.003~0.010,Nb=0.014~0.016,CEV≤0.30。本发明钢板仍然保留了传统Q345B钢板的(P+F)显微组织特征;钢板成分设计中Mn降低0.9%,增加了0.015%Nb,降低了吨钢合金成本;Nb微合金化处理辅以TMCP工艺,满足了钢板性能的要求,延伸率提高了2
一种低温高韧性低合金中厚钢板及制备方法.pdf
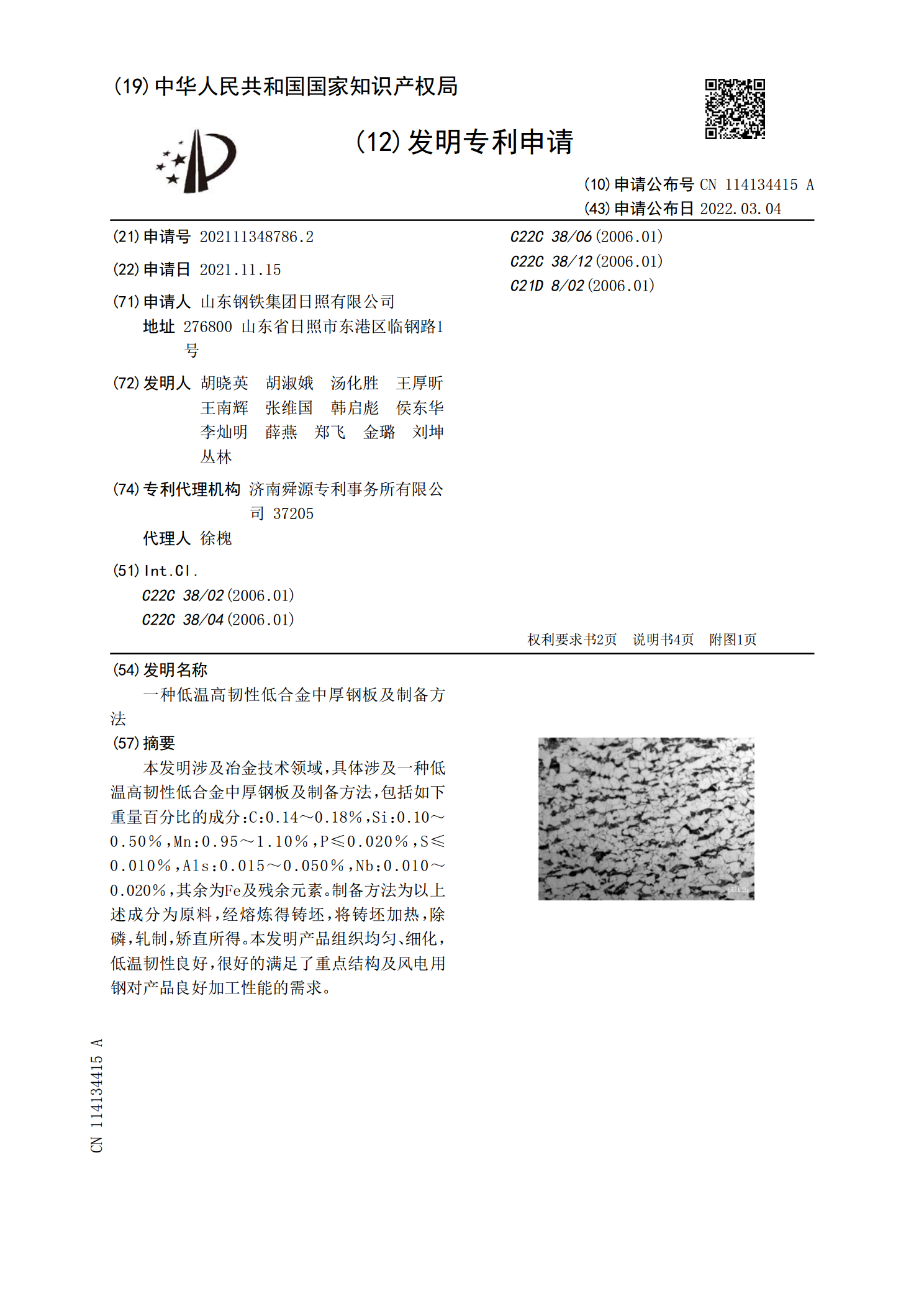
本发明涉及冶金技术领域,具体涉及一种低温高韧性低合金中厚钢板及制备方法,包括如下重量百分比的成分:C:0.14~0.18%,Si:0.10~0.50%,Mn:0.95~1.10%,P≤0.020%,S≤0.010%,Als:0.015~0.050%,Nb:0.010~0.020%,其余为Fe及残余元素。制备方法为以上述成分为原料,经熔炼得铸坯,将铸坯加热,除磷,轧制,矫直所得。本发明产品组织均匀、细化,低温韧性良好,很好的满足了重点结构及风电用钢对产品良好加工性能的需求。

一种新型中厚钢板的生产方法.pdf
本发明公开了一种新型中厚钢板的生产方法,来实现对中厚板生产过程中产生的特厚(≥60mm)不合格品或废次品以及大板头等的回炉再造,变废为宝。在不扰乱正常生产的前提下,不但能减少不合格品造成的损失,还能削减库存,减少资金占压;同时丰富和提高了钢厂对超薄板及小单重钢板的生产能力,以及补产手段的创新和初产周期的缩短。