
一种拨叉轴的加工方法.pdf

是雁****找我

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种拨叉轴的加工方法.pdf
本发明公开了一种拨叉轴的加工方法,包括以下步骤:a、浇注钢锭,钢锭中化学成分重量百分比为:0.085%≤C≤0.150%,1.3%≤Si≤1.40%,1.2%≤Mn≤1.30%,痕量≤P≤0.030%,痕量≤S≤0.030%,11.50%≤Cr≤13.50%,痕量≤B≤0.0018%,余量为铁及不可避免的杂质;浇注成型的钢锭温度降至350℃,再加热至670-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至400℃,再以20℃/小时,冷却至1
拨叉轴与拨叉.pdf
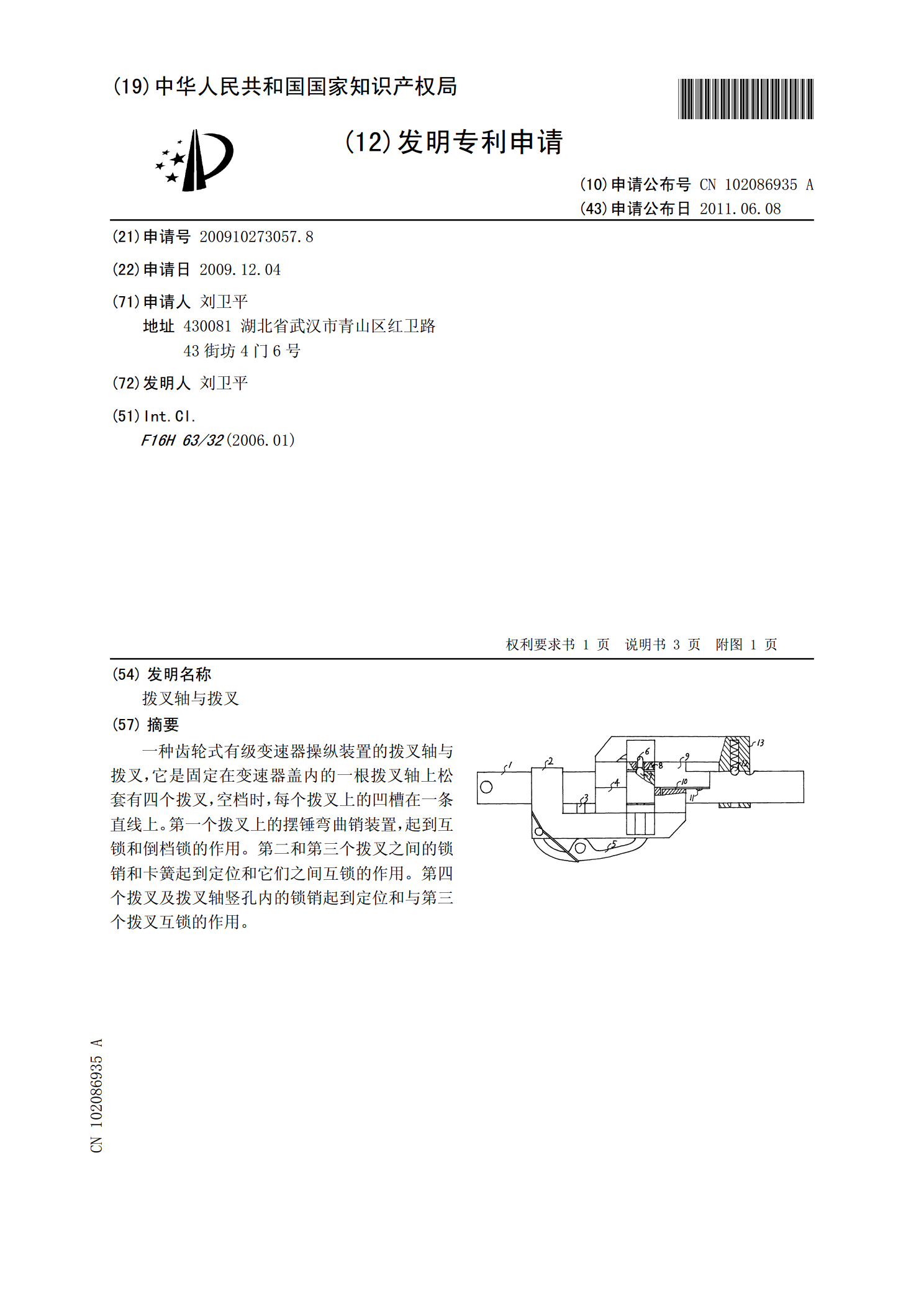
一种齿轮式有级变速器操纵装置的拨叉轴与拨叉,它是固定在变速器盖内的一根拨叉轴上松套有四个拨叉,空档时,每个拨叉上的凹槽在一条直线上。第一个拨叉上的摆锤弯曲销装置,起到互锁和倒档锁的作用。第二和第三个拨叉之间的锁销和卡簧起到定位和它们之间互锁的作用。第四个拨叉及拨叉轴竖孔内的锁销起到定位和与第三个拨叉互锁的作用。

一种拨叉的加工方法.pdf
本发明公开了一种拨叉的加工方法,包括以下步骤:1)选用直径为55mm圆钢,利用剪切机进行下料,剪切后毛坯件长度161mm;2)将步骤1的毛坯件放入中频加热炉加热,加热温度为1150℃,保持加热时间8.5min;3)将步骤2得到工件,利用空气锤对所述工件的一端进行拔锤,拔锤次数8-10次;4)将拔锤后的工件放入摩压机,摩压机中安装成型模具,利用成型模具热锻工件;温度850℃;5)将热锻后的工件,放入冲床中进行切边、热校处理。本发明使产品在对称度、位置度及产品硬度方面得到了充分保证,产品质量好,大大延长了产品

拨叉轴及其制造方法.pdf
本发明公开了一种拨叉轴及其制造方法,该拨叉轴设有圆柱形工作区,所述工作区上设有多个换挡滑槽,所述各换挡滑槽的轴向截面的基本形状是圆弧状,所述各换挡滑槽表面是经过弹性砂轮打磨制成的光滑表面。该制造方法,具有以下步骤:①选用钢柱坯料,在其上铣削出预定数量的换挡滑槽;②对铣削好换挡滑槽的坯料进行淬火处理,以提高换挡滑槽的硬度;③对进行淬火处理后的坯料进行打磨处理,具体是采用弹性砂轮打磨换挡滑槽,待换挡滑槽表面从粗糙发黑变成光滑反光后即可将其作为拨叉轴成品。本发明产品具有高可靠性和稳定性,本发明工艺具有较好的简捷
一种拨叉轴销孔加工的快速定位装置.pdf
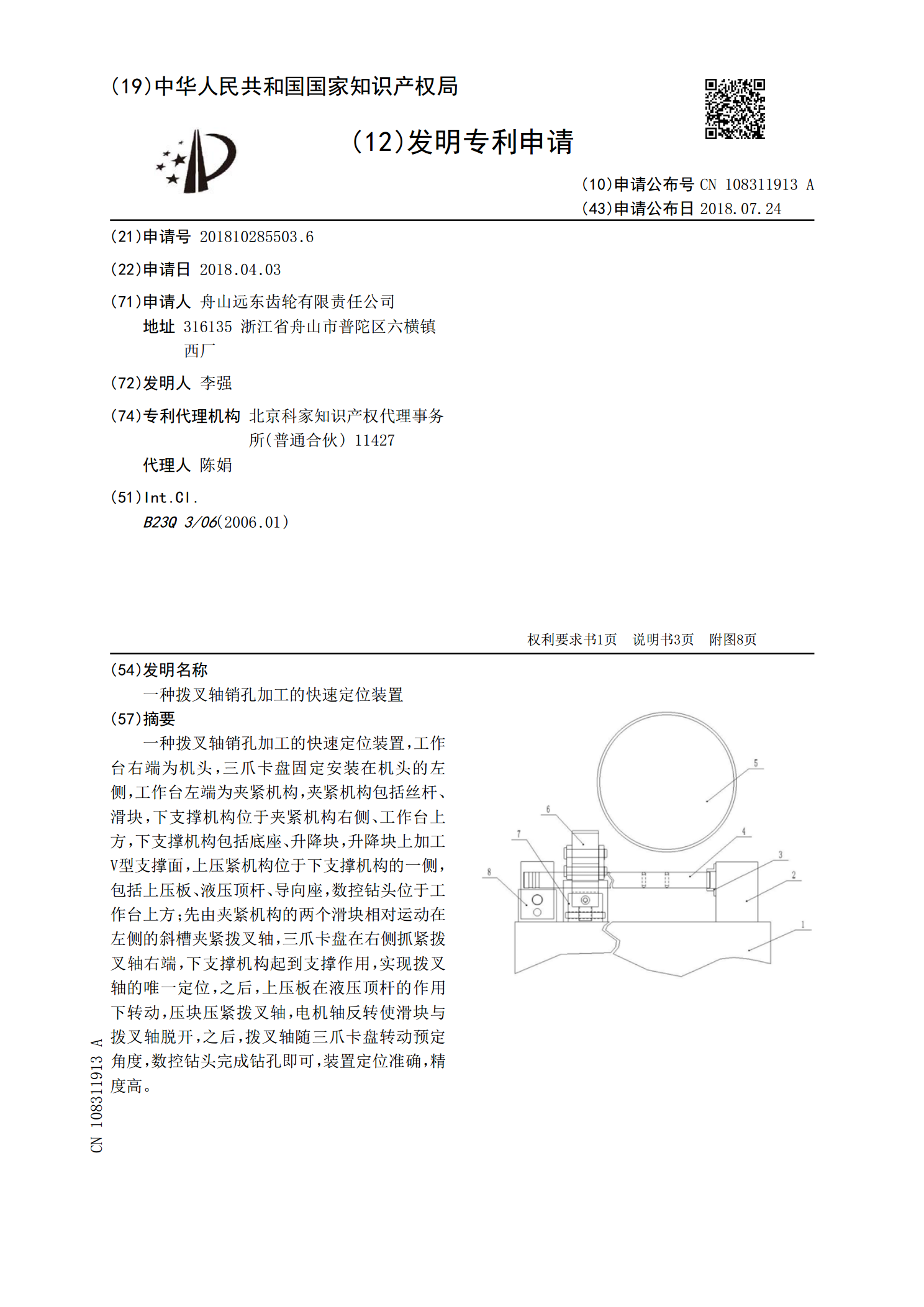
一种拨叉轴销孔加工的快速定位装置,工作台右端为机头,三爪卡盘固定安装在机头的左侧,工作台左端为夹紧机构,夹紧机构包括丝杆、滑块,下支撑机构位于夹紧机构右侧、工作台上方,下支撑机构包括底座、升降块,升降块上加工V型支撑面,上压紧机构位于下支撑机构的一侧,包括上压板、液压顶杆、导向座,数控钻头位于工作台上方;先由夹紧机构的两个滑块相对运动在左侧的斜槽夹紧拨叉轴,三爪卡盘在右侧抓紧拨叉轴右端,下支撑机构起到支撑作用,实现拨叉轴的唯一定位,之后,上压板在液压顶杆的作用下转动,压块压紧拨叉轴,电机轴反转使滑块与拨叉