
带钢连续热浸镀锌防止换辊时断带的方法.pdf

光誉****君哥

1/8
2/8
3/8

4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
带钢连续热浸镀锌防止换辊时断带的方法.pdf
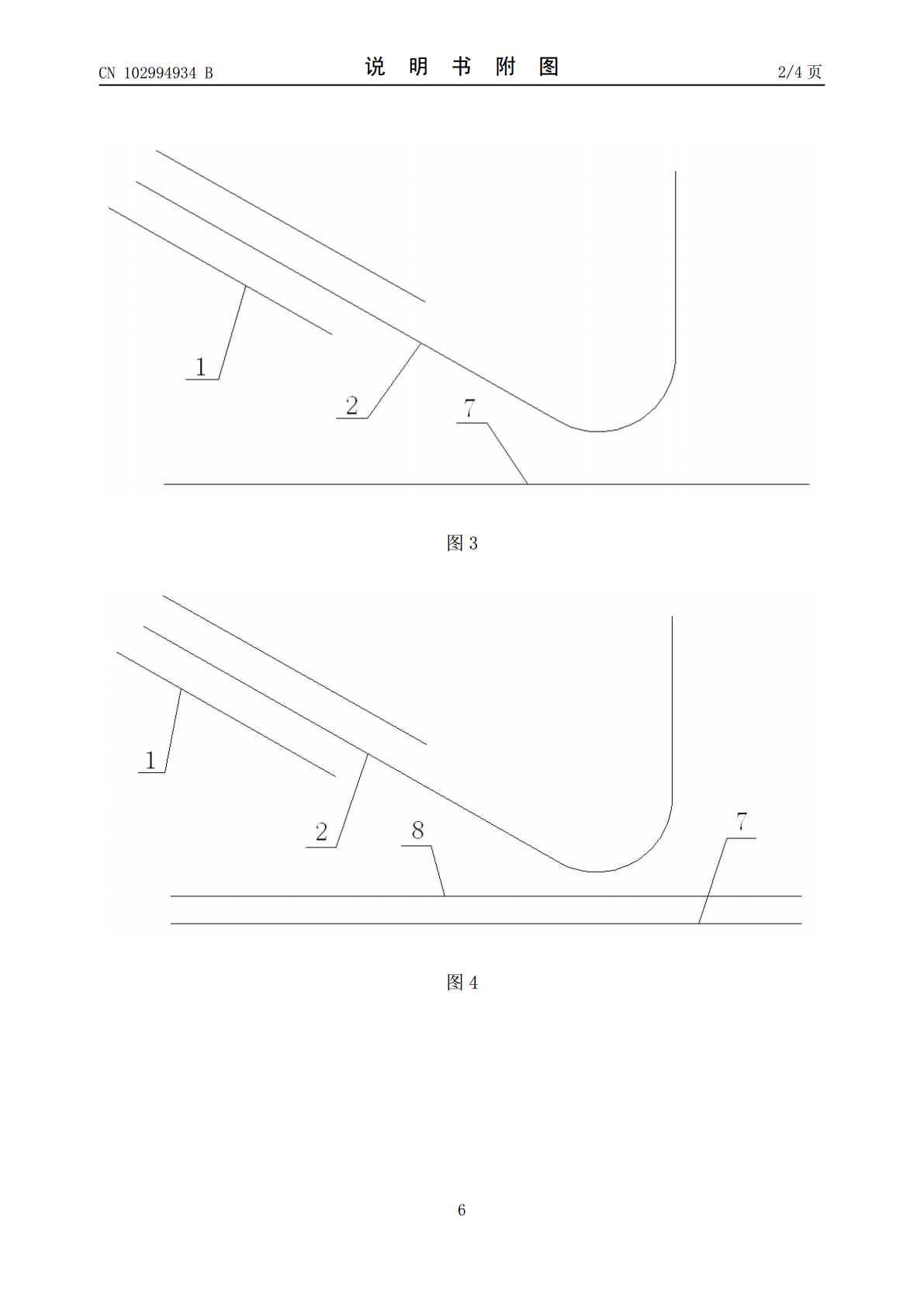
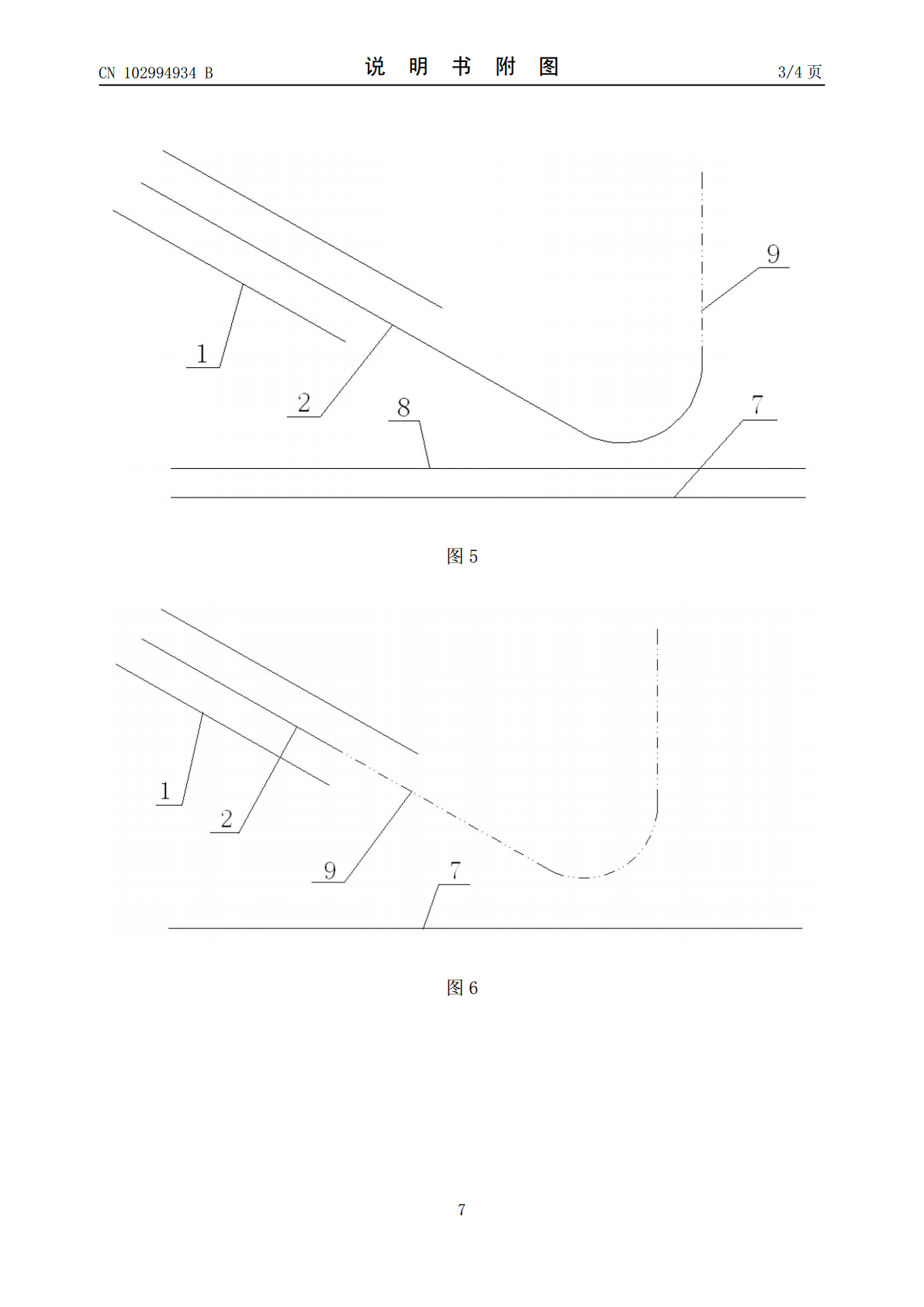
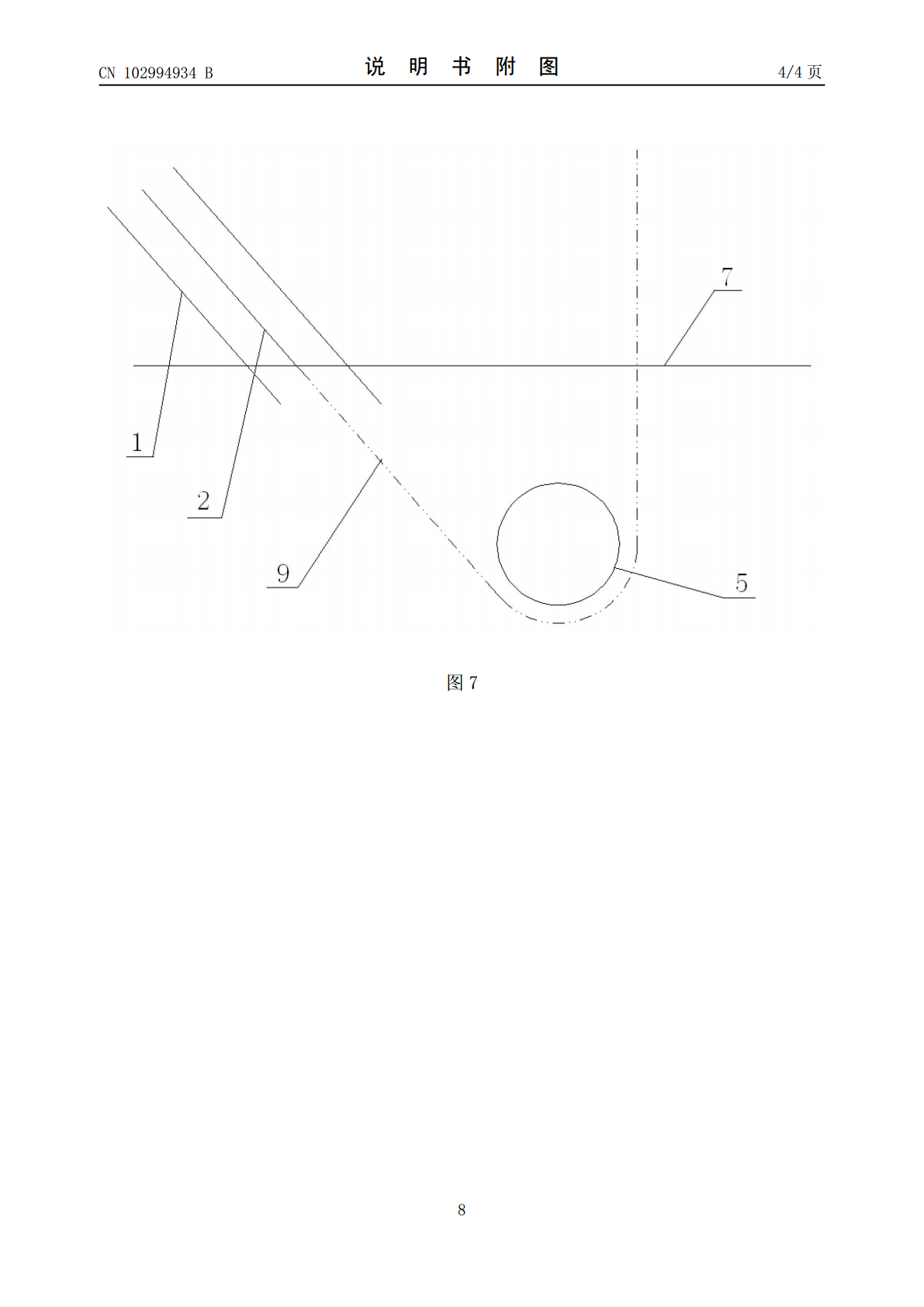
本发明公开了一种带钢连续热浸镀锌防止换辊时断带的方法,涉及冷轧带钢生产领域,提供一种能够减少废品和非标产品产生的带钢热浸镀锌防止换辊时断带的方法。带钢连续热浸镀锌防止换辊时断带的方法包括如下步骤:a.沉没辊系吊出锌锅后,抬起炉鼻子,收紧带钢使带钢全部位于锌液面上方;b.从炉鼻子中拉出带钢的未镀部分;c.在未镀部分和锌液面间设置隔离装置;d.截去带钢的已镀部分;e.将耐蚀带与未镀部分连接;f.将未镀部分全部拉回炉鼻子,拆除隔离装置;g.安装沉没辊系。本发明可在带钢连续热浸镀锌生产中更换沉没辊时应用。
一种带钢连续热浸镀锌系统.pdf
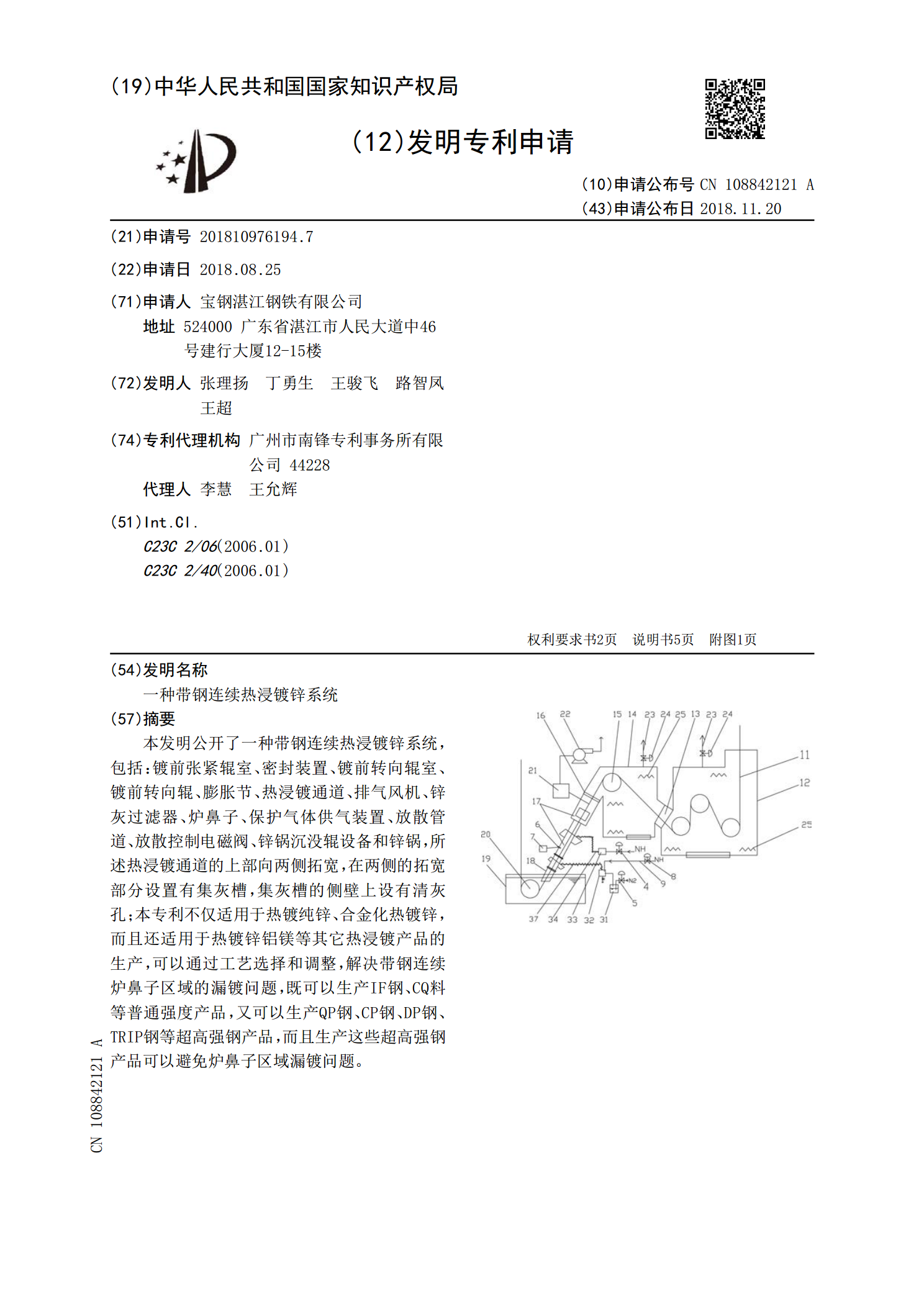
本发明公开了一种带钢连续热浸镀锌系统,包括:镀前张紧辊室、密封装置、镀前转向辊室、镀前转向辊、膨胀节、热浸镀通道、排气风机、锌灰过滤器、炉鼻子、保护气体供气装置、放散管道、放散控制电磁阀、锌锅沉没辊设备和锌锅,所述热浸镀通道的上部向两侧拓宽,在两侧的拓宽部分设置有集灰槽,集灰槽的侧壁上设有清灰孔;本专利不仅适用于热镀纯锌、合金化热镀锌,而且还适用于热镀锌铝镁等其它热浸镀产品的生产,可以通过工艺选择和调整,解决带钢连续炉鼻子区域的漏镀问题,既可以生产IF钢、CQ料等普通强度产品,又可以生产QP钢、CP钢、D
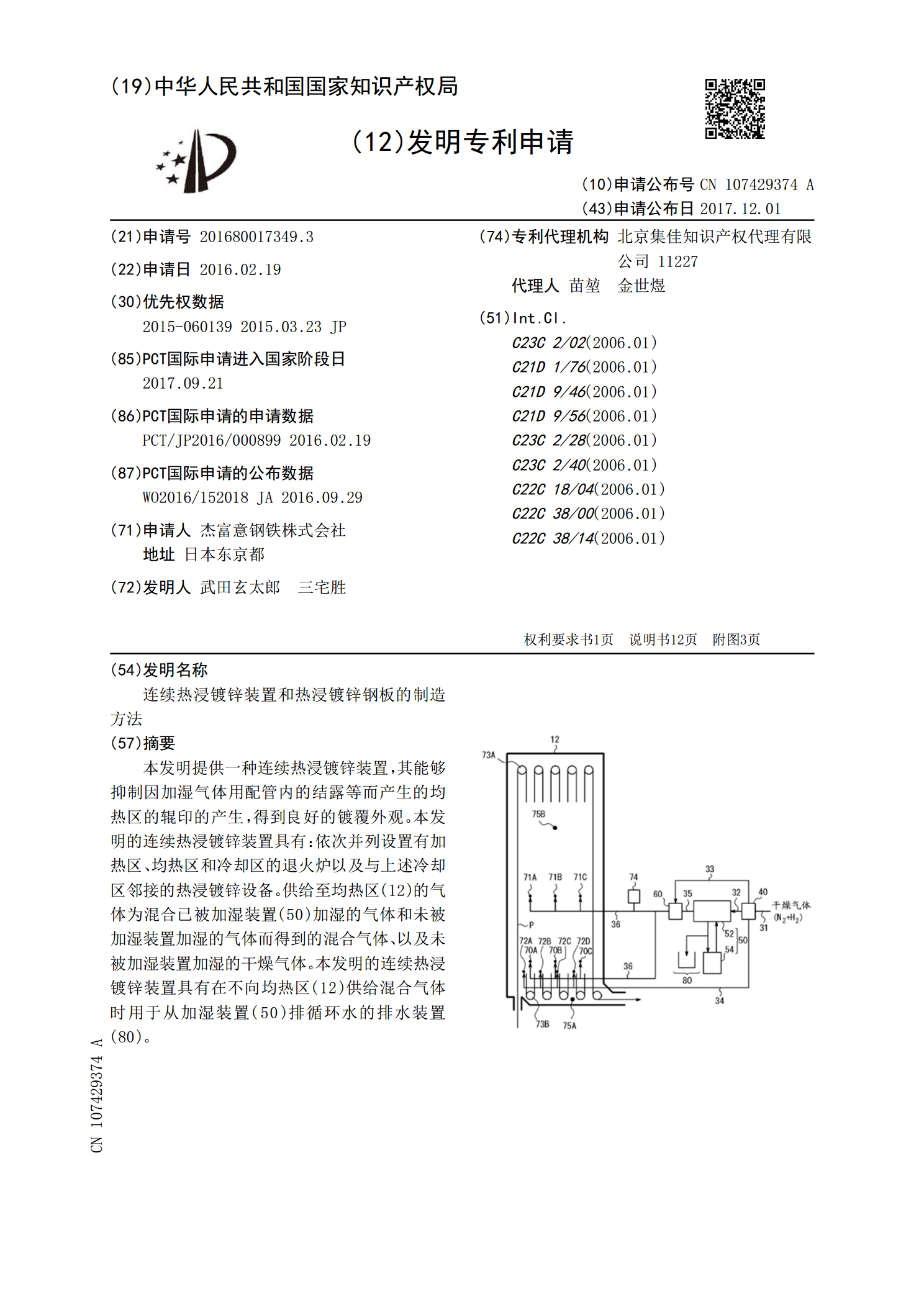
连续热浸镀锌装置和热浸镀锌钢板的制造方法.pdf
本发明提供一种连续热浸镀锌装置,其能够抑制因加湿气体用配管内的结露等而产生的均热区的辊印的产生,得到良好的镀覆外观。本发明的连续热浸镀锌装置具有:依次并列设置有加热区、均热区和冷却区的退火炉以及与上述冷却区邻接的热浸镀锌设备。供给至均热区(12)的气体为混合已被加湿装置(50)加湿的气体和未被加湿装置加湿的气体而得到的混合气体、以及未被加湿装置加湿的干燥气体。本发明的连续热浸镀锌装置具有在不向均热区(12)供给混合气体时用于从加湿装置(50)排循环水的排水装置(80)。
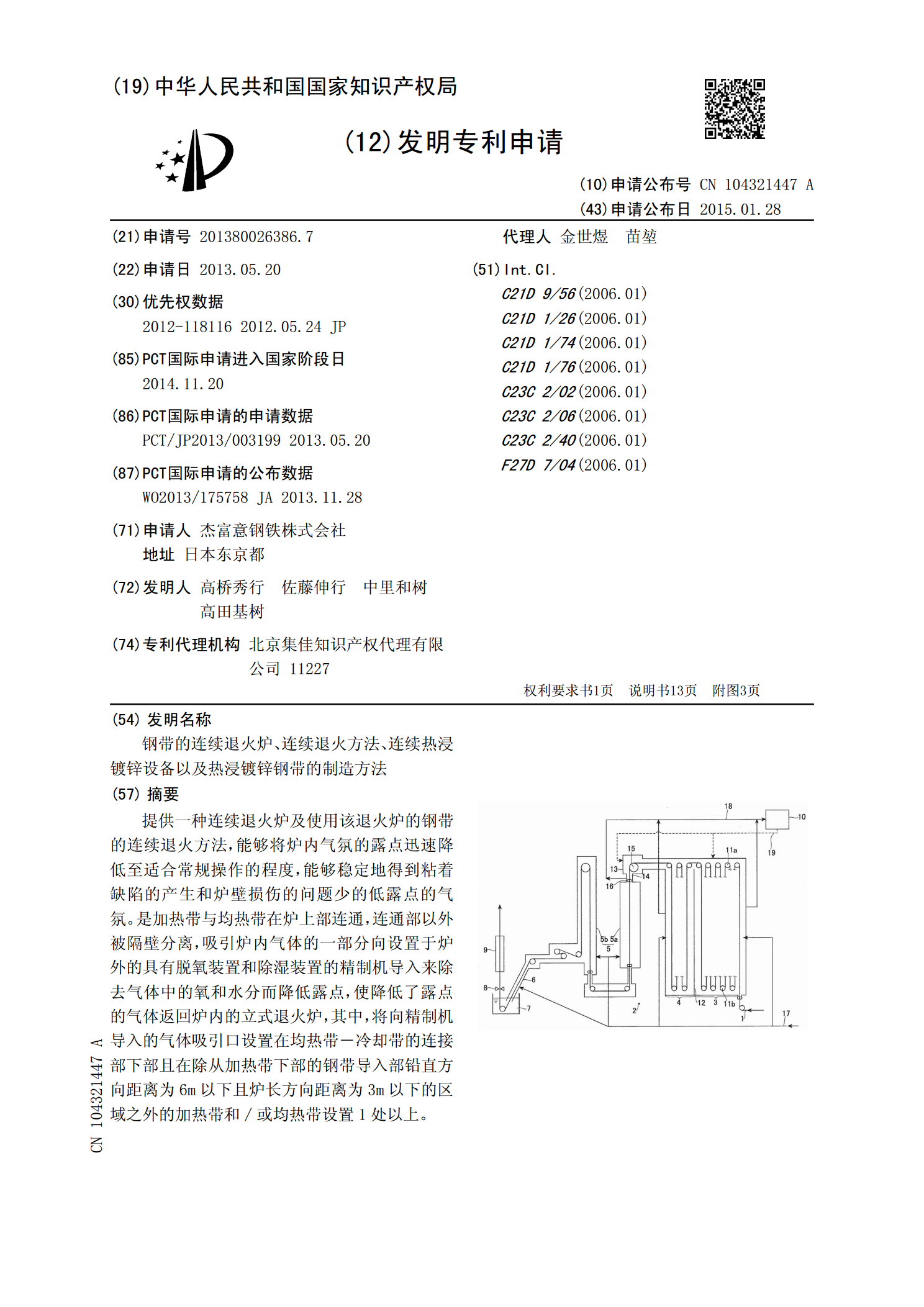
钢带的连续退火炉、连续退火方法、连续热浸镀锌设备以及热浸镀锌钢带的制造方法.pdf
提供一种连续退火炉及使用该退火炉的钢带的连续退火方法,能够将炉内气氛的露点迅速降低至适合常规操作的程度,能够稳定地得到粘着缺陷的产生和炉壁损伤的问题少的低露点的气氛。是加热带与均热带在炉上部连通,连通部以外被隔壁分离,吸引炉内气体的一部分向设置于炉外的具有脱氧装置和除湿装置的精制机导入来除去气体中的氧和水分而降低露点,使降低了露点的气体返回炉内的立式退火炉,其中,将向精制机导入的气体吸引口设置在均热带-冷却带的连接部下部且在除从加热带下部的钢带导入部铅直方向距离为6m以下且炉长方向距离为3m以下的区域之外
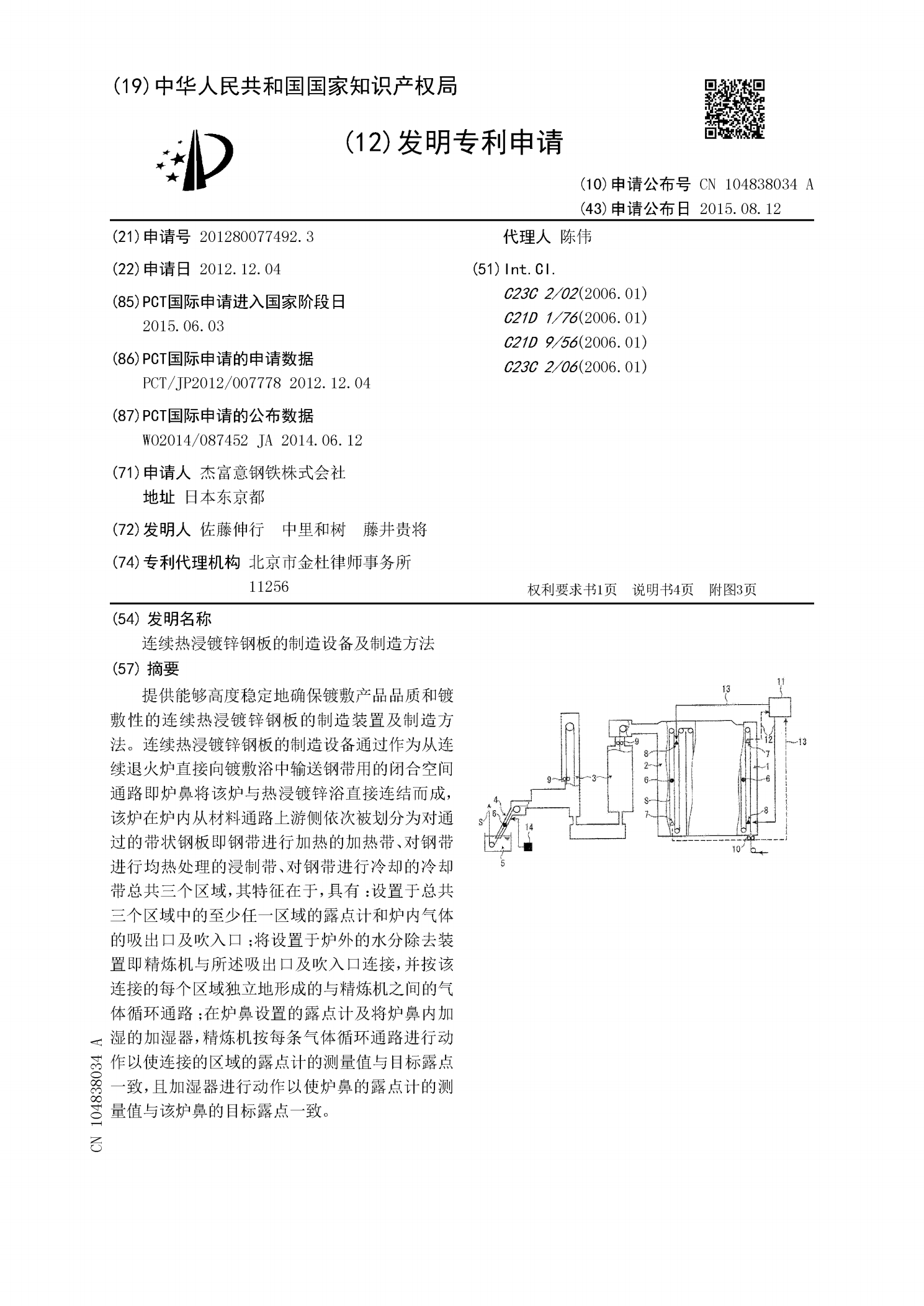
连续热浸镀锌钢板的制造设备及制造方法.pdf
提供能够高度稳定地确保镀敷产品品质和镀敷性的连续热浸镀锌钢板的制造装置及制造方法。连续热浸镀锌钢板的制造设备通过作为从连续退火炉直接向镀敷浴中输送钢带用的闭合空间通路即炉鼻将该炉与热浸镀锌浴直接连结而成,该炉在炉内从材料通路上游侧依次被划分为对通过的带状钢板即钢带进行加热的加热带、对钢带进行均热处理的浸制带、对钢带进行冷却的冷却带总共三个区域,其特征在于,具有:设置于总共三个区域中的至少任一区域的露点计和炉内气体的吸出口及吹入口;将设置于炉外的水分除去装置即精炼机与所述吸出口及吹入口连接,并按该连接的每个