
一种高速生产小直径高强度高塑性钢材的热处理加工方法.pdf

一吃****海逸


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高速生产小直径高强度高塑性钢材的热处理加工方法.pdf
本发明是一种高速生产小直径高强度高塑性钢材的热处理加工方法,将粗规格盘圆先经预热中频炉加热到720-790℃,再经超音频加热炉补偿加热到950-1150℃;经多道次连续式轧机将盘圆精轧到所需要外型尺寸的小直径钢筋;进行至少一次淬火将小直径钢筋表面温度控制在400-650℃,再利用钢筋内部热传导使钢筋表面温度升至490-690℃,并在此温度下保温5-25秒,再进行至少一次淬火将小直径钢筋表面温度控制在400-550℃,最后冷至室温;亦可经过回火加热炉加热到550-650℃,水冷到室温。本发明的工艺生产小直径
一种高塑性高速钢的生产方法.pdf
本发明提供的一种高塑性高速钢的生产方法,包括以下步骤:选料:按待制备高速钢的各元素重量份选料,同时控制原料中的有害元素含量;采用真空感应熔炼炉冶炼,浇铸得到自耗电极棒;采用真空自耗重熔炉对自耗电极棒重熔,得到高速钢重熔锭,真空自耗过程中,在自耗电极棒上绑缚钙铁线;对高速钢重熔锭开坯、锻打、热轧,得高速钢盘条,对盘条退火处理,即得高塑性高速钢。该方法工艺简单、易于操控,制得的高速钢塑性高。

小直径刀具的高速加工.doc
小直径刀具的高速加工如果说到加工中心的选择,在几年前,若是选择了具有高速ATC(自动刀具交换装置)和高速APC(自动工作台交换装置)功能的设备,是个非常明智的决定,因为当时追求的是无人化、自动化的功能。但是,对于一台机器,如果只需要触动一下操作键就可以工作,那无论是谁都可以操作。归根到底,只是工具的差别而已。高速加工并不一定是主轴转速在几万转以上,而是回转速度可以使刀具刃部负荷降低。根据工件的种类及刀具的选择方法,就算用转速为几千转的加工中心也是完全可以实现的。因此,即使使用小直径刀具,也可以进行高效率化
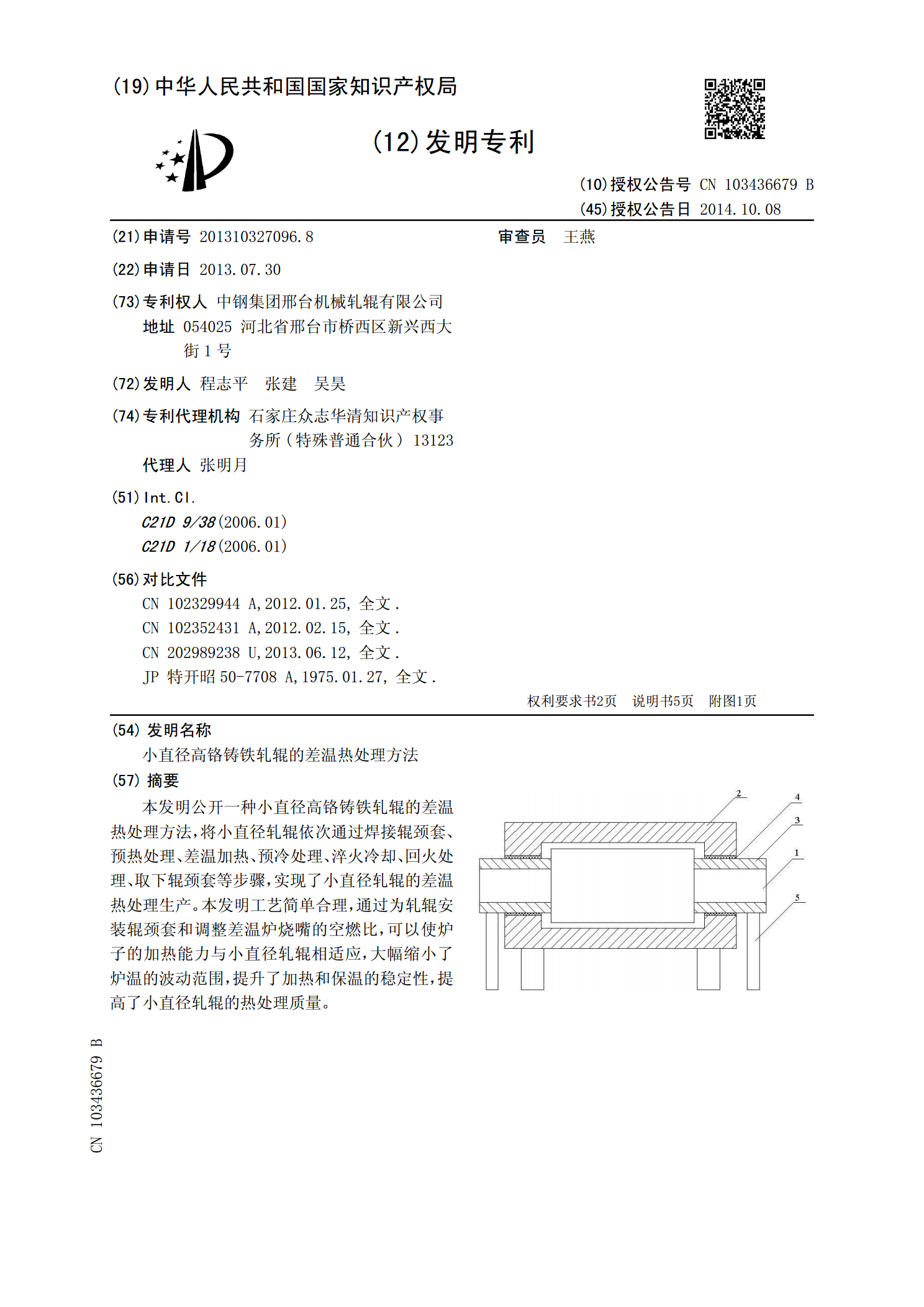
小直径高铬铸铁轧辊的差温热处理方法.pdf
本发明公开一种小直径高铬铸铁轧辊的差温热处理方法,将小直径轧辊依次通过焊接辊颈套、预热处理、差温加热、预冷处理、淬火冷却、回火处理、取下辊颈套等步骤,实现了小直径轧辊的差温热处理生产。本发明工艺简单合理,通过为轧辊安装辊颈套和调整差温炉烧嘴的空燃比,可以使炉子的加热能力与小直径轧辊相适应,大幅缩小了炉温的波动范围,提升了加热和保温的稳定性,提高了小直径轧辊的热处理质量。
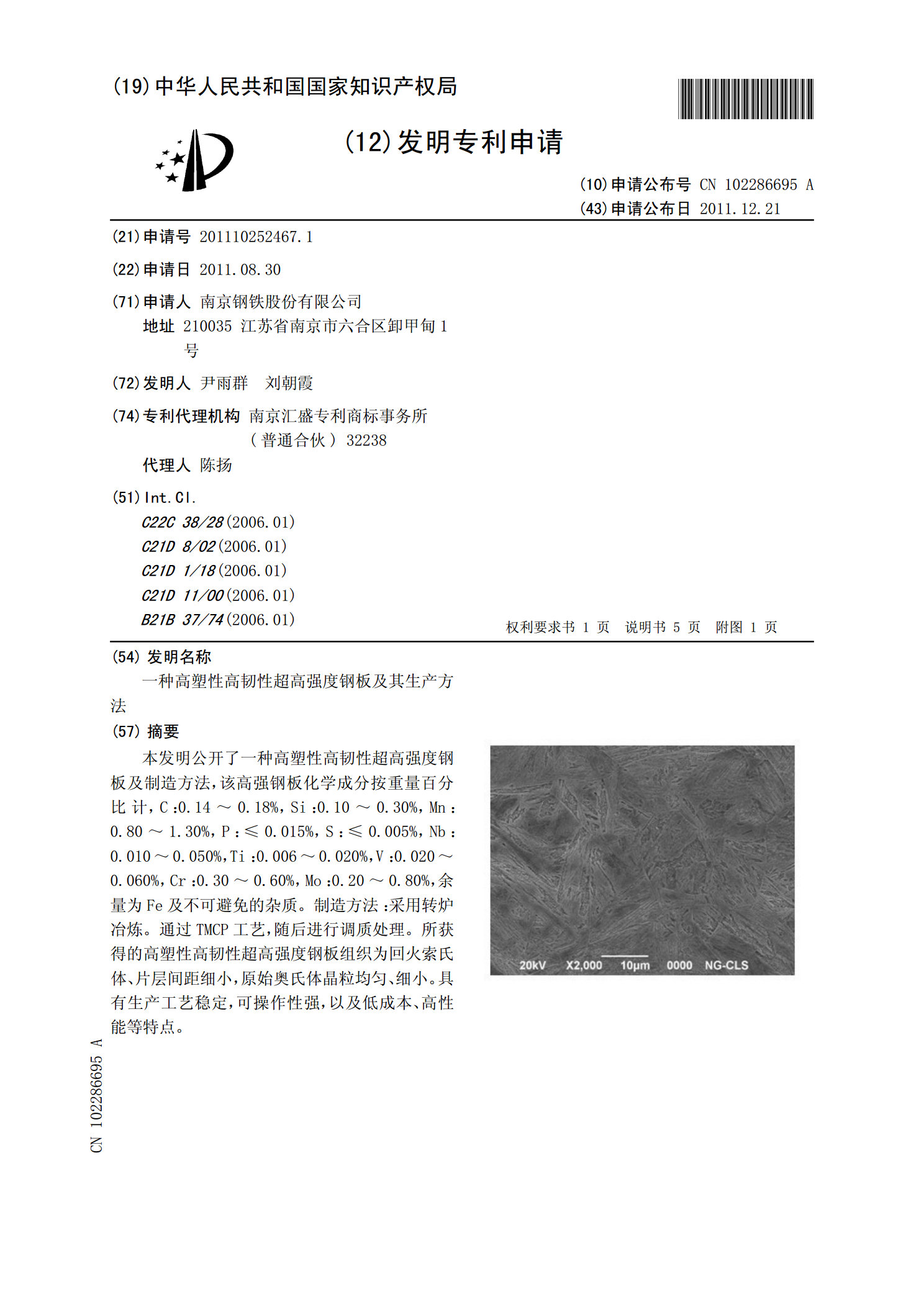
一种高塑性高韧性超高强度钢板及其生产方法.pdf
本发明公开了一种高塑性高韧性超高强度钢板及制造方法,该高强钢板化学成分按重量百分比计,C:0.14~0.18%,Si:0.10~0.30%,Mn:0.80~1.30%,P:≤0.015%,S:≤0.005%,Nb:0.010~0.050%,Ti:0.006~0.020%,V:0.020~0.060%,Cr:0.30~0.60%,Mo:0.20~0.80%,余量为Fe及不可避免的杂质。制造方法:采用转炉冶炼。通过TMCP工艺,随后进行调质处理。所获得的高塑性高韧性超高强度钢板组织为回火索氏体、片层间距细小,