
一种降低转炉高硫易切削钢铸坯表面气孔的控制方法.pdf

觅松****哥哥

1/6
2/6
3/6
4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种降低转炉高硫易切削钢铸坯表面气孔的控制方法.pdf
本发明是一种降低转炉高硫易切削钢铸坯表面气孔的控制方法,原辅料烘烤时间大于2小时,烘烤温度200℃以上;转炉炼钢止吹时C含量控制到0.05-0.08%;碱度的控制≥1.0;不搅拌静置,时间15min以上;连铸:150mm小方坯;水口浸入深度70-80mm;结晶器保护渣的成分:CaO+SiO2:60%-85%,Fe2O3:1.0-1.4%,Al2O3:2%-16%,MgO:2%-14%,Na2O+BaO+F:8%-26%,Ca-Si:1%-8%,操作需遵循从水口四个方向加入,少量勤加。本发明可使连铸坯的表面
改善大断面低碳高硫易切削钢铸坯表面质量的方法.pdf
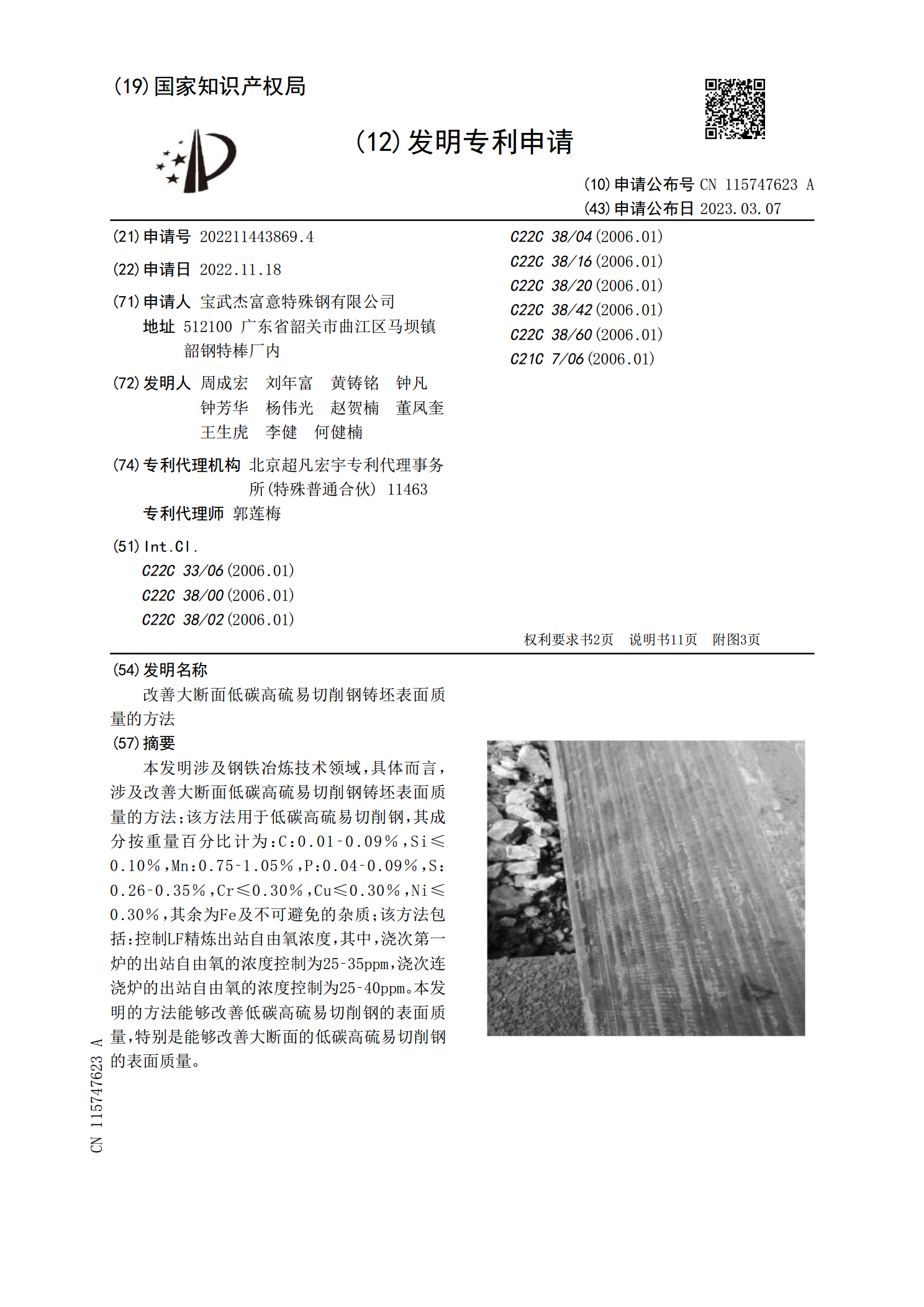
本发明涉及钢铁冶炼技术领域,具体而言,涉及改善大断面低碳高硫易切削钢铸坯表面质量的方法;该方法用于低碳高硫易切削钢,其成分按重量百分比计为:C:0.01‑0.09%,Si≤0.10%,Mn:0.75‑1.05%,P:0.04‑0.09%,S:0.26‑0.35%,Cr≤0.30%,Cu≤0.30%,Ni≤0.30%,其余为Fe及不可避免的杂质;该方法包括:控制LF精炼出站自由氧浓度,其中,浇次第一炉的出站自由氧的浓度控制为25‑35ppm,浇次连浇炉的出站自由氧的浓度控制为25‑40ppm。本发明的方法能
低碳含碲高硫易切削钢铸坯及其生产方法.pdf
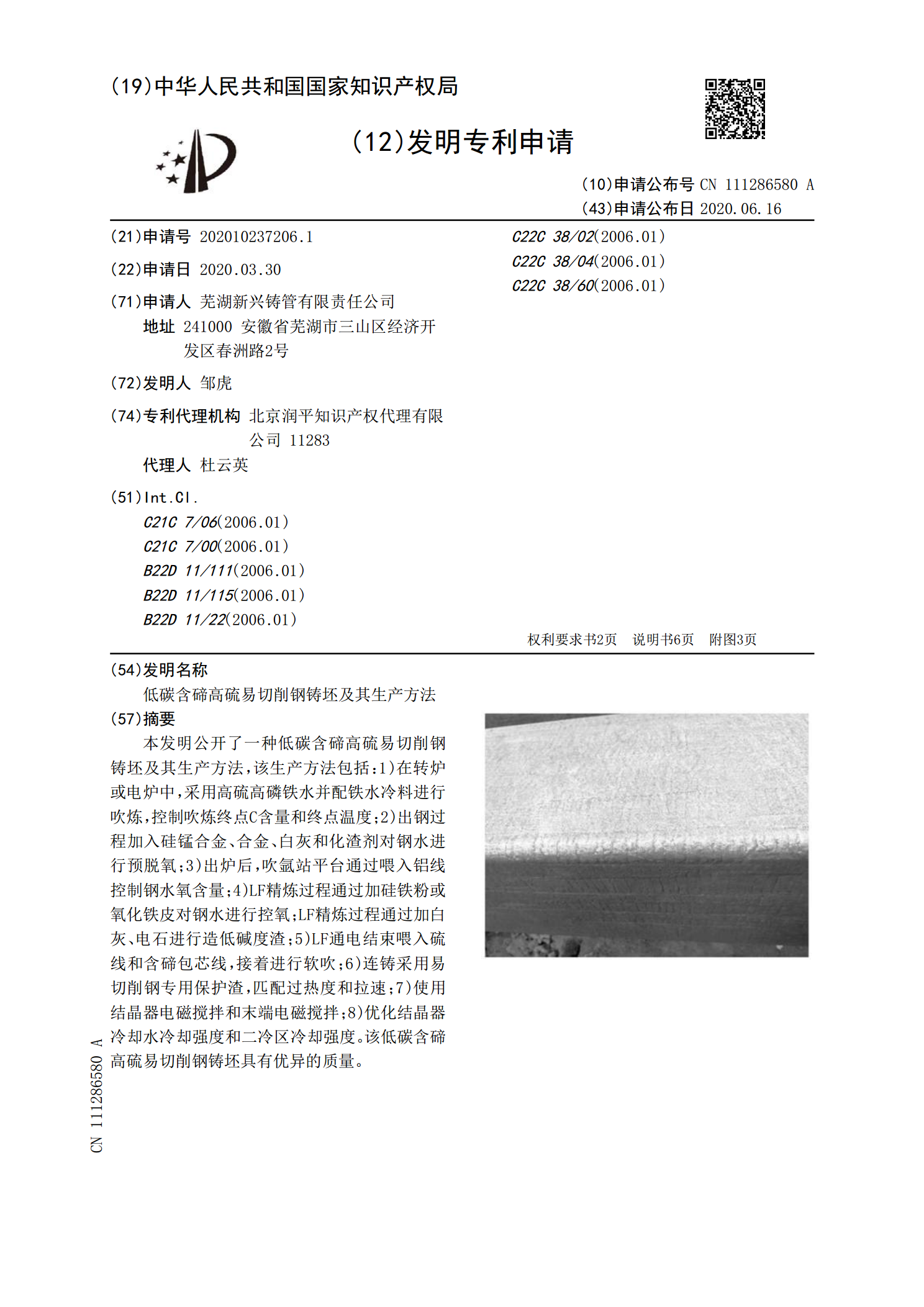
本发明公开了一种低碳含碲高硫易切削钢铸坯及其生产方法,该生产方法包括:1)在转炉或电炉中,采用高硫高磷铁水并配铁水冷料进行吹炼,控制吹炼终点C含量和终点温度;2)出钢过程加入硅锰合金、合金、白灰和化渣剂对钢水进行预脱氧;3)出炉后,吹氩站平台通过喂入铝线控制钢水氧含量;4)LF精炼过程通过加硅铁粉或氧化铁皮对钢水进行控氧;LF精炼过程通过加白灰、电石进行造低碱度渣;5)LF通电结束喂入硫线和含碲包芯线,接着进行软吹;6)连铸采用易切削钢专用保护渣,匹配过热度和拉速;7)使用结晶器电磁搅拌和末端电磁搅拌;8

1215硫系易切削钢转炉-连铸生产的工艺开发.docx
1215硫系易切削钢转炉-连铸生产的工艺开发1215硫系易切削钢是一种高性能钢材,具有易加工、耐磨、抗疲劳等优良特性,被广泛应用于汽车、机械、航空航天等领域。为了提高1215钢材的生产效率和质量,钢铁企业采用转炉-连铸生产工艺加工1215钢材。转炉-连铸生产工艺是钢铁企业广泛应用的一种工艺流程,它包括转炉冶炼、炼钢、连铸和热轧成材等环节。其中,转炉冶炼是钢材生产的关键环节,它决定了钢材的成分和质量。传统的转炉冶炼工艺需要耗费大量的能源和资金,而且环保问题也愈发突出。因此,钢铁企业开始探索新型的转炉冶炼工艺

解决小方坯连铸生产高硫易切削齿轮钢水口堵塞的方法.pdf
本发明涉及一种解决小方坯连铸生产高硫易切削齿轮钢水口堵塞的方法,包括连铸浇次首炉钢种选定、连浇炉次为高硫易切削钢的LF精炼、RH精炼和连铸工序;所述连铸浇次首炉钢种选择低硫齿轮钢;所述LF精炼后期进行钙处理操作,钙线加入量为0.35~0.50㎏/t钢,钢水Ca含量控制在0.0020~0.0040wt%,钙处理前钢水成分硫含量≤0.010wt%,否则钙处理后延。本发明大幅提升了小方坯连铸机生产高硫易切削齿轮钢的全流拉钢率,实现与其它钢种同等的开浇成功率,开浇成功率由原来的55%提高到95%以上,高硫易切削齿