
一种管道阀类闸阀体铸造工艺方法.pdf

飞舟****文章

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种管道阀类闸阀体铸造工艺方法.pdf
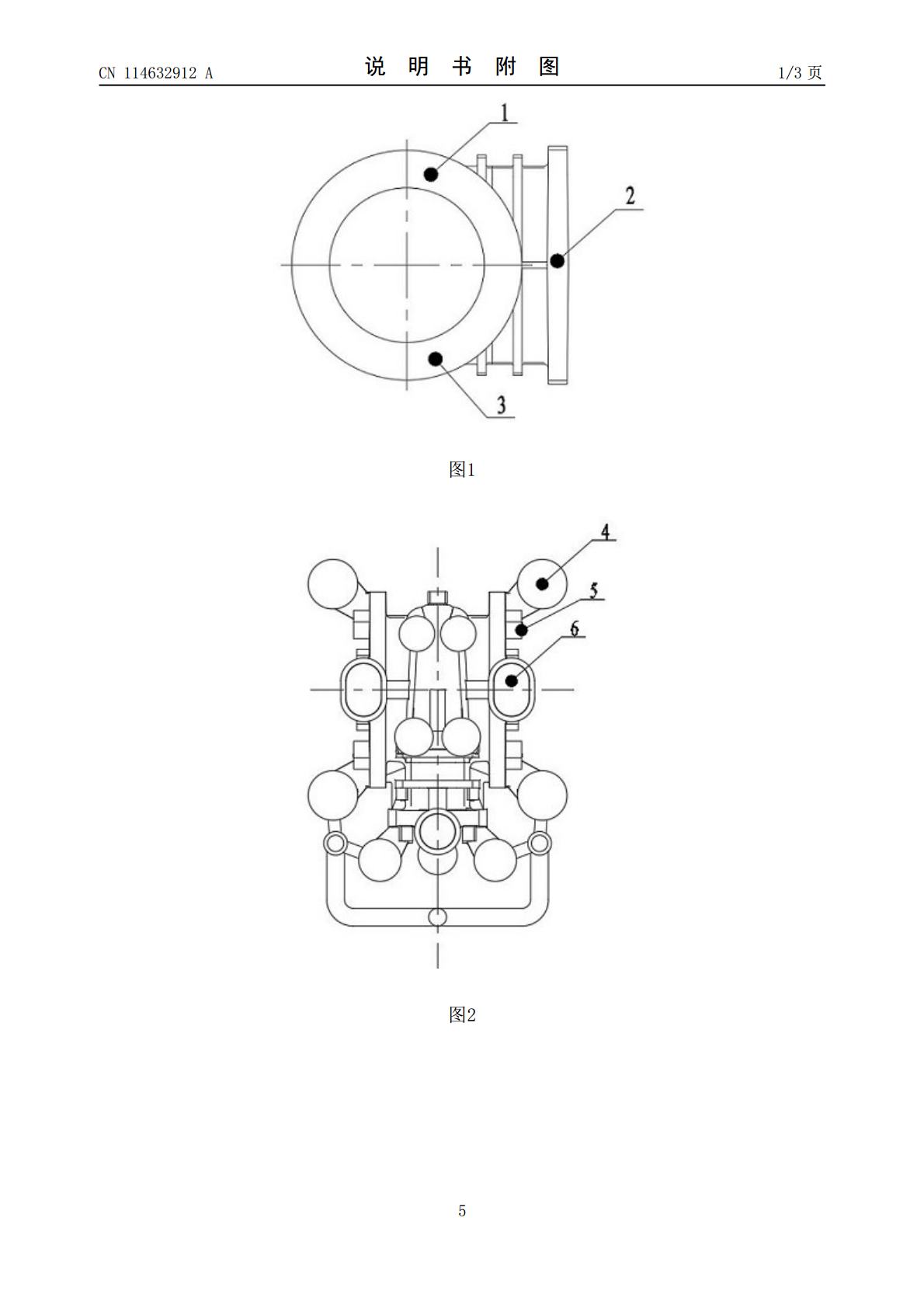
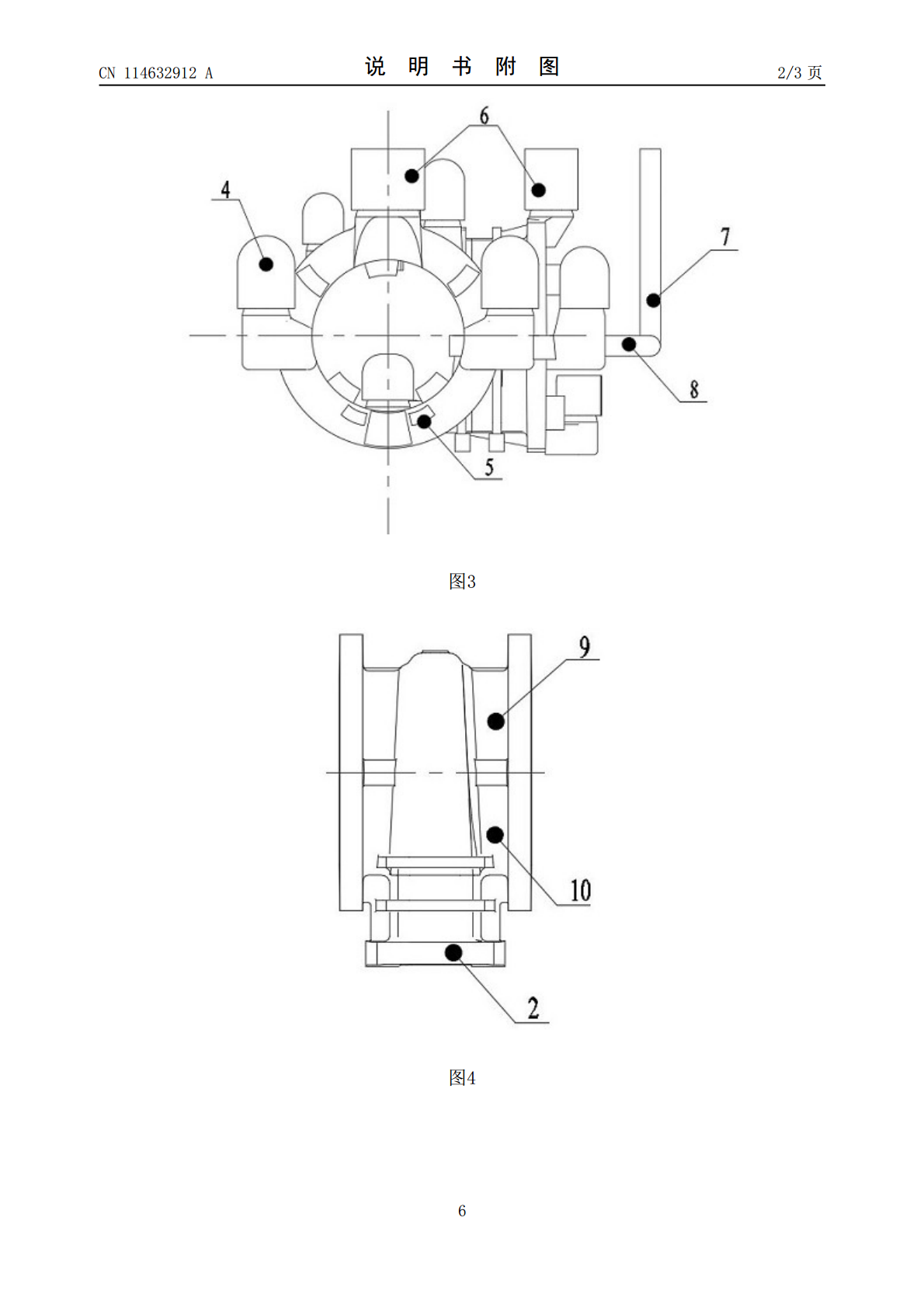
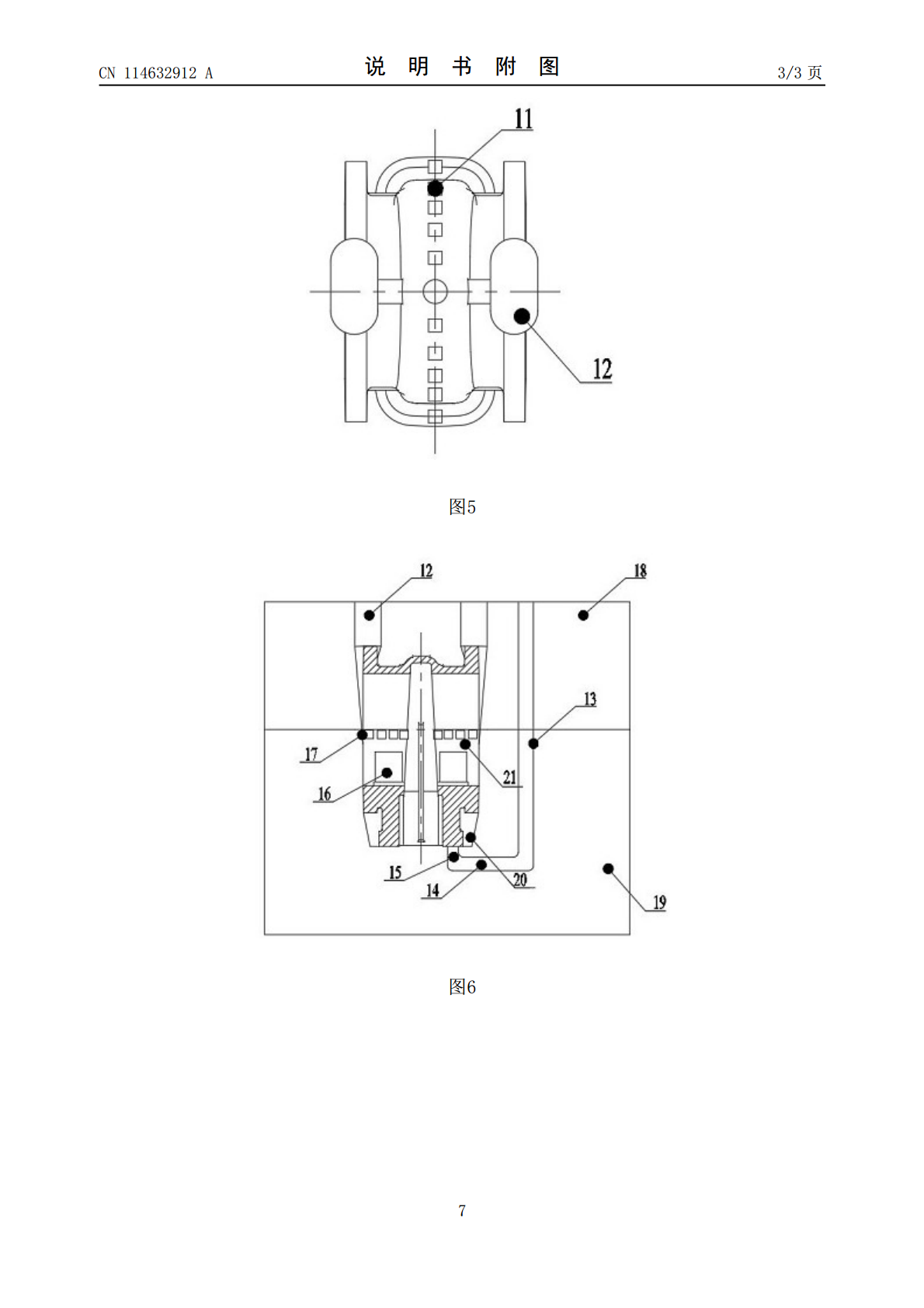
本发明涉及一种管道阀类闸阀体铸造工艺方法,将阀体沿流道最大直径面分成上下两部分,上部法兰两侧设置明冒口,明冒口之间只用冷铁分区,阀体内腔设置暗冒口,借助加强筋结构实现暗冒口补缩中法兰。该铸造工艺全部采用底注方式,实现钢液平稳、快速充型。通过AOD炉实现钢水去气去渣的作用,产品经过RT检验达到标准。本发明减少冒口数量,提高冒口补缩效率,工艺出品率达到58%,提高了产品的外观和内在质量,大大降低了生产成本,提高生产效率。
一种防爆阀阀体铸造方法.pdf
本发明公开了一种防爆阀阀体铸造方法,包括有以下步骤:浇注阀体,控制阀体中化学成分重量百分比为:2.32%≤C≤4.15%,0.40%≤Si≤1.40%,0.30%≤Mn≤1.30%,0.010%≤P≤0.030%,0.010%≤S≤0.030%。1.50%≤Cr≤2.50%,痕量≤B≤0.0018%,余量为铁及不可避免的杂质;浇注成型的阀体温度降至350℃,再加热至670-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至400℃,再以20℃
防爆阀阀体铸造方法.pdf
本发明公开了一种防爆阀阀体铸造方法,包括有以下步骤:浇注阀体,控制阀体中化学成分重量百分比;浇注成型的阀体温度降至一定温度,再加热,保温一段时间,炉冷至300℃,保温4小时,再加热至一定范围温度,保温17小时,以50℃/小时冷却至400℃,再以20℃/小时,冷却至140℃;本发明粉末冶金材料及制造工艺具有较高的生产连续性,且材料利用率高,适合于大批量生产,降低成本。
一种单向阀阀体铸造方法.pdf
本发明公开了一种单向阀阀体铸造方法,包括有以下步骤:a)浇注阀体,控制阀体中化学成分重量百分比为:2.30%≤C≤4.15%,0.40%≤Si≤1.40%,0.30%≤Mn≤1.30%,0.010%≤P≤0.030%,0.010%≤S≤0.030%。1.50%≤Cr≤2.50%,痕量≤B≤0.0018%,0.030%≤Zn≤0.060%,余量为铁及不可避免的杂质;浇注到模具内的熔液在真空条件下,以20℃/小时,冷却至室温;b)预备热处理:将清理好的铸件、在温度不低于180℃装入热处理炉加热10-13小时升
单向阀阀体铸造方法.pdf
本发明公开了一种单向阀阀体铸造方法,包括有以下步骤:浇注阀体,控制阀体中化学成分重量百分比;浇注到模具内的熔液在真空条件下,以一定速率冷却至室温;预备热处理:将清理好的铸件、在温度不低于180℃装入热处理炉加热一段时间升温至650-750℃保持此温度2-5小时;再加热至8-12小时升温至980-1100℃保持此温度一段时间,然后关闭烧嘴使铸件在炉内随炉子降温冷却至一定温度出炉;本发明粉末冶金材料及制造工艺具有较高的生产连续性,且材料利用率高,适合于大批量生产,降低成本。