
双液双金属复合耐磨衬板制备方法.pdf

光誉****君哥


1/8
2/8
3/8
4/8
5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
双液双金属复合耐磨衬板制备方法.pdf
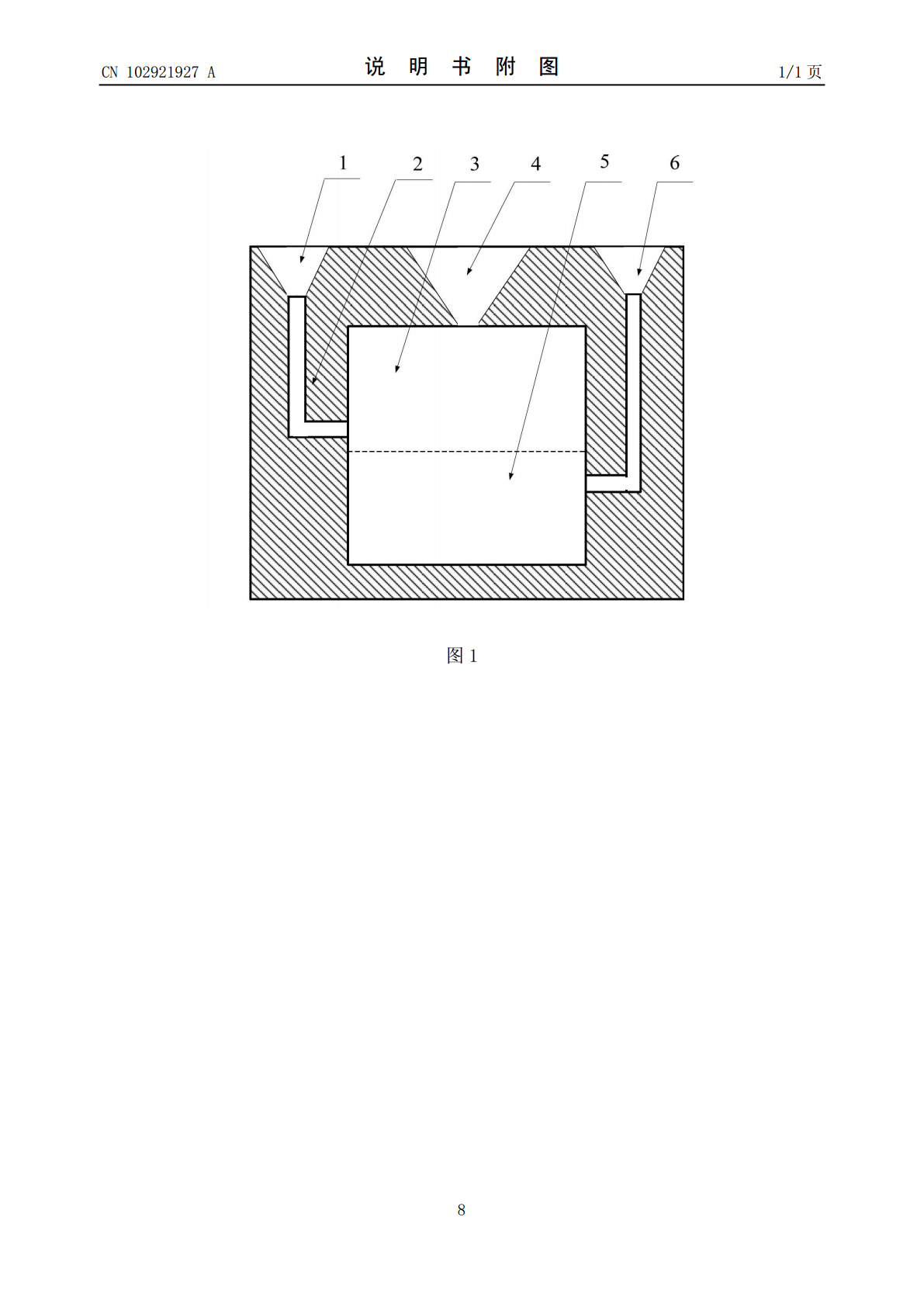
双液双金属复合耐磨衬板制备方法,属于铸造技术领域。在电炉内熔炼高强韧铸钢和高硬度耐磨铸铁,然后令两种液态金属通过各自的浇注系统,先后浇入到同一个铸型中,获得双金属复合耐磨衬板。钢水浇注75%~85%后,将保护剂随剩余的25%~15%钢水一起浇入铸型中。铁水浇注过程中,随流加入占铁水质量2.0~2.5%的随流孕育剂。复合衬板随后进行去应力处理,去应力处理温度为230~320℃,保温时间为8~10小时,然后空气冷却至室温,得到的双液双金属复合耐磨衬板具有良好的耐磨性,且使用安全、可靠。
一种双金属耐磨衬板.pdf
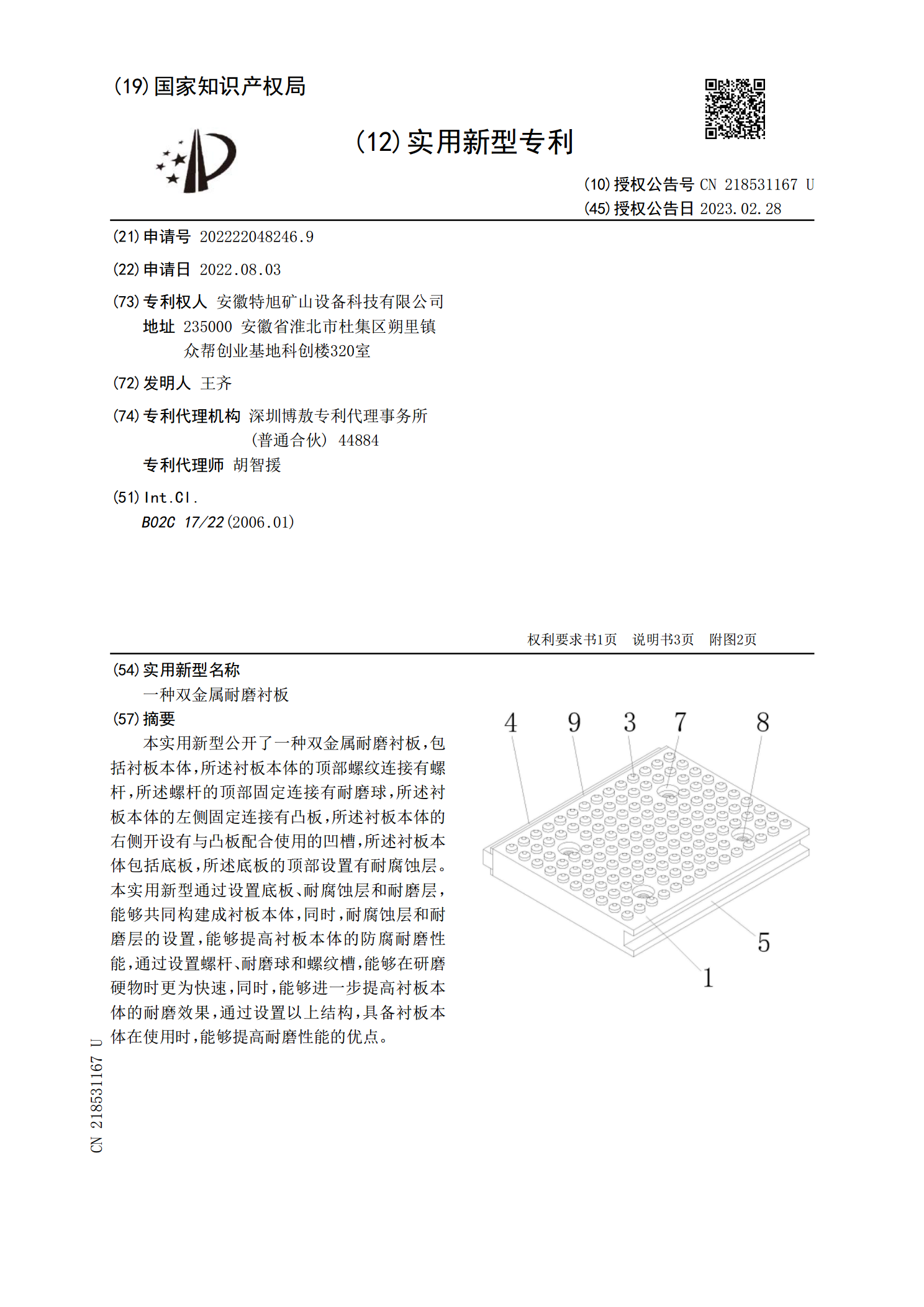
本实用新型公开了一种双金属耐磨衬板,包括衬板本体,所述衬板本体的顶部螺纹连接有螺杆,所述螺杆的顶部固定连接有耐磨球,所述衬板本体的左侧固定连接有凸板,所述衬板本体的右侧开设有与凸板配合使用的凹槽,所述衬板本体包括底板,所述底板的顶部设置有耐腐蚀层。本实用新型通过设置底板、耐腐蚀层和耐磨层,能够共同构建成衬板本体,同时,耐腐蚀层和耐磨层的设置,能够提高衬板本体的防腐耐磨性能,通过设置螺杆、耐磨球和螺纹槽,能够在研磨硬物时更为快速,同时,能够进一步提高衬板本体的耐磨效果,通过设置以上结构,具备衬板本体在使用时
一种耐磨衬板的制备方法.pdf
本发明公开了一种耐磨衬板的制备方法,属于耐磨衬板技术领域。本发明的步骤为:步骤一、铸造砂型的准备;步骤二、熔炼过程,采用熔炼炉进行熔融冶炼,使得熔融金属由如下组分及其质量百分比组成:C:3.0~3.2%、Si:0.3~0.4%、Mn:0.5~0.7%、Cr:2~3%、Mo:2.8~3.1%、Cu:0.8~1.2%、V:8~9%、B:0.002~0.003%、Sn:0.04~0.05%、Te:0.02~0.03%、Ce:0.01~0.02%、Zr:0.03~0.04%、Y:0.004~0.005%、P:0.

一种球磨机耐磨复合衬板及其制备工艺.pdf
本发明涉及球磨机设备技术领域,具体地说,涉及一种球磨机耐磨复合衬板及其制备工艺。包括超高锰钢衬板本体和若干个高铬铸铁镶嵌块;所述超高锰钢衬板本体的底部沿其长度方向依次设有镶嵌槽,各个高铬铸铁镶嵌块采用热镶嵌工艺镶嵌在对应的镶嵌槽内,与超高锰钢衬板本体复合成为一体。本发明是通过在超高锰钢衬板本体上预留镶嵌槽,并在各镶嵌槽内热镶嵌复合高铬铸铁镶嵌块,既能发挥高锰钢韧性好的优势,又能体现高铬铸铁耐磨性好的特性,提高衬板的使用寿命,从而能大大拓宽应用范围。
一种生产耐磨复合衬板的方法.pdf
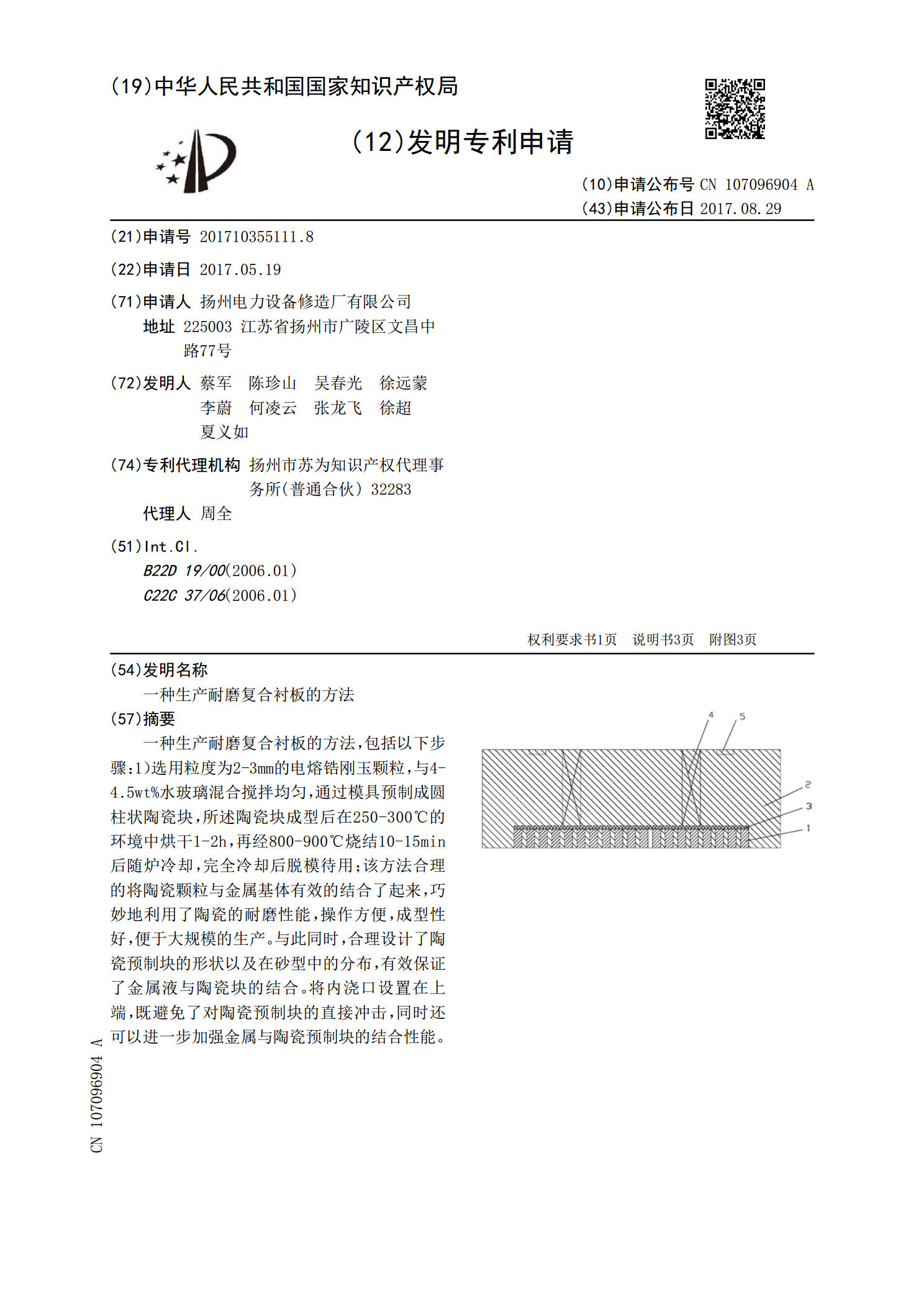
一种生产耐磨复合衬板的方法,包括以下步骤:1)选用粒度为2‑3mm的电熔锆刚玉颗粒,与4‑4.5wt%水玻璃混合搅拌均匀,通过模具预制成圆柱状陶瓷块,所述陶瓷块成型后在250‑300℃的环境中烘干1‑2h,再经800‑900℃烧结10‑15min后随炉冷却,完全冷却后脱模待用;该方法合理的将陶瓷颗粒与金属基体有效的结合了起来,巧妙地利用了陶瓷的耐磨性能,操作方便,成型性好,便于大规模的生产。与此同时,合理设计了陶瓷预制块的形状以及在砂型中的分布,有效保证了金属液与陶瓷块的结合。将内浇口设置在上端,既避免了