
一种旋塞阀阀瓣的制备工艺.pdf

一只****生物

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种旋塞阀阀瓣的制备工艺.pdf
本发明公开了一种旋塞阀阀瓣的制备工艺,包括有以下步骤:a、配置混合粉末原料,各原料成分的质量百分比为:余量铁粉,铜粉:4-5%,钼粉:2-4%,树木灰烬:1-2%,石墨粉:7-8%,SiC:3-5%,锆英砂:2-4%,外加微粉蜡:5-6%,按上述原料配比,将配制的原料投入混合机中混合搅拌50-60分钟后,装入模具中,在单位压制压力5T/cm2,压制成型;将压坯放入烧结炉中,在氢气和氮气混合气体的保护气氛中1000-1150℃烧结20-30分钟,将烧结坯放入专用高精度夹具中通过电阻焊焊接组合,再在可控气氛处
一种旋塞阀的阀杆制备方法.pdf
本发明公开了一种旋塞阀的阀杆制备方法,包括有以下步骤:a、浇注成型阀杆毛坯,各组分化学成分重量百分比为:C:2.85-3.20%,Si:1.2-1.5%,Mn:0.8-1.2%,P:0.6-0.8%,S:0.05-0.07%,Cr0.24-0.35%,Cu0.7-0.9%,Al0.03-0.04%,浇注成型的毛坯温度降至300℃,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至450℃,再以20℃/小时,冷却至140℃;本发
一种旋塞阀的钛合金阀杆制备方法.pdf
本发明公开了一种旋塞阀的钛合金阀杆制备方法,包括有以下步骤:a、选取包含钛钼并且钼含量为6.5-18%的β-钛合金为铸造对象,在高于1550℃的温度熔融合金,将熔融合金精密铸造到阀杆毛坯件,在最高等于钛钼合金的β-转变温度和最低比β-转变温度低100℃的温度进行热等静压,在700-900℃的温度进行固溶退火,再加热至650-760℃,保温3-5小时,炉冷至300℃,保温4小时,再加热至650-760℃,保温17小时,以50℃/小时冷却至450℃,再以20℃/小时,冷却至140℃。本发明热处理、深冷处理具有
一种用于柱塞泵的高强度旋塞阀的制备工艺.pdf
本发明公开一种用于柱塞泵的高强度旋塞阀的制备工艺,包括如下步骤:下胚料,并在中频炉中对胚料煅烧;出胚料并采用空气锤对初锻造,去氧化皮;对胚料采用摩擦压力机进行终锻,然后对胚料进行切边;切边后将胚料送入台车炉进行正火处理、喷丸处理;对胚料进行粗车加工、精加工、探伤机检验合格后得到成品。本发明针选用锰含量为0.65wt%~0.85wt%,S含量≤0.025%,P含量≤0.025%的42CrMo圆钢作为胚料,并针对其特性依次进行初锻、终锻、压边、正火、喷丸、调质等工艺,本加工工艺制得的旋塞阀抗拉强度≥800MP
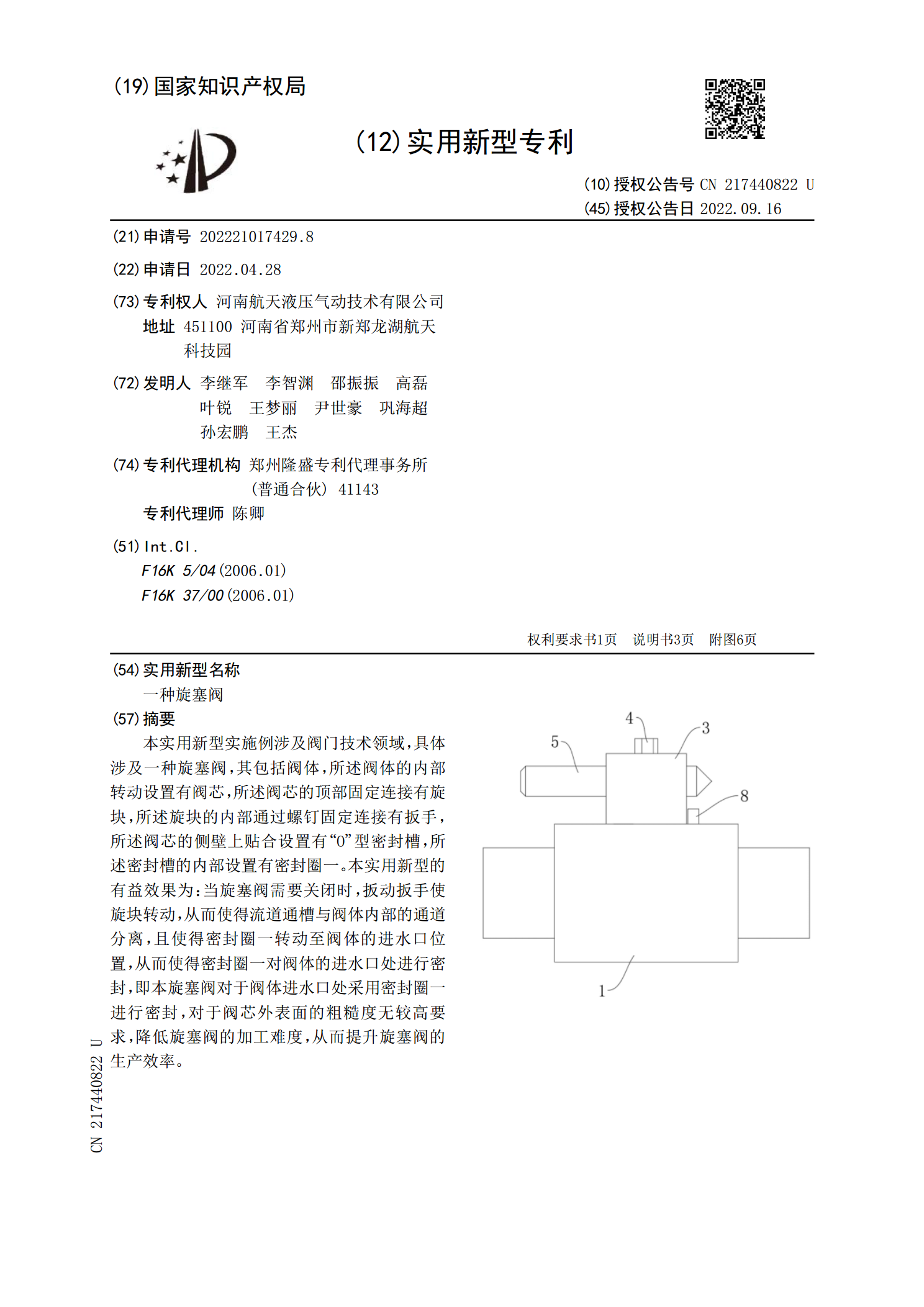
一种旋塞阀.pdf
本实用新型实施例涉及阀门技术领域,具体涉及一种旋塞阀,其包括阀体,所述阀体的内部转动设置有阀芯,所述阀芯的顶部固定连接有旋块,所述旋块的内部通过螺钉固定连接有扳手,所述阀芯的侧壁上贴合设置有“O”型密封槽,所述密封槽的内部设置有密封圈一。本实用新型的有益效果为:当旋塞阀需要关闭时,扳动扳手使旋块转动,从而使得流道通槽与阀体内部的通道分离,且使得密封圈一转动至阀体的进水口位置,从而使得密封圈一对阀体的进水口处进行密封,即本旋塞阀对于阀体进水口处采用密封圈一进行密封,对于阀芯外表面的粗糙度无较高要求,降低旋塞