
连续热浸镀锌装置和热浸镀锌钢板的制造方法.pdf

猫巷****松臣

1/10
2/10
3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
连续热浸镀锌装置和热浸镀锌钢板的制造方法.pdf
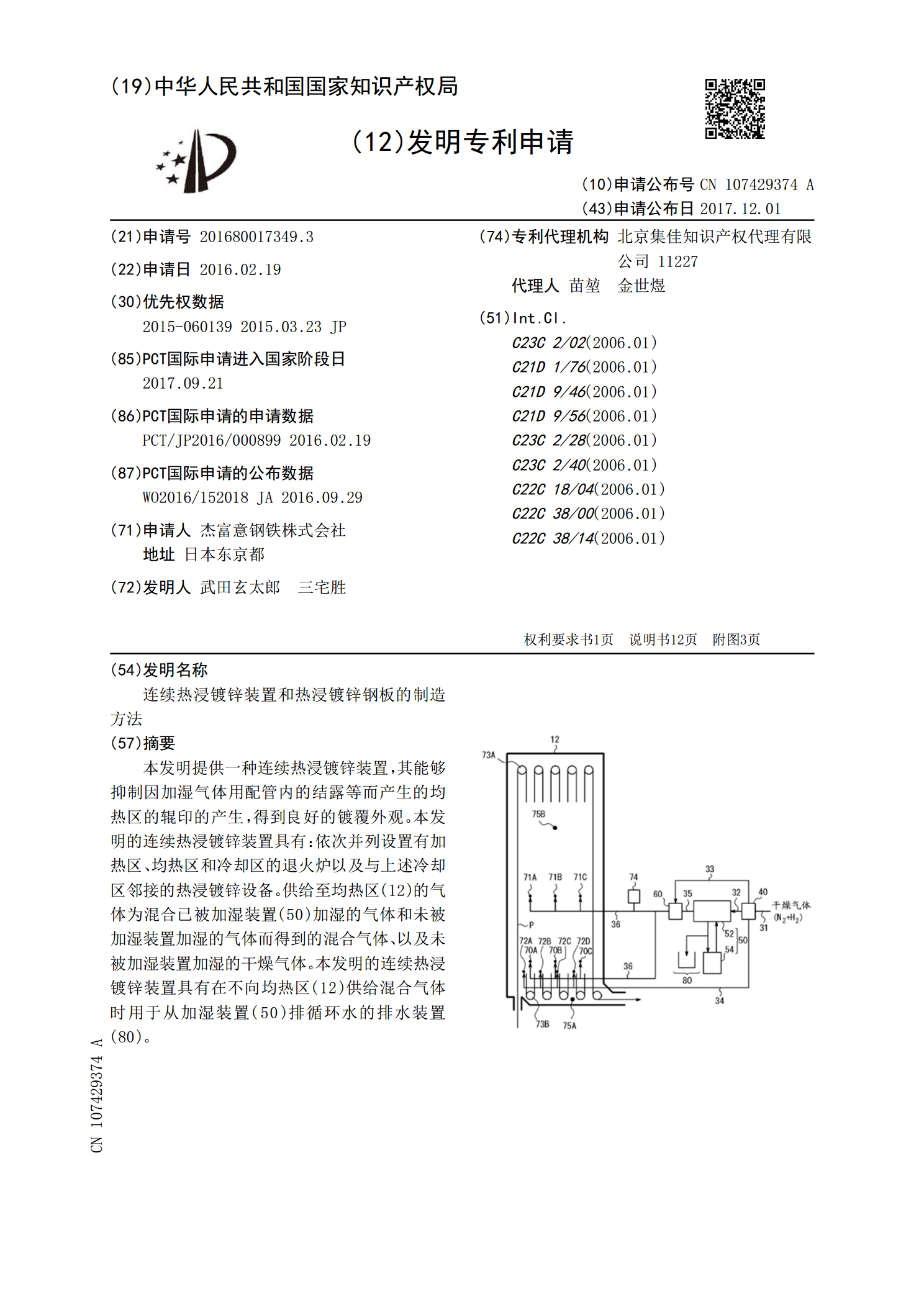
本发明提供一种连续热浸镀锌装置,其能够抑制因加湿气体用配管内的结露等而产生的均热区的辊印的产生,得到良好的镀覆外观。本发明的连续热浸镀锌装置具有:依次并列设置有加热区、均热区和冷却区的退火炉以及与上述冷却区邻接的热浸镀锌设备。供给至均热区(12)的气体为混合已被加湿装置(50)加湿的气体和未被加湿装置加湿的气体而得到的混合气体、以及未被加湿装置加湿的干燥气体。本发明的连续热浸镀锌装置具有在不向均热区(12)供给混合气体时用于从加湿装置(50)排循环水的排水装置(80)。

连续退火装置和连续热浸镀锌装置以及钢板的制造方法.pdf
本发明提供一种能够制造耐氢脆化特性优异的钢板的连续退火装置。本发明的连续退火装置(100)具有:从冷轧卷(C)放出冷轧钢板(S)的放线盘(10);使冷轧钢板(S)通过而进行连续退火的退火炉(20),从通板方向上游侧设置有加热带(22)、均热带(24)以及冷却带(26),在加热带(22)和均热带(24),在包含氢的还原性气氛中将冷轧钢板(S)退火,在冷却带(26)冷却冷轧钢板(S)的退火炉(20);使从退火炉(20)排出的冷轧钢板(S)连续通过的下游设备(30);卷绕通过下游设备(30)的冷轧钢板(S)的张
连续热浸镀锌钢板的制造设备及制造方法.pdf
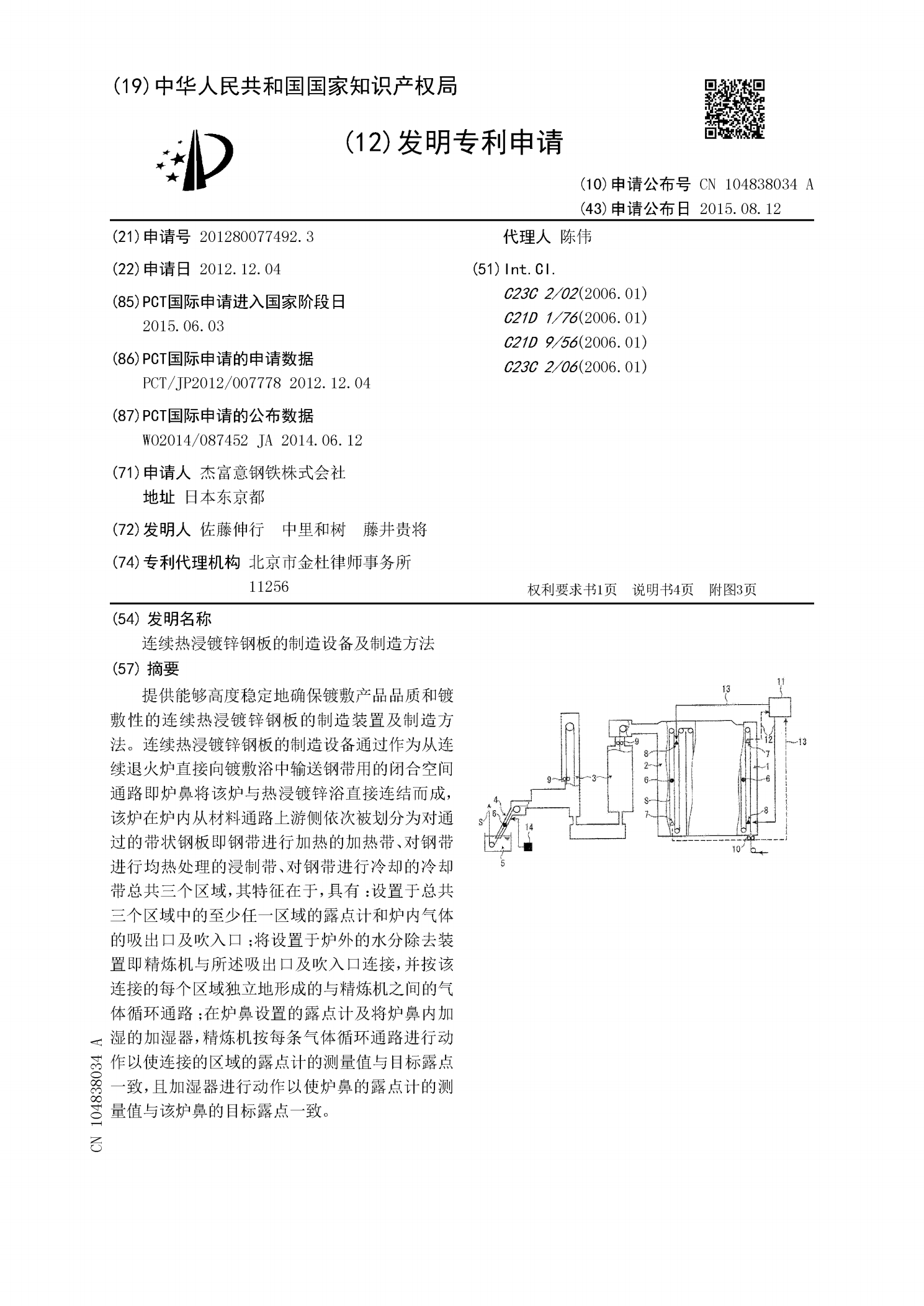
提供能够高度稳定地确保镀敷产品品质和镀敷性的连续热浸镀锌钢板的制造装置及制造方法。连续热浸镀锌钢板的制造设备通过作为从连续退火炉直接向镀敷浴中输送钢带用的闭合空间通路即炉鼻将该炉与热浸镀锌浴直接连结而成,该炉在炉内从材料通路上游侧依次被划分为对通过的带状钢板即钢带进行加热的加热带、对钢带进行均热处理的浸制带、对钢带进行冷却的冷却带总共三个区域,其特征在于,具有:设置于总共三个区域中的至少任一区域的露点计和炉内气体的吸出口及吹入口;将设置于炉外的水分除去装置即精炼机与所述吸出口及吹入口连接,并按该连接的每个

镀覆钢板、热浸镀锌钢板的制造方法及合金化热浸镀锌钢板的制造方法.pdf
一种镀覆钢板,其满足:化学组成以质量%计至少含有C:0.03%~0.70%、Si:0.25%~2.50%、Mn:1.00%~5.00%、P:0.100%以下、S:0.010%以下、sol.Al:0.001%~2.500%、N:0.020%以下,剩余部分由铁及杂质构成,金属组织包含超过5.0体积%的残留奥氏体、超过5.0体积%的回火马氏体,残留奥氏体中的C量为0.85质量%以上。
热浸镀锌钢板的制造方法.pdf
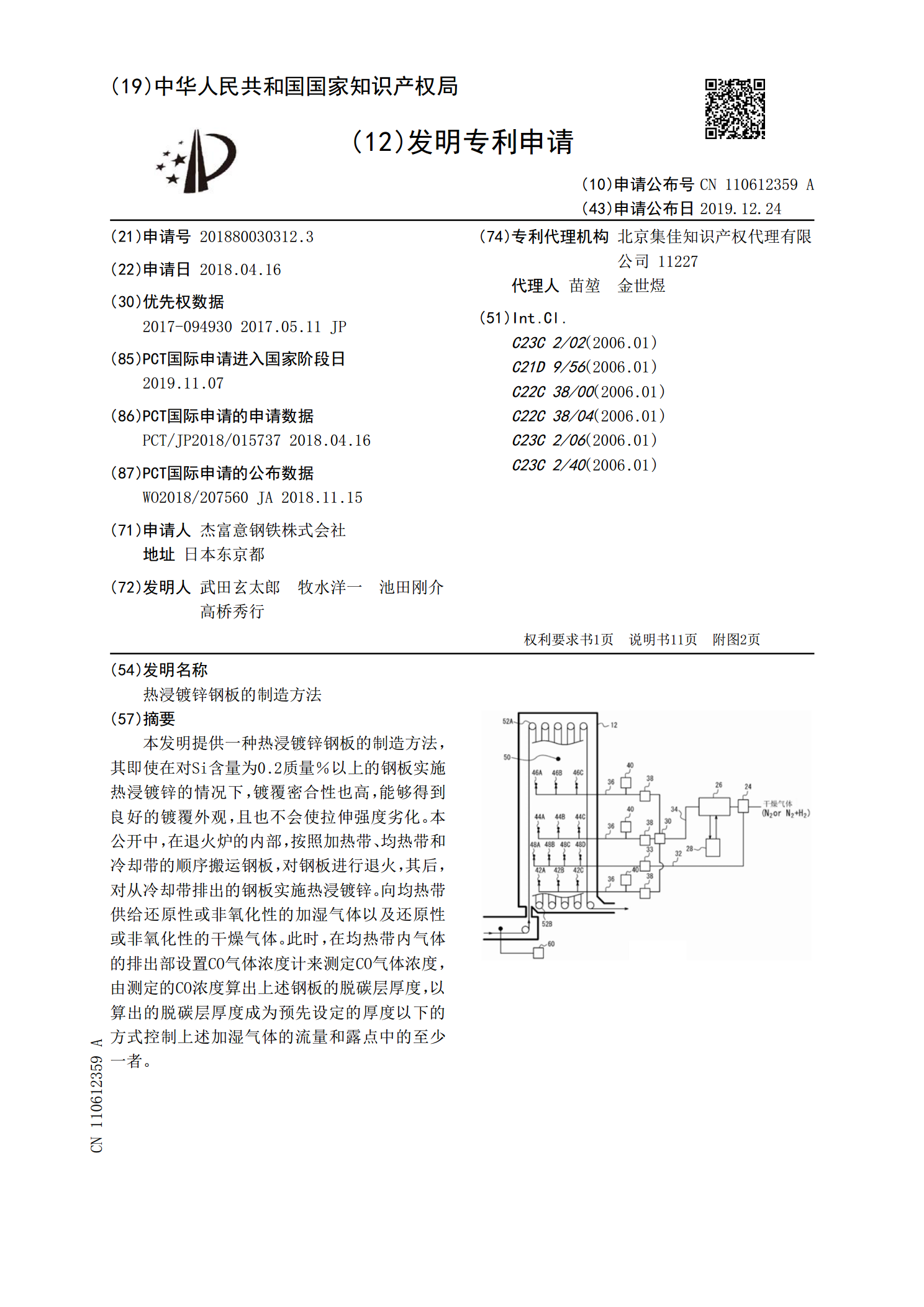
本发明提供一种热浸镀锌钢板的制造方法,其即使在对Si含量为0.2质量%以上的钢板实施热浸镀锌的情况下,镀覆密合性也高,能够得到良好的镀覆外观,且也不会使拉伸强度劣化。本公开中,在退火炉的内部,按照加热带、均热带和冷却带的顺序搬运钢板,对钢板进行退火,其后,对从冷却带排出的钢板实施热浸镀锌。向均热带供给还原性或非氧化性的加湿气体以及还原性或非氧化性的干燥气体。此时,在均热带内气体的排出部设置CO气体浓度计来测定CO气体浓度,由测定的CO浓度算出上述钢板的脱碳层厚度,以算出的脱碳层厚度成为预先设定的厚度以下的