
减速机用输出轴的锻造方法.pdf

子璇****君淑


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
减速机用输出轴的锻造方法.pdf
本发明公开了减速机用输出轴的锻造方法,包括以下步骤:a、浇注圆柱形坯料步骤,圆柱形坯料中各化学组分的重量百分比为:碳0.26-0.36%、锰1.05-1.50%、硅0.35-0.60%、磷≤0.034%、硫≤0.0360%、铬0.450-0.65%、钼0.003-0.006%、镍0.001-0.025%、钒0.005-0.015%、铜0.008-0.025%,基质为铁;b、锻造步骤,1)选用直径为70圆钢,利用剪切机进行下料,剪切后毛坯件长度122.5mm;2)将步骤1)的毛坯件放入中频加热炉加热,加热温

减速机输出轴的加工.doc
河北机电职业技术学院毕业论文河北机电职业技术学院毕业论文题目:消失模铸造工艺过程及分析班级:材料0901姓名:林学彬专业:材料成型与控制技术指导教师:张元华答辩日期:摘要本文介绍了消失模铸造的工艺及分析以及浇冒口的计算选择,浇注系统的选择。本文针对消失模铸造又称为干砂实型负压铸造,国外称之为EPC(Expendablecastingproces简称EPC),是目前国际上最先进的铸造工艺之一,被誉为铸造史上的一次“革命”,国内外称之为21世纪绿色铸造。消失模铸造是将与铸件尺寸形状相似的石蜡或泡沫模型粘结组合

减速机输出轴的数控加工.doc
编号:毕业论文(设计)题目减速机输出轴的数控加工指导教师学生姓名学号专业机械设计制造及其自动化教学单位德州学院机电工程系二O一二年五月六日德州学院毕业论文(设计)开题报告书2011年11月19日院(系)机电工程系专业机械设计制造及其自动化姓名学号论文(设计)题目减速机输出轴的数控加工一、选题目的和意义本次毕业设计主要的内容是轴类零件的数控加工工艺设计。采用普通机械加工和数控加工相结合的方式,设计编制轴类零件的普通加工工艺规程和数控加工工艺规程,并编制精加工的数控加工程序。这次对于减速机输出轴
减速机输出轴的密封装置.pdf
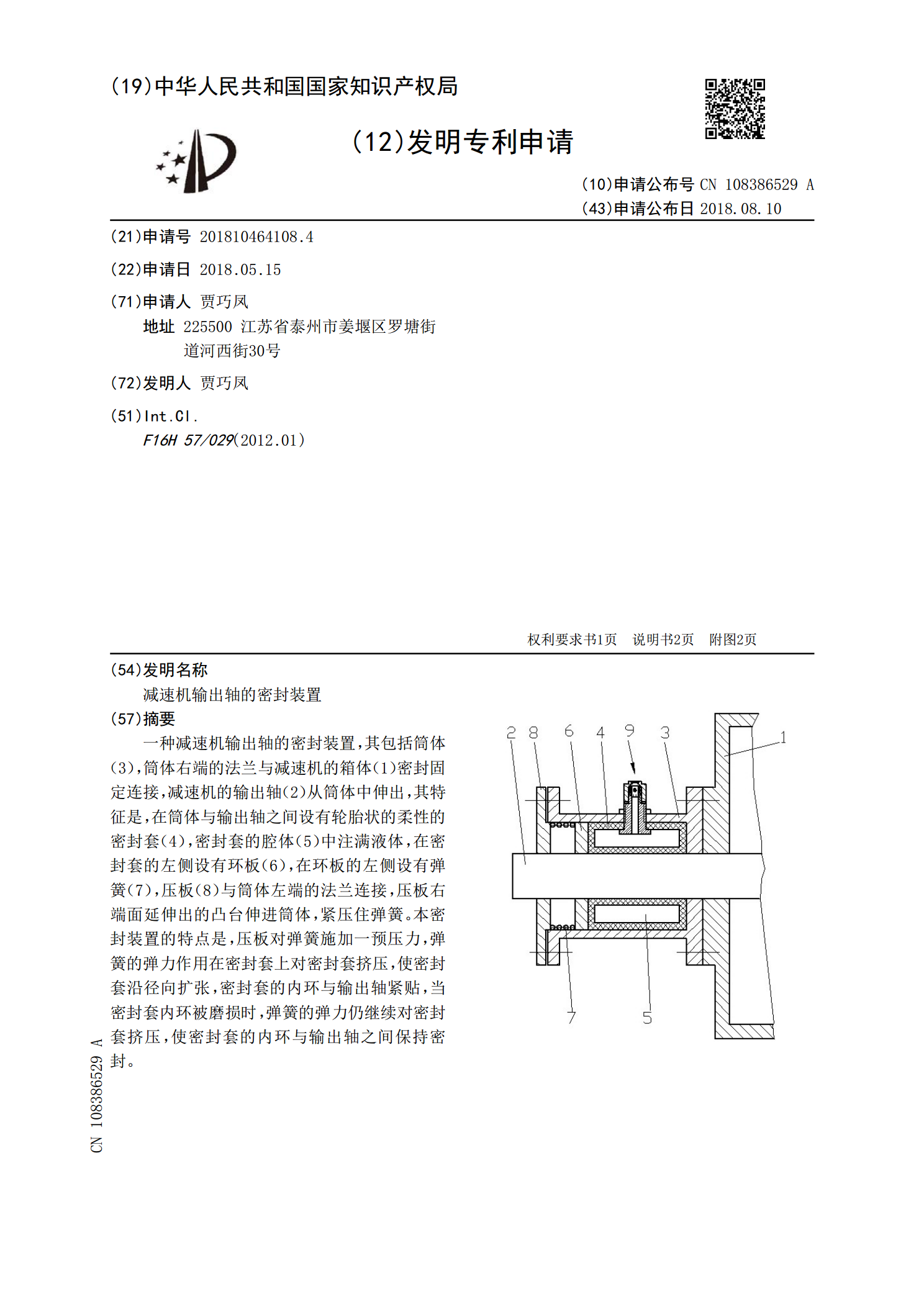
一种减速机输出轴的密封装置,其包括筒体(3),筒体右端的法兰与减速机的箱体(1)密封固定连接,减速机的输出轴(2)从筒体中伸出,其特征是,在筒体与输出轴之间设有轮胎状的柔性的密封套(4),密封套的腔体(5)中注满液体,在密封套的左侧设有环板(6),在环板的左侧设有弹簧(7),压板(8)与筒体左端的法兰连接,压板右端面延伸出的凸台伸进筒体,紧压住弹簧。本密封装置的特点是,压板对弹簧施加一预压力,弹簧的弹力作用在密封套上对密封套挤压,使密封套沿径向扩张,密封套的内环与输出轴紧贴,当密封套内环被磨损时,弹簧的弹
单轴输入双轴输出三速比减速机.pdf
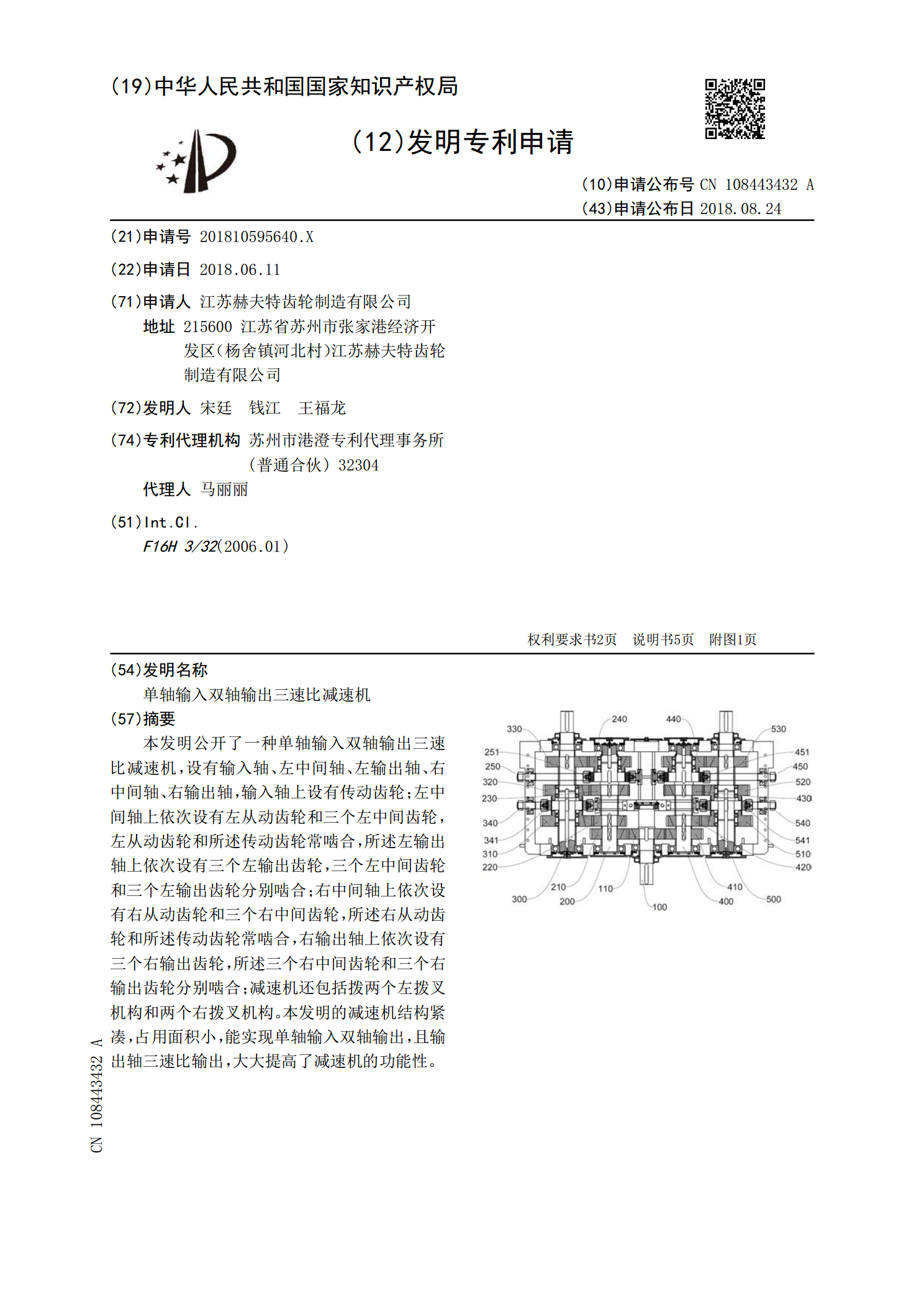
本发明公开了一种单轴输入双轴输出三速比减速机,设有输入轴、左中间轴、左输出轴、右中间轴、右输出轴,输入轴上设有传动齿轮;左中间轴上依次设有左从动齿轮和三个左中间齿轮,左从动齿轮和所述传动齿轮常啮合,所述左输出轴上依次设有三个左输出齿轮,三个左中间齿轮和三个左输出齿轮分别啮合;右中间轴上依次设有右从动齿轮和三个右中间齿轮,所述右从动齿轮和所述传动齿轮常啮合,右输出轴上依次设有三个右输出齿轮,所述三个右中间齿轮和三个右输出齿轮分别啮合;减速机还包括拨两个左拨叉机构和两个右拨叉机构。本发明的减速机结构紧凑,占用