
一种鱼雷罐车铁水区用红柱石-SiC-C砖及其生产方法.pdf

mm****酱吖


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种鱼雷罐车铁水区用红柱石-SiC-C砖及其生产方法.pdf
本发明提供了一种鱼雷罐车铁水区用红柱石-SiC-C砖及其生产方法,该产品具有优异的抗热冲击性能、抗氧化性和抗铁水以及铁水预处理侵蚀等优点。本发明的红柱石-SiC-C砖的原料以重量百分比计含有红柱石30~80wt%、氧化铝微粉5~15wt%、碳化硅及氮化物5~22wt%、塑性相金属单质和抗氧化剂1~4wt%,鳞片状石墨5~15wt%、外加液体酚醛树脂3~5wt%。原料经配料、混合、成型和严格的烘烤制度后,最高烘烤温度180~250℃,得到具有优异性能的鱼雷罐车用红柱石-SiC-C砖。本发明用红柱石替代当前A

一种鱼雷罐车防洒铁的解决方法.docx
一种鱼雷罐车防洒铁的解决方法标题:一种鱼雷罐车防洒铁的解决方法摘要:鱼雷罐车作为一种重要的承运器材,主要用于运输液体化学品,其安全性能在运输过程中显得尤为重要。其中,防洒铁作为一种常见的防护措施,可以有效避免事故和液体泄漏,保障人员生命安全和环境保护。本文旨在提出一种创新的鱼雷罐车防洒铁解决方案,以提高其防护性和使用便捷性。该方案将涉及以下几个关键技术点:电磁吸附技术、折叠结构设计、材料选择及制造工艺;并通过实验验证、仿真分析和性能对比,进一步验证该解决方法的可行性及其在实际应用中的效果。1.引言鱼雷罐车
一种红柱石改性焦炉浇注釉面炉门砖及其制备方法.pdf
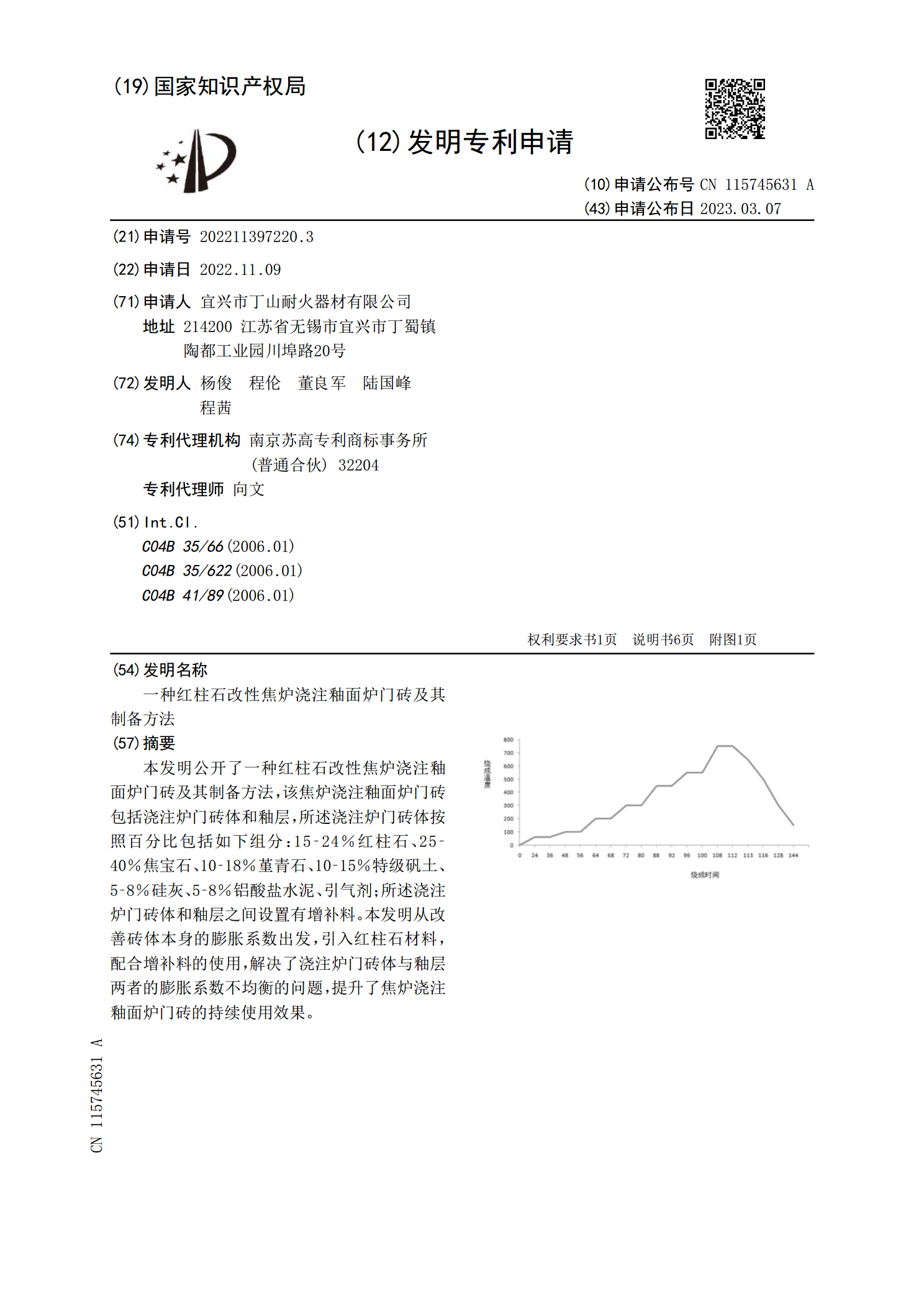
本发明公开了一种红柱石改性焦炉浇注釉面炉门砖及其制备方法,该焦炉浇注釉面炉门砖包括浇注炉门砖体和釉层,所述浇注炉门砖体按照百分比包括如下组分:15‑24%红柱石、25‑40%焦宝石、10‑18%堇青石、10‑15%特级矾土、5‑8%硅灰、5‑8%铝酸盐水泥、引气剂;所述浇注炉门砖体和釉层之间设置有增补料。本发明从改善砖体本身的膨胀系数出发,引入红柱石材料,配合增补料的使用,解决了浇注炉门砖体与釉层两者的膨胀系数不均衡的问题,提升了焦炉浇注釉面炉门砖的持续使用效果。
炭素煅烧炉用红柱石‑莫来石复合砖及其制备方法.pdf
本发明涉及耐火材料工业领域,尤其涉及一种炭素煅烧炉用红柱石‑莫来石复合砖及其制备方法,包括以下重量百分比的物料A:烧结高铝矾土40~60wt%、电熔莫来石10~30wt%、红柱石15~25wt%、高岭土5~15wt%、添加剂1~5wt%,还包括结合剂,所述结合剂与物料A按重量配比为2~5:100,该砖具有良好的导热性能,低热膨胀率,热震稳定性好,强度高,蠕变性小等。可以取代传统的粘土砖,高铝砖,可节约能源,延长炉衬使用寿命,具有良好的经济效益和社会效益。

一种炭素阳极焙烧炉用红柱石砖及其制备方法.pdf
本发明公开了一种炭素阳极焙烧炉用红柱石砖,包括以下的原料组分:红柱石、煅烧莫来石、广西粘土、红柱石细粉、煅烧氧化铝粉、高铝细粉。本发明所制备的炭素焙烧炉用红柱石砖热膨胀低、抗蠕变能力强、高温强度高、高温体积稳定性好、热震稳定性优、抗化学侵蚀能力强等特点,使用寿命长,能够提高阴极焙烧炉使用炉龄,减少耐火材料消耗,降低生产成本。