
一种闸阀阀杆的铸造方法.pdf

论文****酱吖

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种闸阀阀杆的铸造方法.pdf
本发明公开了一种闸阀阀杆的铸造方法,包括有以下步骤:a.制备和铸造具有如下重量百分比的棒料:2.27%≤C≤3.34%,0.15≤Si≤0.35%,0.71%≤Mn≤0.91%,0.15≤P≤0.25%,0.018≤S≤0.025%,0.71%≤Cr≤0.95%,0.30%≤Mo≤0.40%,1.60≤Ni≤2.20%,0.10≤Cu≤0.20%,余量为Fe和不可避免的杂质,铸造成型的棒料温度降至300℃,再加热至670-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温
一种管道阀类闸阀体铸造工艺方法.pdf
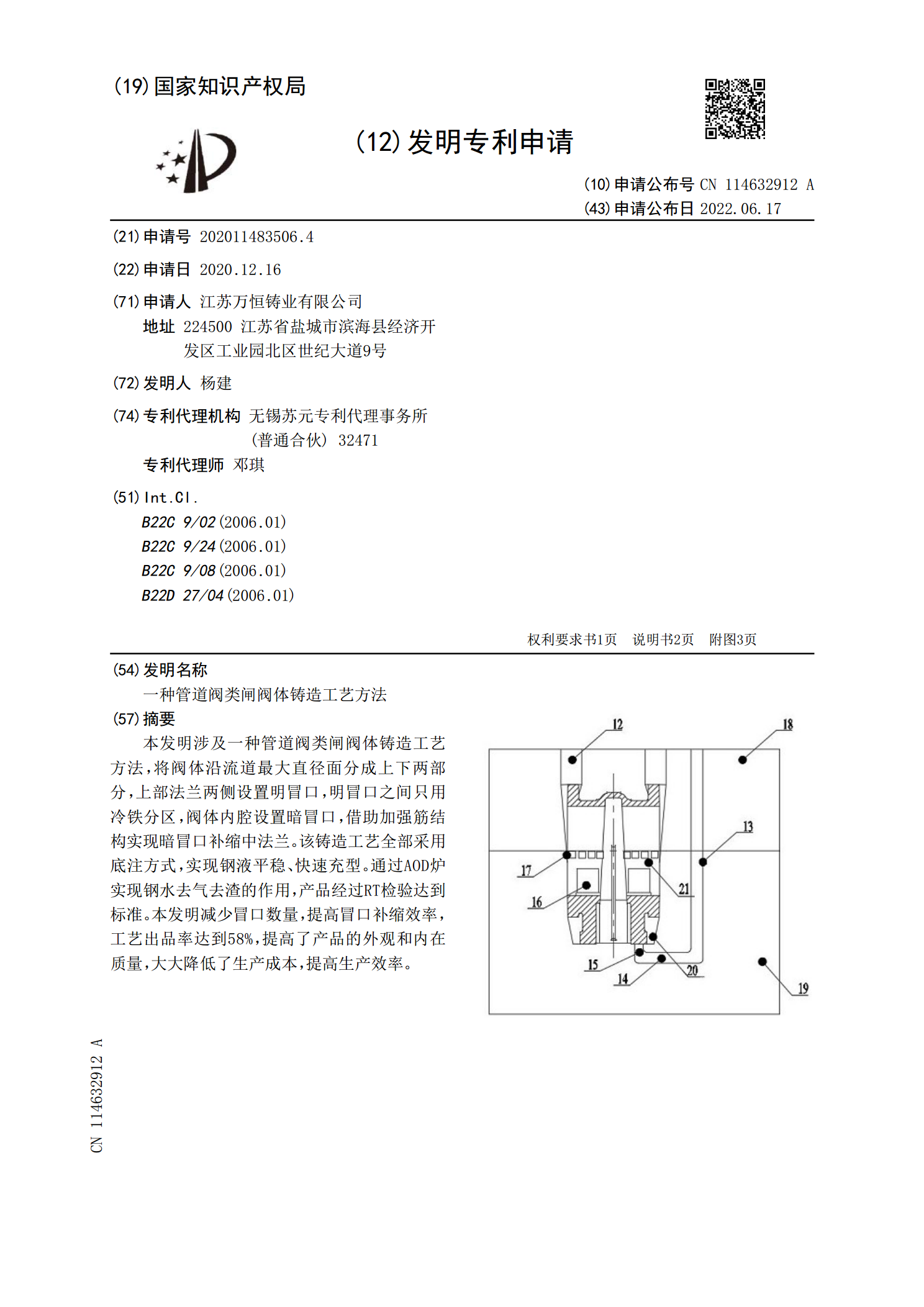
本发明涉及一种管道阀类闸阀体铸造工艺方法,将阀体沿流道最大直径面分成上下两部分,上部法兰两侧设置明冒口,明冒口之间只用冷铁分区,阀体内腔设置暗冒口,借助加强筋结构实现暗冒口补缩中法兰。该铸造工艺全部采用底注方式,实现钢液平稳、快速充型。通过AOD炉实现钢水去气去渣的作用,产品经过RT检验达到标准。本发明减少冒口数量,提高冒口补缩效率,工艺出品率达到58%,提高了产品的外观和内在质量,大大降低了生产成本,提高生产效率。

一种铸造制旋塞阀阀杆的方法.pdf
本发明公开了一种铸造制旋塞阀阀杆的方法,包括有以下步骤:a、浇注旋塞阀阀杆毛坯,先将10份的废钢投入中频电炉中熔化成钢水,再加入添碳剂,待中频电炉内的温度升至1100~1200℃时,再投入0.15份的钼、0.25份的镍,18份的废钢、4份废机件、21份的生铁和18份的回炉料,然后排渣,排渣后加入锰铁0.7份、硅铁合金1.8份,此时,从中频电炉内的铁水中取样分析,再补加材料,待中频电炉内的温度升至1400℃时出铁,将0.5份的铜随铁水一起加入铁水包,进行浇注;本发明具有较高的生产连续性,且材料利用率高,适合

一种闸阀阀杆保护结构.pdf
本发明所述一种闸阀阀杆保护结构,包括阀杆,所述阀杆设有手轮,所述阀杆在手轮的上部一端套有上端封闭的套管,而且套管的长度为阀门全启时阀杆在手轮上部的长度,套管一侧开有加油孔,加油孔为沿所述阀杆轴向设置的长孔,套管开有内螺纹。本发明所述一种闸阀阀杆保护结构,阀杆在手轮的上部一端套有上端封闭的套管,可有效防止雨水及灰尘进入,从而防止阀杆内润滑油(脂)流失。
一种闸阀阀杆保护装置.pdf
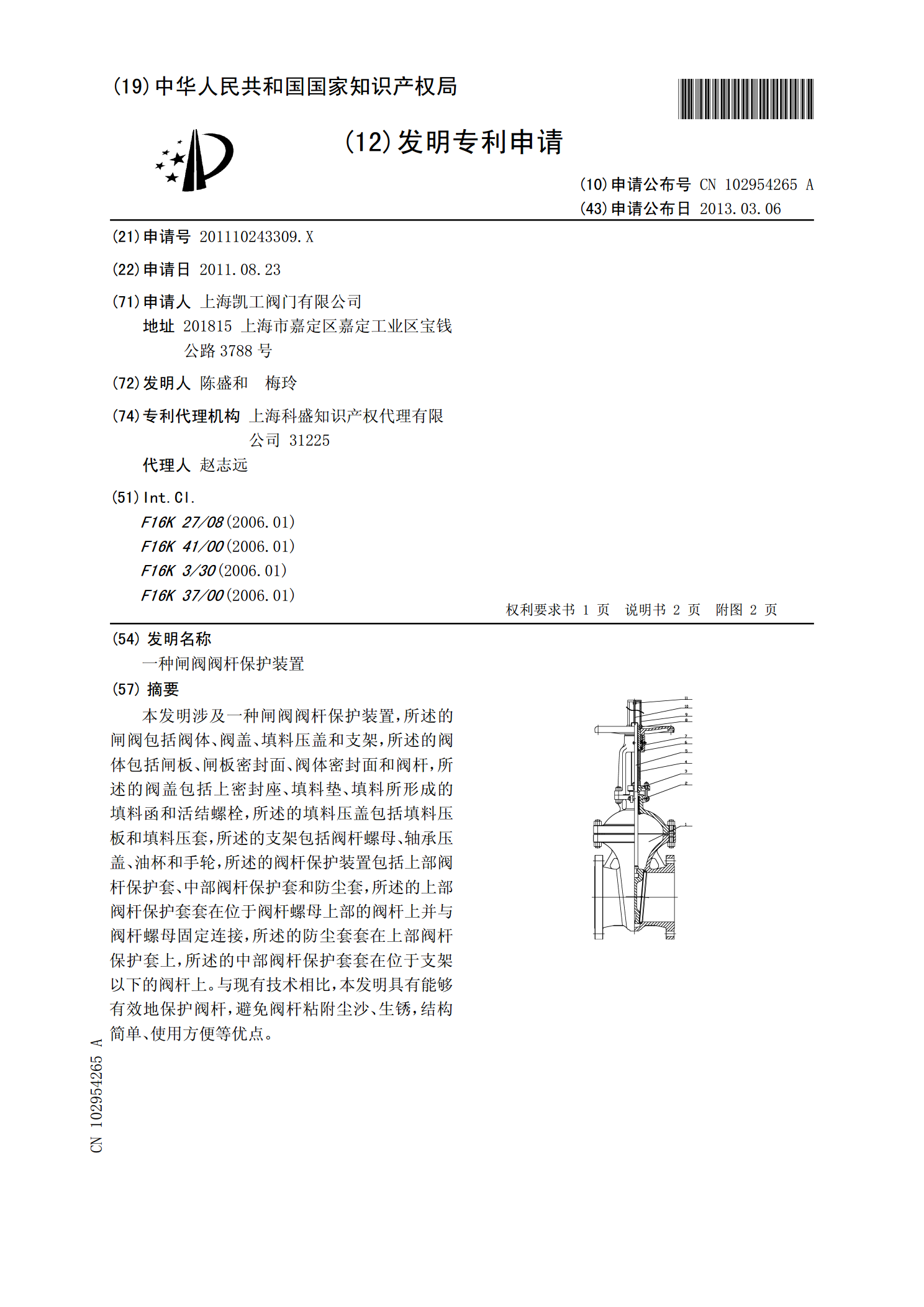
本发明涉及一种闸阀阀杆保护装置,所述的闸阀包括阀体、阀盖、填料压盖和支架,所述的阀体包括闸板、闸板密封面、阀体密封面和阀杆,所述的阀盖包括上密封座、填料垫、填料所形成的填料函和活结螺栓,所述的填料压盖包括填料压板和填料压套,所述的支架包括阀杆螺母、轴承压盖、油杯和手轮,所述的阀杆保护装置包括上部阀杆保护套、中部阀杆保护套和防尘套,所述的上部阀杆保护套套在位于阀杆螺母上部的阀杆上并与阀杆螺母固定连接,所述的防尘套套在上部阀杆保护套上,所述的中部阀杆保护套套在位于支架以下的阀杆上。与现有技术相比,本发明具有能